








酒精饮品的标签控制需要测定烈性酒中的酒精度,参比方法规定为蒸馏后测密度,经典的蒸馏使用韦氏精
馏塔和直型冷凝管,耗时且容易出错,特别是烈酒存在夹带或炭化方面问题时更明显,因此,本法建议用自动
蒸馏仪替代。这种新型仪器与之前的各种蒸馏装置相比,包含有增强的蒸汽功率,特别设计的大容量冷凝管,
可控流速的大冷凝盘管。应用D-最优设计和中心组合设计的方法优化表明,样品体积、蒸馏时间、冷凝液流
速对结果影响较大,其他的调研指标如蒸汽功率、接收液体积、不同的移液管或容量瓶等影响不大。方法的验
证固定使用以下设置:70%的蒸汽功率,样品体积25ml(用移液管移液),接收体积50ml,冷却液流速
7L/min,蒸馏时间定到溶液很接近到达定容刻度。测试4 种利口酒,覆盖了15-35%酒度范围,其结果具有较
高的准确性,相对标准差低于0.4%(当天)和0.6%(日间),绝对标准差在酒精度0.06%到0.08%之间
(当天)和0.07%到0.10%之间(日间)。改进的自动蒸汽蒸馏仪还具有极佳的样品净化功能,使复杂基质中
的挥发性物质不残留。本方法最大的优点是每个分析的消耗品成本非常低(仅仅需要蒸馏水)。对于酒精度的
测量,这种方法比以往的方法更加稳定,很少会导致蒸馏不完全。我们的验证数据已经表明,该方法的性能与
参考方法所提供的数据相对应,由此可知,自动蒸汽蒸馏可用于酒精饮料的标签控制。
方案详情

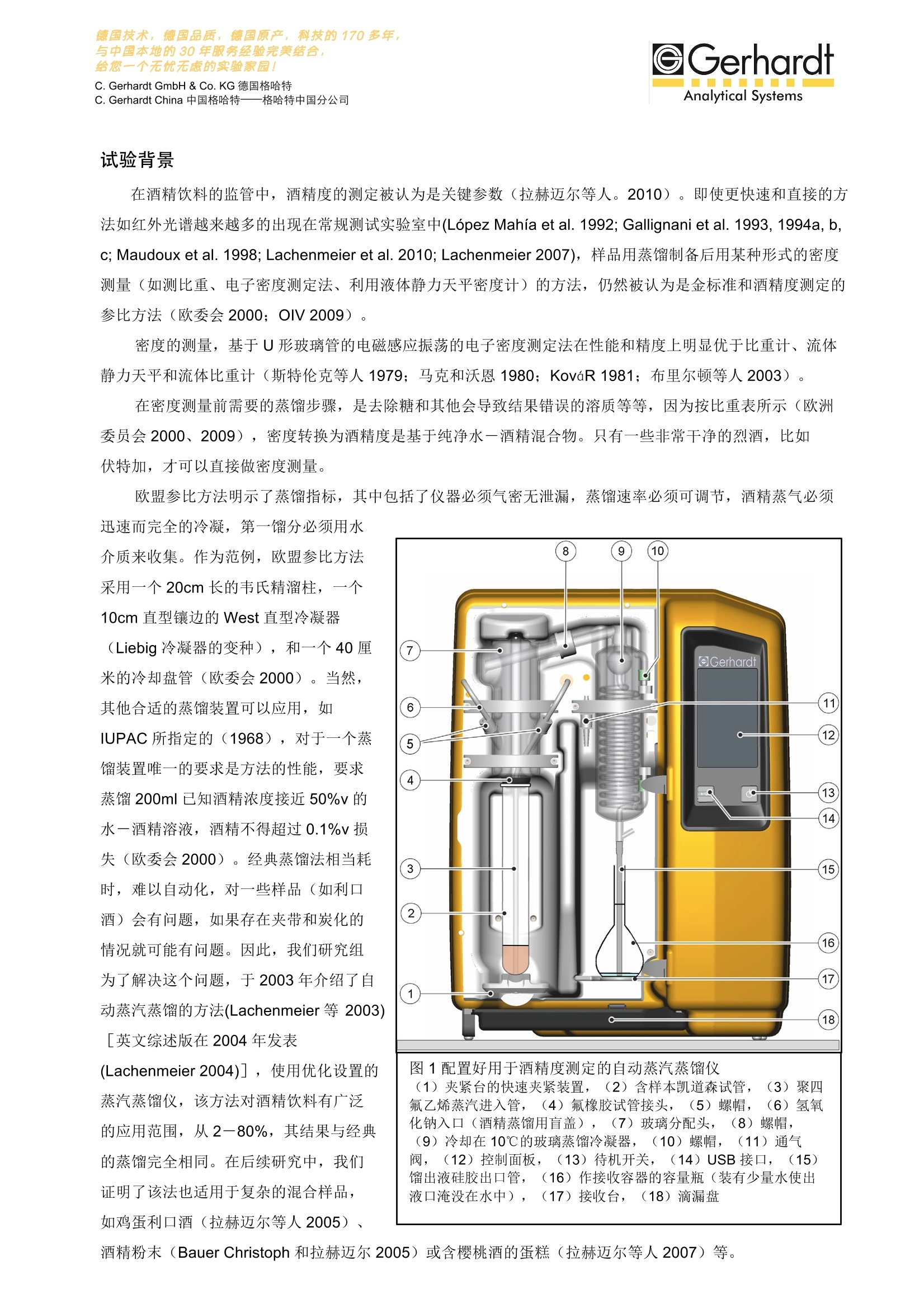
德国技术,,德国品质,德国原产,j科技的170多年,与中国本地的30年服务经验完美结合,C. Gerhardt GmbH & Co. KG 德国格哈特C. Gerhardt China 中国格哈特——格哈特中国分公司Gerhardt 技术资料-——SCIE科技文章((Springer)Lachenmeier et al. SpringerPlus (2015) 4:783DOI 10.1186/s40064-015-1574-6 德国技术,,德国品质,德国原产,科技的170多年,GerhardtAnalytical Systems与中国本地的30年服务经验完美结合,C. Gerhardt GmbH & Co. KG 德国格哈特C. Gerhardt China中国格哈特——格哈特中国分公司 :给您一个无忧无虑的实验家园司 SpringerPlus a SpringerOpen Joumal METHODOLOGY Open Access Improved automatic steam distillationcombined with oscillation-type densimetryfor determining alcoholic strength in spiritsand liqueurs CrossMark Dirk W.Lachenmeier @, Leander Plato,Manuela Suessmann, Matthew Di Carmine ,Bjoern Krueger,Armin Kukuckand Markus Kranz SpringerPlus (2015) 4:783 Methodology: Improved automatic steam distillation combined with oscillation-type densimetry for determining alcoholic strength in spirits and liqueurs SCIE (SpringerPlus)文章: 改进的自动蒸汽蒸馏结合振荡型密度计的方法测定烈酒中的酒精度 lachenmeier 博士(德国卡尔斯鲁厄化学及动物医学科学研究所(CVUA)植物类食品部主任)等 摘要 酒精饮品的标签控制需要测定烈性酒中的酒精度,参比方法规定为蒸馏后测密度,经典的蒸馏使用韦氏精馏塔和直型冷凝管,耗时且容易出错,特别是烈酒存在夹带或炭化方面问题时更明显,因此,本法建议用自动蒸馏仪替代。这种新型仪器与之前的各种蒸馏装置相比,包含有增强的蒸汽功率,特别设计的大容量冷凝管,可控流速的大冷凝盘管。应用D一最优设计和中心组合设计的方法优化表明,样品体积、蒸馏时间、冷凝液流速对结果影响较大,其他的调研指标如蒸汽功率、接收液体积、不同的移液管或容量瓶等影响不大。方法的验证固定使用以下设置:70%的蒸汽功率,样品体积25ml(用移液管移液),接收体积50ml, 冷却液流速7L/min, 蒸馏时间定到溶液很接近到达定容刻度。测试4种利口酒,覆盖了15-35%酒度范围,其结果具有较高的准确性,相对标准差低于0.4%(当天)和0.6%(日间),绝对标准差在酒精度 0.06%到0.08%之间(当天)和0.07%到0.10%之间(日间)。改进的自动蒸汽蒸馏仪还具有极佳的样品净化功能,使复杂基质中的挥发性物质不残留。本方法最大的优点是每个分析的消耗品成本非常低(仅仅需要蒸馏水)。对于酒精度的测量,这种方法比以往的方法更加稳定,很少会导致蒸馏不完全。我们的验证数据已经表明,该方法的性能与参考方法所提供的数据相对应,由此可知,自动蒸汽蒸馏可用于酒精饮料的标签控制。 wE关键词:乙醇,酒精度,水蒸气蒸馏、振荡型密度计,试验设计,优化,验证c 给您一个无忧无虑的实验家园司 试验背景 在酒精饮料的监管中,酒精度的测定被认为是关键参数(拉赫迈尔等人。2010)。即使更快速和直接的方法如红外光谱越来越多的出现在常规测试实验室中(Lopez Mahia et al. 1992; Gallignani et al. 1993, 1994a, b,c; Maudoux et al. 1998; Lachenmeier et al. 2010; Lachenmeier 2007),样品用蒸馏制备后用某种形式的密度测量(如测比重、电子密度测定法、利用液体静力天平密度计)的方法,仍然被认为是金标准和酒精度测定的参比方法(欧委会2000; OIV 2009)。 密度的测量,基于U形玻璃管的电磁感应振荡的电子密度测定法在性能和精度上明显优于比重计、流体静力天平和流体比重计(斯特伦克等人1979;马克和沃恩 1980; KovaR 1981;布里尔顿等人2003)。 在密度测量前需要的蒸馏步骤,是去除糖和其他会导致结果错误的溶质等等,因为按比重表所示(欧洲委员会2000、2009),密度转换为酒精度是基于纯净水酒酒精混合物。只有一些非常干净的烈酒,比如伏特加,才可以直接做密度测量。 欧盟参比方法明示了蒸馏指标,其中包括了仪器必须气密无泄漏,蒸馏速率必须可调节,酒精蒸气必须 迅速而完全的冷凝,第一馏分必须用水介质来收集。作为范例,欧盟参比方法采用一个 20cm 长的韦氏精溜柱,一个10cm直型镶边的 West 直型冷凝器(Liebig 冷凝器的变种),和一个40厘米的冷却盘管(欧委会2000)。当然,其他合适的蒸馏装置可以应用,如IUPAC所指定的(1968),对于一个蒸馏装置唯一的要求是方法的性能,要求蒸馏200ml已知酒精浓度接近 50%v 的水一酒精溶液,酒精不得超过 0.1%v损失(欧委会2000)。经典蒸馏法相当耗时,难以自动化,对一些样品(如利口酒)会有问题,如果存在夹带和炭化的情况就可能有问题。因此,我们研究组为了解决这个问题,于2003年介绍了自动蒸汽蒸馏的方法(Lachenmeier 等 2003)[英文综述版在2004年发表(Lachenmeier 2004)],使用优化设置的蒸汽蒸馏仪,该方法对酒精饮料有广泛的应用范围,从2-80%,其结果与经典的蒸馏完全相同。在后续研究中,我们证明了该法也适用于复杂的混合样品,如鸡蛋利口酒(拉赫迈尔等人2005)、 氟乙烯蒸汽进入管,(4)氟橡胶试管接头,(5)螺帽,(6)氢氧化钠入口(酒精蒸馏用盲盖),(7)玻璃分配头,(8)螺帽,(9)冷却在10℃的玻璃蒸馏冷凝器,(10)螺帽,(11)通气阀,(12)控制面板,(13)待机开关,(14)USB接口,(15)馏出液硅胶出口管,(16)作接收容器的容量瓶(装有少量水使出液口淹没在水中),(17)接收台,(18)滴漏盘 与中国本地的30年服务经验完美结合, 给您一个无忧无虑的实验家园! 对蒸汽蒸馏方法进一步进行的实验,增强蒸汽功率的新型蒸馏仪及一些特定的设置具有更独立的更大的优化范围,如蒸馏时间、样品酒精度、样品体积或接收体积(拉赫迈尔等人2006)。本文介绍该方法使用一种全新的蒸汽蒸馏装置,该装置不仅包括增强的蒸汽功率,而且重新设计了冷凝器的结构,有大的冷却盘管并可控冷却液流量。针对方法开发和验证的研究,本文阐述了蒸汽蒸馏法测定酒精度的优化过程。 方法仪器 自动蒸汽蒸馏仪是格哈特提供的维普得 (Gerhardt Vapodest) VAP200(新型号的仪器,图1),与格哈特维普得 VAP30(先前研究所用的旧型号, Lachenmeier 2004; Lachenmeier et al.2003, 2005,2006,2007;Bauer Christoph 和 Lachenmeier 2005)。这两台仪器都是来自德国格哈特仪器公司 (C. Gerhardt GmbH &Co. KG, Konigswinter, Germany), 都装有酒精蒸馏专用组件, NaOH 加入口(酒精蒸馏不需要且可能导致损失)使用封口盖,出液口缩小了管直径方便使用容量瓶作为接收瓶,其蒸汽发生器的水由水箱中的蒸馏水供应, 冷却出入口和实验室的中央冷却水系统连接,水温10℃。每次开机时,都把蒸汽发生器用全蒸汽功率预热(按制造商的操作说明)。为了调和样品,使用了 Haake DC10-W26 循环水浴(德国热电)。测定密度使用梅特勒(Giessen, 德国)带 SC30 进样器的 DE51 密度计完成,根据厂家要求,该仪器用空气和水来调整,每日用水标准品进行检查调校。所有测定,样品的温度都调定为20℃,酒精度使用内存的官方酒精表根据测量密度自动计算出来。测量间隔间,连接管路用空气吹净,关机时,所有管路必须用纯水洗净,然后用丙酮清洗和用空气吹干。 样品处理和测量 样品制备如前所述进行(拉赫迈尔等人2006)。简言之,样品在20℃水浴中保温至恒温,随后移液至250ml 凯道森试管中,粘在移液管边缘上的样品用蒸馏水冲洗。然后,管子被夹到蒸馏仪上,在馏出口管下放置装有 3ml 蒸馏水容量瓶后,启动程序,蒸馏过程自动进行。蒸馏期间,可间歇摇晃接收瓶,蒸馏程序终止后,取出接收瓶,出口软管用蒸馏水冲洗干净,更换接收瓶,即准备好蒸馏下一个样品。容量瓶中的馏分要摇匀,并在20℃水浴中恒温,用水(20℃)定容到刻度,再充分摇匀。容量瓶的摇匀步骤是绝对必须的,因为在蒸馏过程中溶液已相当不均匀,如果溶液没有充分均质,可能会导致高达 5%v的误差。馏出物的一部分(大约20ml)装进玻璃小瓶放在自动进样器中,振荡式密度计自动测定酒精度。替代移液器取样的方法,样品(恒温20℃)可以用容量瓶定容,然后转入凯道森试管中,容量瓶的残留物要仔细洗入试管中,一般用蒸馏水冲洗3次。 蒸馏步骤的优化 方法的所有基本操作参数的影响全都做了检查,包括蒸馏仪的蒸汽功率、蒸馏时间、样品体积、接收体积、样品准备(移液管或容量瓶),流过冷凝盘管的冷法水流量等。如前所述,有些设置有交互影响,且部分有非线性影响现象(拉赫迈尔等人2006),本实验采用D-最优化设计或中心复合设计(Montgomery 2005) 来设计试验。设计和计算均使用设计专家 V7.0.0 专用软件 (Stat-Ease Inc., Minneapolis, MN, USA). 以下是试验的过程: C. Gerhardt GmbH & Co.KG 德国格哈特 1.首先做工作设置优化。研究了蒸汽功率、样品体积和蒸馏时间,使用如前所述相同的中心复合设计模型(拉赫迈尔等人2006)设计试验,蒸汽功率在40、45、65、85和100%的水平变化,时间在20、44、80、116和140s的水平上变化,样品加样体积在5、14、28、、41和50ml 之间变化。本实验(n=20)用同一种水果利口酒在两种仪器上进行试验。 2.新仪器允许设置冷却水流量在 2.5-7L/min,标配设置为5L / min。为了研究冷却液流量的影响,再加上蒸汽功率的影响,同样用中心复合设计模型,在蒸汽功率在70、75、85、95和100%级变化时,冷却液流量做5L / min 和7L / min 两级设定,试验仅用奶油利口酒在新仪器上做实验(n=15)。 3.研究了样品制备的影响,采用D-最优响应面设计模型,样品体积在10、25、50、100和200ml的水平上变化,吸收体积与样品体积完全相同或双倍(例如,25毫升样品蒸馏到25或50ml), 且用玻璃定量移液管或容量瓶来量取样品到凯道森试管作为第三个因素。 验证和统计 作为验证的第一步,按欧盟参比方法的要求进行验证(欧委会2000)。为此,将非变性食品级中性酒精(96%V)稀释至50%V,用密度测量法在蒸馏前后测定其浓度,用于计算比较蒸馏步骤的绝对损失,以不超过 0.1%V的酒精损失为要求。 在白酒分析的工作范围内的线性,用蒸馏水稀释非变性食品性中性酒精(96%V)到0.5-35%V之间进行评估,用密度测量法测量蒸馏前后稀释液的酒精度,用线性回归分析比较两个测量数据,计算均方差(RMSE)评估偏差。 为了测定该方法的性能,分别在重复性条件下(在短的时间间隔的分析)和在实验室内重现性条件下(在不同天之间的分析)测定指定样品,分析其准确性,用相对标准偏差(RSD=标准差(SD)/平均值×100)表达,做为进一步的验证参数,重复性(r)和重现性(R)按 SD×2.8计算。 所有的计算均用 Origin Pro V7.5 软件进行(OriginLab公司,美国北安普敦),显著性统计假定在0.05置信限的概率水平下。 结果 通过三个实验设计,对蒸汽蒸馏仪的基本操作参数进行了评价。通过响应面分析,确定模型的回归系数,采用方差分析(ANOVA) 方法计算各系数的个体显著性。表1列出了所有实验的回归系数。 第一个实验考察了蒸汽功率、样品体积和蒸馏时间。这些因素在编码值中给出,这使得模型彼此之间可以直接比较,并提供了在模型中发现每个回归项重要性的机会,发现了两种蒸汽蒸馏仪有显著差异。旧型号的仪器(维普得VAP30)表明,蒸汽功率和蒸馏时间有显著影响,此外蒸馏时间存在二次影响,并且蒸汽功率和蒸馏时间之间存在相互影响。新型号的仪器(维普得VAP200)只显示蒸馏时间一个显著影响,以及蒸馏时间存在的二次影响。 在第二个实验中,研究了调节冷却剂流量这种新的可能性(旧型号仪器没有此功能)。结果(表1)表明冷却剂流确实有轻微但显著的影响,较高较流量设置 (7L/min)提高了酒精回收率。第二个实验也发现了新型号仪器的蒸汽功率影响力没有那么明显。 第三个实验(表1)表明样品准备对结果的有少许但显著的影响。样品体积的影响最大,使用仅10ml 的样品会导致测量不太准确。接收体积影响小(双倍体积好些),用移液管或容量瓶转移样品的影响也小(移液 管效果好些)。样品体积和接收体积之间有一些相互影响(样品体积小时,接收体积较小的结果差些),在使用移液管或容量瓶移液方式和样品体积之间也有一些相互的影响(样品体积小时,使用容量瓶的比使用移液器结果差些)。 表1::不同仪器蒸汽蒸馏优化用的编码值回归系数 回归系数 实验1 实验2 实验1 A-蒸汽功率 A-蒸汽功率 A-样品体积 B-蒸馏时间 B-冷凝液流量 B-接收体积 C-样品体积 C-移液管/容量瓶 仪器 Vapodest 30 Vapodest 200 Vapodest 200 Vapodest 200 样品类型 甘草酒 奶油酒 奶油酒 截距 16.89 19.96 16.77 16.63 A 1.92** 1.39 0.03 0.43** B 3.26*** 4.41*** 0.02* -0.25* C -0.20 -0.70 — -0.35** A2 -0.82 -0.33 -0.04 -0.084 B2 -2.34*** -2.87*** no effect C2 -0.21 -0.09 AB -1.57* -1.45 -0.02 0.30* AC -0.85 -1.10 0.31* BC 0.36 -0.18 二 0.14 r2 0.947** 0.949*** 0.605* 0.842** *P≤0.05, **P≤0.01,***P≤0.001 根据优化实验结果,方法的验证使用下面的参数:蒸汽功率70%,样本量25ml(用移液器移液),接收体积50ml,对于50%V的样品酒精的绝对损失为 0.10%V,本测试在整个工作范围内(R=0.9999,P<0.0001)都呈线性, RMSE 为0.03%V. 优化的方法用4种不同的利口酒进行验证(表2),这些产品覆盖了典型的15-35%V的范围。对于所有的被分析产品,方法都显示出足够的准确度,相对标准偏差小于0.4%(当天)和0.6%(日间),绝对标准偏差分别在0.06-0.08%V之间(当天)和0.07-0.10%V(日间)。 表2:用水蒸气蒸馏法和振动式密度测量酒精浓度的验证结果 样品 重复性试验(n=10) 实验室内重现性性验(n=30) 平均值(%vol) SD (%vol) r(%vol) RSD (%) 平均值(%vol) SD(%vol) r(%vol) RSD(%) 肉桂威士忌酒 33.46 0.06 0.17 0.18 33.44 0.10 0.28 0.30 黑色醋栗酒 15.18 0.05 0.14 0.33 15.15 0.07 0.20 0.46 甘草酒 20.20 0.08 0.22 0.40 20.15 0.09 0.25 0.45 威士忌奶油酒 17.19 0.06 0.17 0.35 17.17 0.10 0.28 0.58 讨论 新旧型号的仪器之间的一个主要区别是蒸汽功率的提高(旧型号号器::11600W,新型号仪器:2200W) ,由此出现了几乎不受蒸汽功率设置影响的强大而完全的酒精蒸馏。此结果也证实了我们先前的发现,使用另一种的水蒸汽蒸馏装置(2200W),也有类似的改进表现(拉赫迈尔等人2006)。选择了70%蒸汽功率的设置作为我们进一步实验条件,是为了避免蒸馏开始时蒸馏太过迅速,那潜在超过冷凝器的冷却容量的可能性,从而导致馏出物较热和潜在的损失(特别是对于高酒度饮品)。使用旧型号仪器时,我们总是建议在接收瓶中灌入一定量的水,以避免蒸馏开始时出现的蒸发,尤其是高浓度酒掺水可能会变暖的情况。在这个新型号仪器上,我们维持以往的实验报告结果,接收容器保持加水使蒸馏出口管浸入水中。实验发现,因为这冷凝器的改进,接收瓶中的水并不是必要的(数据未显示),但我们仍然决定遵循原来的实验报告,以求得到最大的安全可能性,并有利于在设备之间切换时不用改变标准的操作程序,频繁改变程序可能导致操作者出错。 与中国本地的30年服务经验完美结合, GerhardtAnalytical Systems 蒸馏时间(包括二次影响)影响显著也证实了我们以前的研究结果(拉赫迈尔等人2006)。本研究清楚证实在蒸馏过程中,当乙醇转移未完全时,过早地移开接收瓶是有问题的。研究观察到蒸馏80s以上,酒精含量已没有变化,但我们通常仍建议蒸馏尽可能久些,到液位到达接收容量瓶的定容刻度下才停止,这样有利于保证蒸馏完全,尤其是对酒精度较高的样品(如absinthes 这种烈酒)。出于同样的原因,可以看到在蒸馏过程中摇动接收瓶是有利的,特别是在蒸馏开始时,这可以减少乙醇由于立即稀释而产生的蒸气压,也可以减少-些体积,因为乙醇-水混合物有收缩效应。 样品体积造成的影响可能是因为取样体积较小而出现体积误差变大,远大于蒸馏本身的问题。本研究结果建议使用10ml以上的样品量,证实了我们之前的蛋酒研究结果果—如只用5-10g的样品,测定精度不能被接受(拉赫迈尔等人2005)。即使我们发现用200ml取样量都无明显不同,这种大的取样量不可取,尤其是酒精度较高的烈酒,设定的蒸馏时间可能不足以接收全部的酒精。出于同样的原因,我们建议使用比原始样品体积大的接收体积,更完全的蒸馏似乎可以补偿由于稀释而引起的误差增加。 由于仪器技术的改进,这种酒精度测定方法比以前更加稳定了,而且仅剩很少的影响因素可能导致蒸馏不完全,各个主要参数在运行过程中已由软件监控,如果出现偏差(如蒸汽功率不足),则会报警。我们的验证数据表明,使用蒸汽蒸馏一振动式密度测量酒精浓度的方法其性能与参考方法所提供的数据相一致,我们相信,参考方法中虽没有严格提到,这样的自动化蒸汽蒸馏仪可用于这种应用。 本方法极好的重现性可以通过全自动化的蒸馏及密度测量得以解释。手动密度测量(无论是测比重或手动振动式密度测定法)曾发现可能导致较高的误差(拉赫迈尔等人2005)。 重复性极限(r)的验证数据在 0.14-0.22%v范围内,与文献中的重复性极限相比较更好,例如,德国的参比方法[蒸馏/测比重 (Anon.1982)]报道r=0.19%v, 欧盟参比方法(欧洲委员会,2000)报道r=0.30%v(蒸馏/测比重)和r=0.12%v(蒸馏/电子密度测定法),和我们以前采用水蒸气蒸馏法(旧型号的维普得)的验证数据也很类似[r的范围为 0.15-0.23%v(拉赫迈尔等人2003)]。于于该方法的精度使用旧型号维普得蒸馏仪已经很高,使用新型号的仪器产生更好的改善不易被察觉,其方法的不确定性的主要部分建议用蒸馏步骤之外的部分来表达,如密度测量不确定性以及在移液和馏出液容量瓶定量方面的体积误差,这些似乎才有最大的影响。这样做也可由其它例证来佐证,用红外光谱方法来定量酒精度(那是不需要进行样品制备饮料本身物质)通常有较好的重复性[例如,烈酒(拉赫迈尔2007)和葡萄酒 (Patz 等人2004)的r=0.02%v, 利口酒 (Arzberger 和拉赫迈尔2008)为0.05%v] 结论 改进的自动蒸汽蒸馏仪为复杂基质挥发样品的净化提供了一个很好的选择,其主要的优点是每个分析的消耗品成本很低(仅需要蒸馏水),与液-液萃取(需要溶剂)或固相萃取(需要萃取管)技术相比很明显。我们预计,除了做酒精蒸馏,新的维普得仪器也可能改善其他富有挑战性的水蒸汽蒸馏应用,如甲醛的测定( Jendral等人2011)或二硫代氨基甲酸酯的测定 (Rai等人2012)等。 ( 2015-12-18出版 ) ( 参考文献(略) ) 德国技术,,德国品质,德国原产,科技的170多年, 与中国本地的30年服务经验完美结合, 给您一个无忧无虑的实验家园! C. Gerhardt GmbH & Co.KG 德国格哈特 C. Gerhardt China 中国格哈特——格哈特中国分公司 附: 德国卡尔斯鲁厄化学及动物医学科学研究所(CVUA) CVUA位于德国西南部巴登州 (Baden-Wurttemberg)卡尔斯鲁厄,是有名的食品控制及动物医学实验室之一,其工作主要是从产品零售商、地区生产商及进口供应商处收集样品,检验是否符合欧盟规范。CVUA 拥有很多食品、药学及动物检验专业人员,专注于食品、药品、化妆品、卫生学检验、动物疾病预防及相关商品打假,检验范围涉及各类食品、药品、饮料、化妆品等。 IUPAC国际纯化和应用化学联合会 酒精粉末 (Bauer Christoph 和拉赫迈尔或含樱桃酒的蛋糕(拉赫迈尔等人等。 请查阅 Lachenmeier et al. SpringerPlus ( :DOI s 酒精饮品的标签控制需要测定烈性酒中的酒精度,参比方法规定为蒸馏后测密度,经典的蒸馏使用韦氏精 馏塔和直型冷凝管,耗时且容易出错,特别是烈酒存在夹带或炭化方面问题时更明显,因此,本法建议用自动 蒸馏仪替代。这种新型仪器与之前的各种蒸馏装置相比,包含有增强的蒸汽功率,特别设计的大容量冷凝管, 可控流速的大冷凝盘管。应用D-最优设计和中心组合设计的方法优化表明,样品体积、蒸馏时间、冷凝液流 速对结果影响较大,其他的调研指标如蒸汽功率、接收液体积、不同的移液管或容量瓶等影响不大。方法的验 证固定使用以下设置:70%的蒸汽功率,样品体积25ml(用移液管移液),接收体积50ml,冷却液流速 7L/min,蒸馏时间定到溶液很接近到达定容刻度。测试4 种利口酒,覆盖了15-35%酒度范围,其结果具有较 高的准确性,相对标准差低于0.4%(当天)和0.6%(日间),绝对标准差在酒精度0.06%到0.08%之间 (当天)和0.07%到0.10%之间(日间)。改进的自动蒸汽蒸馏仪还具有极佳的样品净化功能,使复杂基质中 的挥发性物质不残留。本方法最大的优点是每个分析的消耗品成本非常低(仅仅需要蒸馏水)。对于酒精度的 测量,这种方法比以往的方法更加稳定,很少会导致蒸馏不完全。我们的验证数据已经表明,该方法的性能与 参考方法所提供的数据相对应,由此可知,自动蒸汽蒸馏可用于酒精饮料的标签控制。
确定

还剩5页未读,是否继续阅读?

产品配置单

中国格哈特为您提供《酒中酒精度检测方案(定氮仪)》,该方案主要用于白酒中理化分析检测,参考标准--,《酒中酒精度检测方案(定氮仪)》用到的仪器有格哈特自动凯氏定氮仪VAPODEST 200
推荐专场






相关方案
更多
该厂商其他方案
更多