








方案详情
文
表面能和表面极性值可用于修饰基材和涂料,提高润湿铺展和粘附。通过鱼线涂层和热熔胶的例子说明粘附能和界面张力视具体应用来解决和解释问题。
方案详情

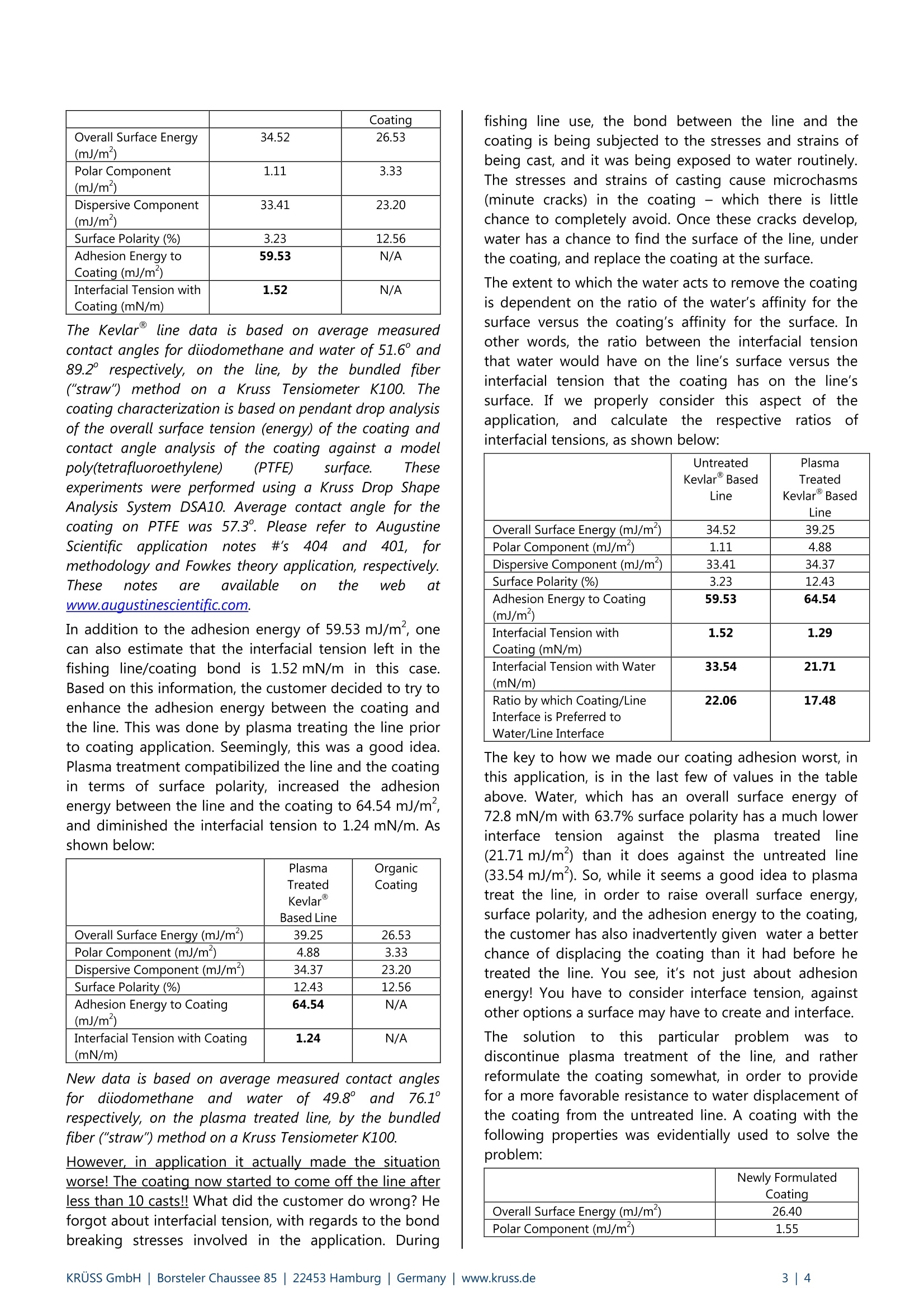
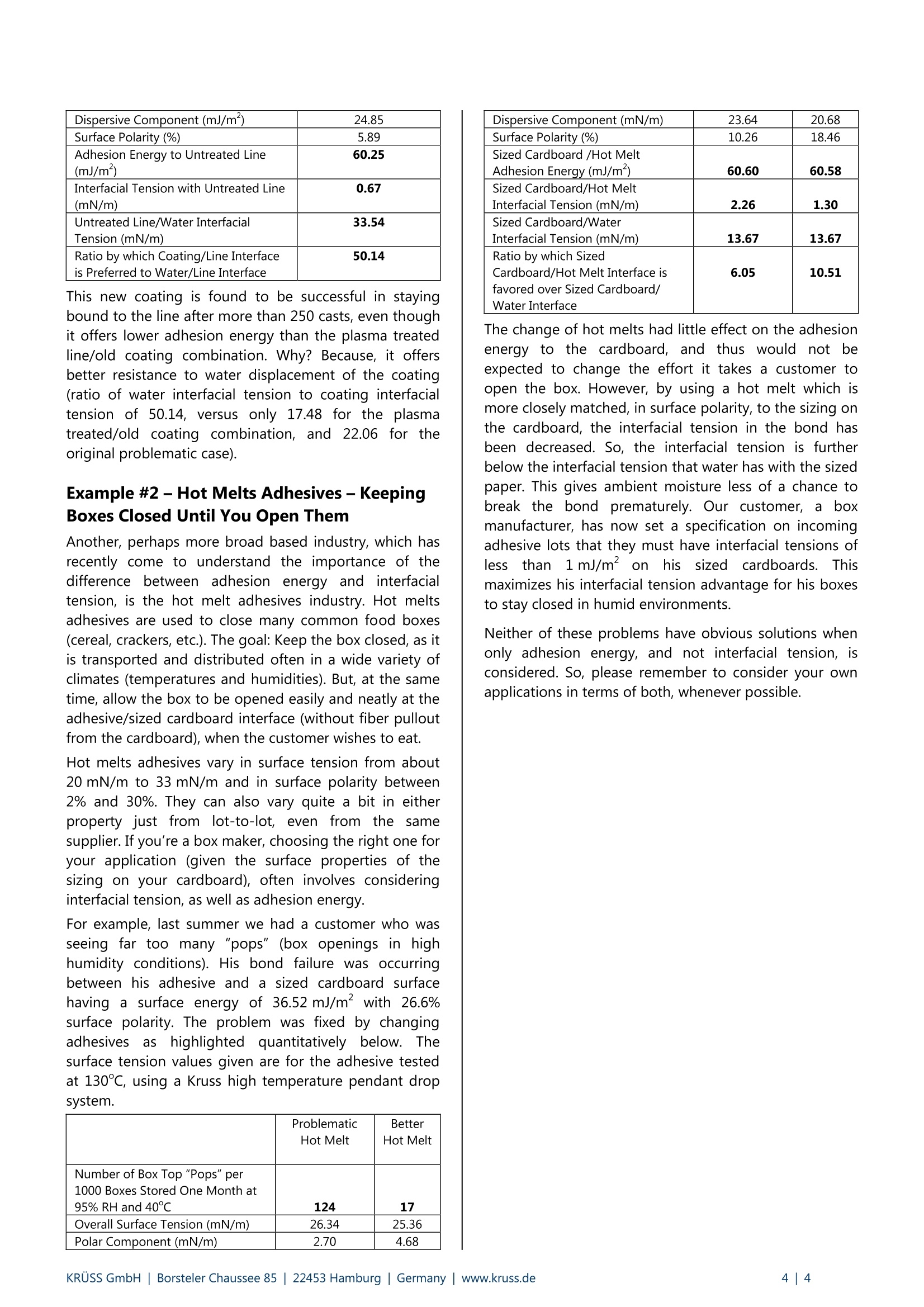
KRUSS Application Report Adhesion Energy and Interfacial Tension Two Related Coating/Substrate Interfacial Properties Which is More Important for Your Application, and Why? Background Amongst our customers, the major reason for determining surface energy and surface polarity values is as a basis formodification of either a substrate or a coating (paint,ink, or adhesive) to improve wetting, spreading, and/or adhesion.When improved adhesion is the primary goal, two important, guiding, interfacial parameters are gained from surfaceenergy and surface polarity characterization: physio-chemical adhesion energy, and coating/substrate interfacialtension. Assuming a simple two component (geometric mean) surface energy approach, such as Fowkes or Owens/Wendt, thepredicted adhesion energy(YsL) between a coating and a substrate is given by the Fowkes/Dupre expression: wherein: os and os=the dispersive and polar components, respectively, of the substrate, and oand o= thedispersive and polar components of the coating. The total surface energy of either material equals the sum of the polarand dispersive surface energy components. And, the surface polarity is the percentage of the overall surface energy whichis due to the polar surface energy component. The interfacial tension (YsL) between the coating and the substrate is given by Good's expression: wherein os = overall surface energy of the substrate, o= overall surface tension of the coating. For further details on the theoretical backgrounds and developments of these equations, I recommend readers begin witheither Kruss Technical Note #306 (available for download at www.kruss.de) or Augustine Application Note # 401, availableat www.auqustinescientific.com.) Adhesion Energy or Interfacial Tension? The two properties, adhesion energy and interfacialtension, are closely related- particularly when a two-component(polar and dispersive) surface energycharacterization is employed. In fact, the two equationsabove can be combined to show that adhesion energy(sl) simply equals the difference between the sum ofthe energies of the two surfaces being brought together,less the interfacial tension that remains in the bondwhich is formed between them. YsL= Gs +o -YsL.Perhaps for this reason, many researchers, and qualitycontrol engineers, have focused more heavily on thequantitative value for adhesion energy, and tended toignore substrate/coating interfacial tension - most oftennoting only that "the interfacial tension should be low forthe adhesion energy to be maximized". In lithographic printing, for example, much focus hasbeen placed on determining adhesion energy values forthe print paste/ink, to the print and non-print surfaces onthe print plate, to the blanket, and to the final printsubstrate. Using such adhesion energy information,various competitive adsorption and transfer energies canbe understood, and controlled, to provide for good rapidprinting. In particular, in high speed printing operations itis useful to understand the dynamic adhesion energybetween the ink and the print surface on the print plate,as related to line speed - because the most rapid linespeed at which printing can successfully occur is usuallydetermined by comparing these values to the cohesionenergy of the ink at that same line speed. And, on a broader scale, the usefulness of quantitativeadhesion energy characterizations has led to theevolution of many highly generalized quality controlspecifications for adhesion energy in various otherindustries. As examples: 70 mj/m² of adhesion energy isconsidered adequate for most latex paint applications tosurfaces, 65 mJ/m’ is often quoted as adequate fororganic coatings applications to metals, while 60 mJ/mis adequate for printing on sized paper and manypolymer films, and a 10 mJ/m² gap in adhesion energy isdesired to allow transfer of coatings from one roller toanother in roll coating operations. However, such focus on adhesion energy has also ledresearcherstoiignoressubstrate/coatinggiinterfacialtensions as useful characterization values. This is not agood idea. Despite being inherently and mathematicallylinked, adhesion energy and interfacial tension aredifferent parameters. Interfacial tension values providedifferent, sometimes even more pertinent, informationthan adhesion energy values do - depending on theapplication at hand. The difference is this: Adhesion energy, YsL=os+6-Ysutells you how energetically favorable the initial formationof an interface (coating/substrate bond) is. In forming abond, you sacrifice substrate (solid) surface and coating(liquid) surface, and you create an interface. Thus, the form of the original adhesion energy equation of Dupre,as sited immediately above. Dupre’s definition pre-datesthe current concepts of multi-component (polar anddispersive, or acid, base, and dispersive, or even morecomplicated) surface energy theories, which we make useof today. All of the current theories support thisfundamental definition, but the fundamental definitionitself pre-dates the theories. Interfacial tension, on the other hand, has less to do withthe original surface energies of the substrate (solid) andthe coating (liquid) which form the interface. It is, ofcourse, influenced by those surface energies, as well asthe compatibility of the two materials in terms of surfacepolarity. However, interfacial tension is, fundamentally, aproperty of the bond after it is formed. Two materialshave come together, sacrificing their surfaces to form aninterface. Adhesion energy describes the' energeticfavorability of this interface formation process. Whereas,interfacial tension describes the incompatibility which isinherently left over after the interface is formed (i.e. thepropensity of the bond to break in the future, if a stress isapplied). lf an analogy helps here, the best one is probablymarriage. Adhesion energy = the driving force (theexcitement) which two people have for getting married.Interfacial tension = those underlying incompatibilities,which can later lead to divorce (given the right externalstressors). You probably know of marriages started by veryhigh “adhesion energy", but which also have very high“interfacial tension".Most ofthese, like poorcoating/substrateebondsl,s,were chosen for formationbecause people ignored the high "interfacial tension", sincethe "adhesion energy"looked so favorable. Now, getting back to title topic of this paper... For yourapplication - be it applying a paint, adhesive, ink, orother coating to an interface - how do you know whichparameter is more important to you, adhesion energy orinterfacial tension? The answer is you should considerboth, including what stressors may be applied to theinterface after its formation. Here are two examples,based on work performed in our laboratory over the lastfew months, of interfacial tension being more importantthan adhesion energy. Example 1- Coated Fishing Line We recently had a customer making high strength,Kevlar based, fishing line. They apply an organic coatingto the line to give it color, and also to allow it to castmore effectively (with lower friction). The problem theywere having was that the coating kept wearing off of thefishing line after 40 to 50 casts in water. We initially investigated the adhesion energy betweenthe line and the coating and determined it to be59.53 mJ/m², based on the following line and coatingproperties: Coating Overall Surface Energy(mJ/m) 34.52 26.53 Polar Component(mJ/m) 1.11 3.33 Dispersive Component(mJ/m) 33.41 23.20 Surface Polarity (%) 3.23 12.56 Adhesion Energy to Coating (mJ/m) 59.53 N/A Interfacial Tension withCoating (mN/m) 1.52 N/A The Kevlar line data is based on average measuredcontact angles for diiodomethane and water of 51.6° and89.2° respectively, on the line, by the bundled fiber("straw") method on a Kruss Tensiometer K100. Thecoating characterization is based on pendant drop analysisof the overall surface tension (energy) of the coating andcontact angle analysis of the coating against a modelpoly(tetrafluoroethylene) (PTFE) surface. Theseexperiments were performed using a Kruss Drop ShapeAnalysis System DSA10. Average contact angle for thecoating on PTFE was 57.3. Please refer to AugustineScientific application notes #'s 404 and 401, formethodology and Fowkes theory application, respectively.These notes are available on the web atwww.auqustinescientific.com. In addition to the adhesion energy of 59.53 mJ/m, onecan also estimate that the interfacial tension left in thefishing line/coating bond is 1.52 mN/m in this case.Based on this information, the customer decided to try toenhance the adhesion energy between the coating andthe line. This was done by plasma treating the line priorto coating application. Seemingly, this was a good idea.Plasma treatment compatibilized the line and the coatingin terms of surface polarity, increased the adhesionenergy between the line and the coating to 64.54 mJ/m,and diminished the interfacial tension to 1.24 mN/m. Asshown below: PlasmaTreatedKevlar Based Line OrganicCoating Overall Surface Energy (mJ/m‘) 39.25 26.53 Polar Component (mJ/m) 4.88 3.33 Dispersive Component (mJ/m‘) 34.37 23.20 Surface Polarity (%) 12.43 12.56 Adhesion Energy to Coating(mJ/m) 64.54 N/A Interfacial Tension with Coating(mN/m) 1.24 N/A New data is based on average measured contact anglesfor diiodomethane and water of 49.8° and 76.1°respectively, on the plasma treated line, by the bundledfiber ("straw") method on a Kruss Tensiometer K100. However, in application it actually made the situationworse! The coating now started to come off the line afterless than 10 casts!! What did the customer do wrong? Heforgot about interfacial tension, with regards to the bondbreaking stresses involved in the application. During fishing line use, the bond between the line and thecoating is being subjected to the stresses and strains ofbeing cast, and it was being exposed to water routinely.The stresses and strains of casting cause microchasms(minute cracks) in the coating - which there is littlechance to completely avoid. Once these cracks develop,water has a chance to find the surface of the line, underthe coating, and replace the coating at the surface. The extent to which the water acts to remove the coatingis dependent on the ratio of the water’s affinity for thesurface versus the coating's affinity for the surface. Inother words, the ratio between the interfacial tensionthat water would have on the line's surface versus theinterfacial tension that the coating has on the line'ssurface. If weproperly consider this aspect of theapplication, and calculate the respective ratios ofinterfacial tensions, as shown below: Untreated KevlarBasedLine Plasma Treated KevlarBased Line Overall Surface Energy(mJ/m‘) 34.52 39.25 Polar Component (mJ/m‘) 1.11 4.88 Dispersive Component (mJ/m‘) 33.41 34.37 Surface Polarity (%) 3.23 12.43 Adhesion Energy to Coating(mJ/m²) 59.53 64.54 Interfacial Tension withCoating (mN/m) 1.52 1.29 Interfacial Tension with Water(mN/m) 33.54 21.71 Ratio by which Coating/LineInterface is Preferred to Water/Line Interface 22.06 17.48 The key to how we made our coating adhesion worst, inthis application, is in the last few of values in the tableabove. Water, which has an overall surface energy of72.8 mN/m with 63.7% surface polarity has a much lowerinterface tension against the plasma treatedline(21.71 mJ/m) than it does against the untreated line(33.54 mJ/m). So, while it seems a good idea to plasmatreat the line, in order to raise overall surface energy,surface polarity, and the adhesion energy to the coating,the customer has also inadvertently given water a betterchance of displacing the coating than it had before hetreated the line. You see, it’s not just about adhesionenergy! You have to consider interface tension, againstother options a surface may have to create and interface. The solution tothisiparticular problemwass todiscontinue plasma treatment of the line, and ratherreformulate the coating somewhat, in order to providefor a more favorable resistance to water displacement ofthe coating from the untreated line. A coating with thefollowing properties was evidentially used to solve theproblem: Newly FormulatedCoating Overall Surface Energy (mJ/m‘) 26.40 Polar Component (mJ/m‘) 1.55 Dispersive Component (mJ/m) 24.85 Surface Polarity (%) 5.89 Adhesion Energy to Untreated Line(mJ/m) 60.25 Interfacial Tension with Untreated Line(mN/m) 0.67 Untreated Line/Water InterfacialTension (mN/m) 33.54 Ratio by which Coating/Line Interfaceis Preferred to Water/Line Interface 50.14 This new coating is found to be successful in stayingbound to the line after more than 250 casts, even thoughit offers lower adhesion energy than the plasma treatedline/old coating combination. Why? Because, it offersbetter resistance to water displacement of the coating(ratio of water interfacial tension to coating interfacialtension of 50.14, versus only 17.48 for the plasmatreated/old coating combination, and 22.06 for theoriginal problematic case). Example #2- Hot Melts Adhesives- KeepingBoxes Closed Until You Open Them Another, perhaps more broad based industry, which hasrecently come to understand the importance of thedifference between adhesion energyrand interfacialtension, is the hot melt adhesives industry. Hot meltsadhesives are used to close many common food boxes(cereal, crackers, etc.). The goal: Keep the box closed, as itis transported and distributed often in a wide variety ofclimates (temperatures and humidities). But, at the sametime, allow the box to be opened easily and neatly at theadhesive/sized cardboard interface (without fiber pulloutfrom the cardboard), when the customer wishes to eat. Hot melts adhesives vary in surface tension from about20 mN/m to 33 mN/m and in surface polarity between2% and 30%. They can also vary quite a bit in eitherproperty just from lot-to-lot, even from the samesupplier. If you're a box maker, choosing the right one foryour application (given the surface properties of thesizing on your cardboard), often involves consideringinterfacial tension, as well as adhesion energy. For example, last summer we had a customer who wasseeing far too many"pops"(box openings in highhumidity conditions). His bond failure was occurringbetween his adhesive and a sized cardboard surfacehaving a surface energy of 36.52 mJ/m with 26.6%surface polarity. The problem was fixed by changingadhesives as highlighted (quantitatively below. Thesurface tension values given are for the adhesive testedat 130℃, using a Kruss high temperature pendant dropsystem. ProblematicHot Melt BetterHot Melt Number of Box Top "Pops" per 1000 Boxes Stored One Month at95% RH and 40℃ 124 17 Overall Surface Tension(mN/m) 26.34 25.36 Polar Component (mN/m) 2.70 4.68 Dispersive Component (mN/m) 23.64 20.68 Surface Polarity (%) 10.26 18.46 Sized Cardboard /Hot Melt Adhesion Energy (mJ/m) 60.60 60.58 Sized Cardboard/Hot Melt Interfacial Tension (mN/m) 2.26 1.30 Sized Cardboard/Water Interfacial Tension (mN/m) 13.67 13.67 Ratio by which Sized Cardboard/Hot Melt Interface isfavored over Sized Cardboard/Water Interface 6.05 10.51 The change of hot melts had little effect on the adhesionenergy to the cardboard, and thus would not beexpected to change the effort it takes a customer toopen the box. However, by using a hot melt which ismore closely matched, in surface polarity, to the sizing onthe cardboard, the interfacial tension in the bond hasbeen decreased. So, the interfacial tension is furtherbelow the interfacial tension that water has with the sizedpaper. This gives ambient moisture less of a chance tobreak the bond prematurely. Our customer, a boxmanufacturer, has now set a specification on incomingadhesive lots that they must have interfacial tensions ofless than 1 mJ/m on his sized cardboards. Thismaximizes his interfacial tension advantage for his boxesto stay closed in humid environments. Neither of these problems have obvious solutions whenonly adhesion energy, and not interfacial tension, isconsidered. So, please remember to consider your ownapplications in terms of both, whenever possible. KRUSS GmbH|Borsteler Chaussee Hamburg| Germany |www.kruss.de
确定

还剩2页未读,是否继续阅读?

产品配置单

克吕士科学仪器(上海)有限公司为您提供《鱼线,热熔胶中粘附功和界面张力检测方案(接触角测量仪)》,该方案主要用于其他中粘附功和界面张力检测,参考标准--,《鱼线,热熔胶中粘附功和界面张力检测方案(接触角测量仪)》用到的仪器有KRUSS DSA100接触角测量仪
推荐专场



相关方案
更多
该厂商其他方案
更多