








纯金属粉末在常温下无法成型,为了让金属粉末达到可塑型的状态,通常需要加入高分子聚合物,诸如热塑性塑料及少量的石蜡。金属粉末和高分子聚合物混合形成喂料后,即可用不同的方法进行成型。颗粒状的喂料可用于注塑成型,细条状的可用于3D打印成型。成型后的零部件,通常称作为green parts, 在常温下能保持的形状。随后进行通过排胶工艺去除高分子聚合物,再通过烧结获得最终的成品。
方案详情

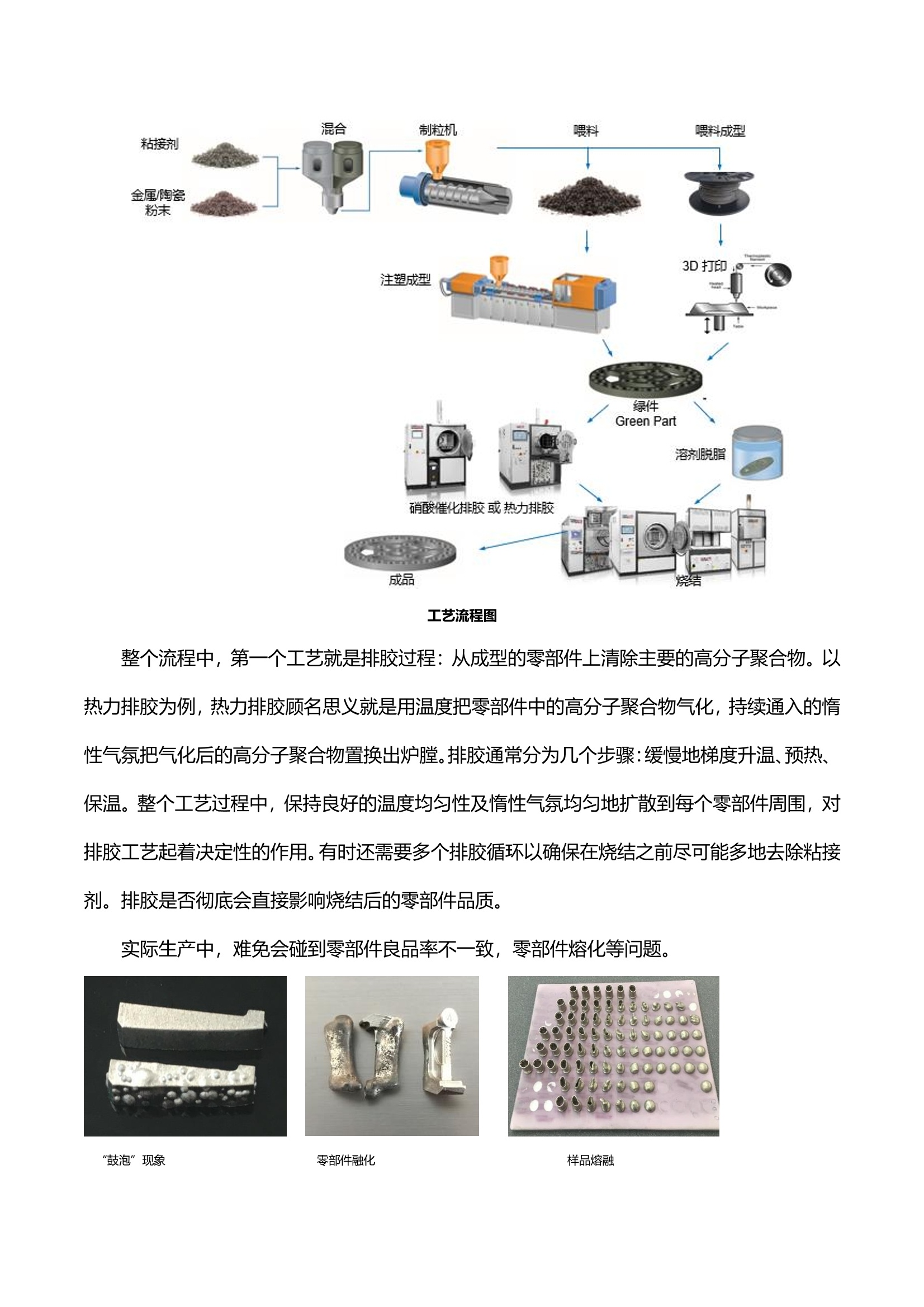
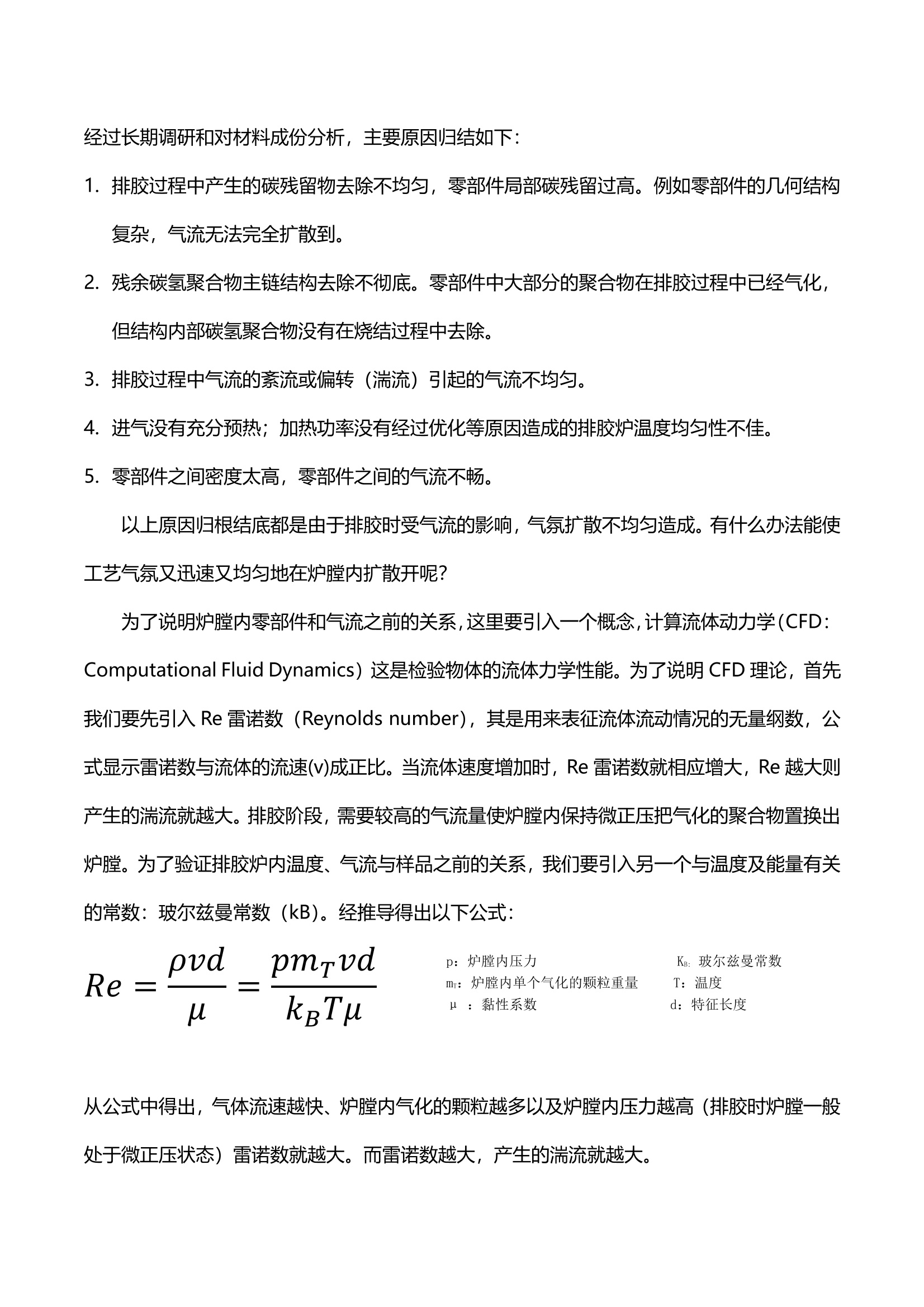
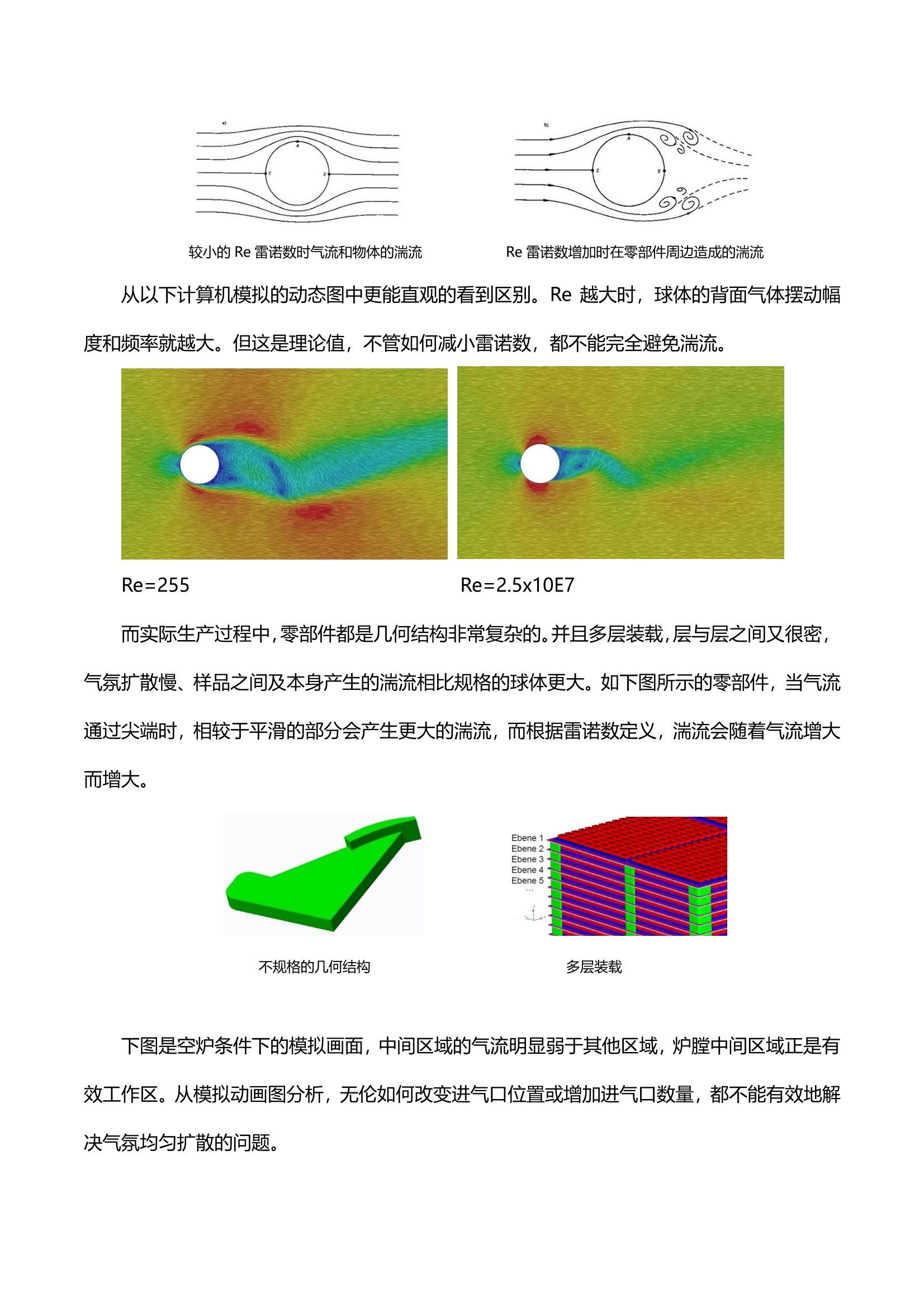
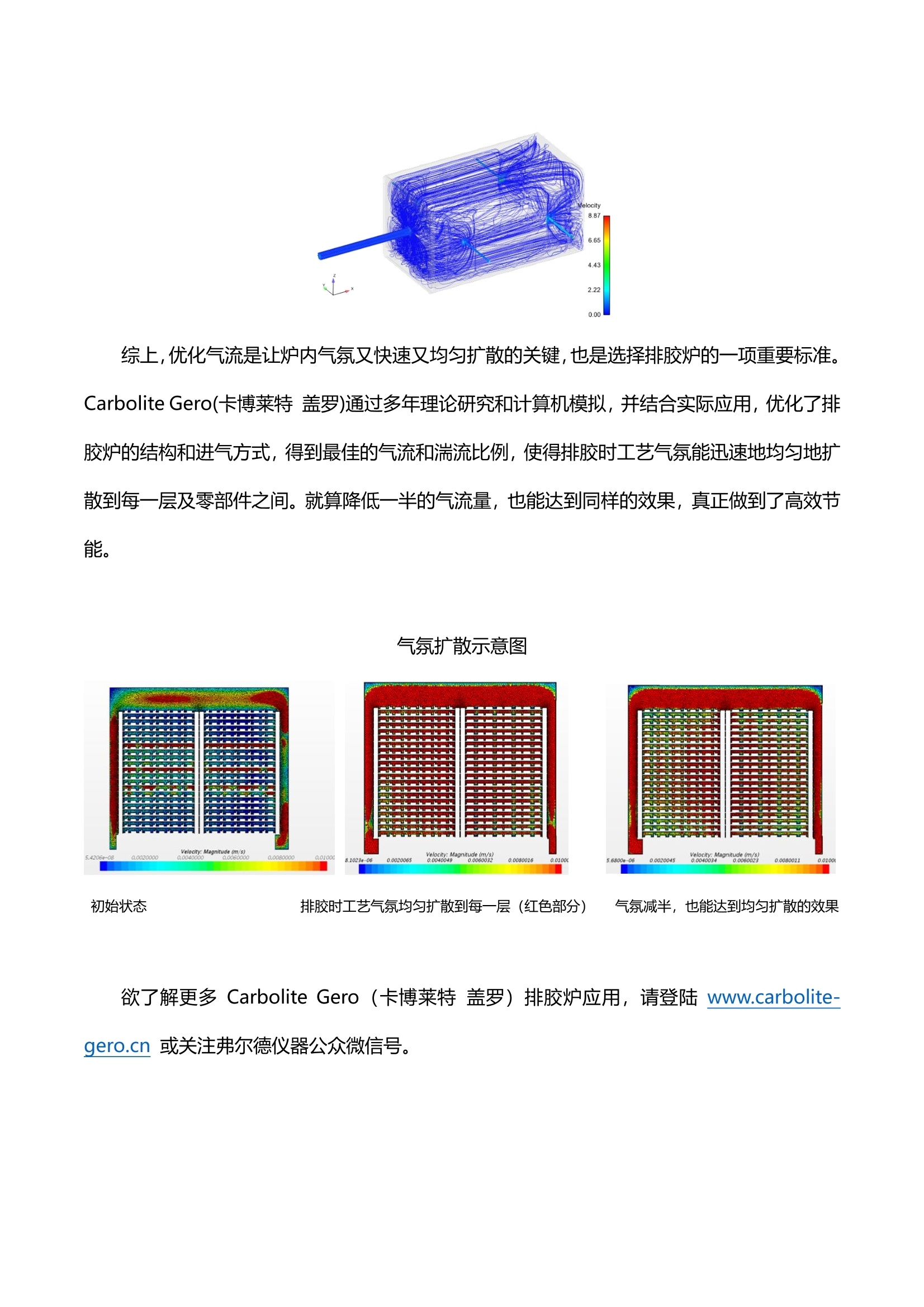
解密MIM /CIM、3D打印成型的零部件成品率低的原因 影响排胶工艺的因素 金属或陶瓷粉末注射成型(MIM/CIM)及 3D 打印技术,是传统粉末冶金技术与塑料注射成型技术相结合的高新技术。它工序少,经济效益高,能快速制造高密度、高精度、三维复杂形状的结构零件,完全克服了传统粉末冶金工艺制品密度低、材质不均匀、机械性能低、不易成型薄壁、复杂结构的缺点。特别适合于大批量生产小型、复杂以及具有特殊要求的金属零件。 纯金属粉末在常温下无法成型,为了让金属粉末达到可塑型的状态,通常需要加入高分子聚合物,诸如热塑性塑料及少量的石蜡。金属粉末和高分子聚合物混合形成喂料后,即可用不同的方法进行成型。颗粒状的喂料可用于注塑成型,细条状的可用于3D打印成型。成型后的零部件,通常称作为 green parts, 在常温下能保持的形状。随后进行通过排胶工艺去除高分子聚合物,再通过烧结获得最终的成品。 工艺流程图 整个流程中,第一个工艺就是排胶过程:从成型的零部件上清除主要的高分子聚合物。以热力排胶为例,热力排胶顾名思义就是用温度把零部件中的高分子聚合物气化,持续通入的惰性气氛把气化后的高分子聚合物置换出炉膛。排胶通常分为几个步骤:缓慢地梯度升温、预热、保温。整个工艺过程中,保持良好的温度均匀性及惰性气氛均匀地扩散到每个零部件周围,对排胶工艺起着决定性的作用。有时还需要多个排胶循环以确保在烧结之前尽可能多地去除粘接剂。排胶是否彻底会直接影响烧结后的零部件品质。 实际生产中,难免会碰到零部件良品率不一致,零部件熔化等问题。 "鼓泡"现象 零部件融化 样品熔融 经过长期调研和对材料成份分析,主要原因归结如下: 1.排胶过程中产生的碳残留物去除不均匀,零部件局部碳残留过高。例如零部件的几何结构复杂,气流无法完全扩散到。 2.残余碳氢聚合物主链结构去除不彻底。零部件中大部分的聚合物在排胶过程中已经气化,但结构内部碳氢聚合物没有在烧结过程中去除。 3.排胶过程中气流的紊流或偏转(湍流)引起的气流不均匀。 4.进气没有充分预热;加热功率没有经过优化等原因造成的排胶炉温度均匀性不佳。 5.零部件之间密度太高,零部件之间的气流不畅。 以上原因归根结底都是由于排胶时受气流的影响,气氛扩散不均匀造成。有什么办法能使工艺气氛又迅速又均匀地在炉膛内扩散开呢? 为了说明炉膛内零部件和气流之前的关系,这里要引入一个概念,计算流体动力学(CFD:Computational Fluid Dynamics) 这是检验物体的流体力学性能。为了说明 CFD理论,首先我们要先引入Re 雷诺数 (Reynolds number),其是用来表征流体流动情况的无量纲数,公式显示雷诺数与流体的流速(v)成正比。当流体速度增加时, Re雷诺数就相应增大, Re越大则产生的湍流就越大。排胶阶段,需要较高的气流量使炉膛内保持微正压把气化的聚合物置换出炉膛。为了验证排胶炉内温度、气流与样品之前的关系,我们要引入另一个与温度及能量有关的常数:玻尔兹曼常常(kB)。经推导得出以下公式: pvd pmmVd p:炉膛内压力 Kg: 玻尔兹曼常数 Re= mr:炉膛内单个气化的颗粒重量 T:温度 kBTu .:黏性系数 d:特征长度 从公式中得出,气体流速越快、炉膛内气化的颗粒越多以及炉膛内压力越高(排胶时炉膛膛般处于微正压状态)雷诺数就越大。而雷诺数越大,产生的湍流就越大。 较小的Re 雷诺数时气流和物体的湍流 Re 雷诺数增加时在零部件周边造成的湍流 从以下计算机模拟的动态图中更能直观的看到区别。Re越大时,球体的背面气体摆动幅度和频率就越大。但这是理论值,不管如何减小雷诺数,都不能完全避免湍流。 Re=255 Re=2.5x10E7 而实际生产过程中,零部件都是几何结构非常复杂的。并且多层装载,层与层之间又很密,气氛扩散慢、样品之间及本身产生的湍流相比规格的球体更大。如下图所示的零部件,当气流通过尖端时,相较于平滑的部分会产生更大的湍流,而根据雷诺数定义,湍流会随着气流增大而增大。 下图是空炉条件下的模拟画面,中间区域的气流明显弱于其他区域,炉膛中间区域正是有效工作区。从模拟动画图分析,无伦如何改变进气口位置或增加进气口数量,都不能有效地解决气氛均匀扩散的问题。 综上,优化气流是让炉内气氛又快速又均匀扩散的关键,也是选择排胶炉的一项重要标准。Carbolite Gero(卡博莱特盖罗)通过多年理论研究和计算机模拟,并结合实际应用,优化了排胶炉的结构和进气方式,得到最佳的气流和湍流比例,使得排胶时工艺气氛能迅速地均匀地扩散到每一层及零部件之间。就算降低一半的气流量,也能达到同样的效果,真正做到了高效节能。 气氛扩散示意图 初始状态 排胶时工艺气氛均匀扩散到每一层(红色部分) 气氛减半,也能达到均匀扩散的效果 欲了解更多 Carbolite Gero (卡博莱特盖罗)排胶炉应用,请登陆www.carbolite-gero.cn 或关注弗尔德仪器公众微信号。 金属或陶瓷粉末注射成型(MIM/CIM)及3D打印技术,是传统粉末冶金技术与塑料注射成型技术相结合的高新技术。它工序少,经济效益高,能快速制造高密度、高精度、三维复杂形状的结构零件,完全克服了传统粉末冶金工艺制品密度低、材质不均匀、机械性能低、不易成型薄壁、复杂结构的缺点。特别适合于大批量生产小型、复杂以及具有特殊要求的金属零件。纯金属粉末在常温下无法成型,为了让金属粉末达到可塑型的状态,通常需要加入高分子聚合物,诸如热塑性塑料及少量的石蜡。金属粉末和高分子聚合物混合形成喂料后,即可用不同的方法进行成型。颗粒状的喂料可用于注塑成型,细条状的可用于3D打印成型。成型后的零部件,通常称作为green parts, 在常温下能保持的形状。随后进行通过排胶工艺去除高分子聚合物,再通过烧结获得最终的成品。
确定
还剩3页未读,是否继续阅读?

产品配置单


弗尔德(上海)仪器设备有限公司为您提供《金属或陶瓷粉末中3D打印技术检测方案(马弗炉)》,该方案主要用于其他中理化分析检测,参考标准--,《金属或陶瓷粉末中3D打印技术检测方案(马弗炉)》用到的仪器有卡博莱特盖罗高温箱式炉CarboliteGero HTK、CarboliteGero卡博莱特盖罗HTR旋转反应炉
推荐专场






相关方案
更多
该厂商其他方案
更多