








方案详情
文
使用机械合金的方法将Al-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr粉末快速合金化。在研磨的过程中加入不同的添加剂对样品的微结构和硬度都有很大影响。
方案详情

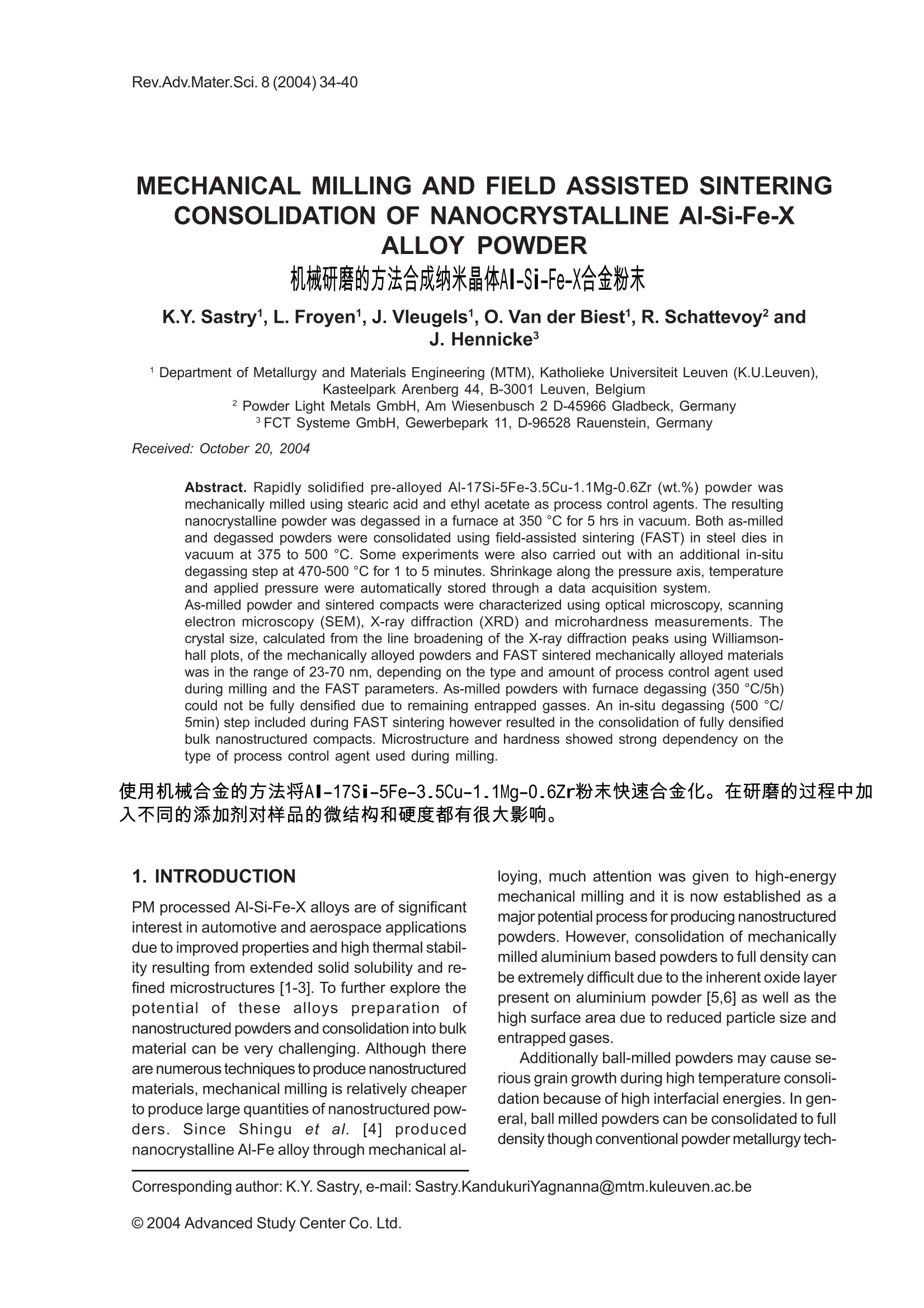
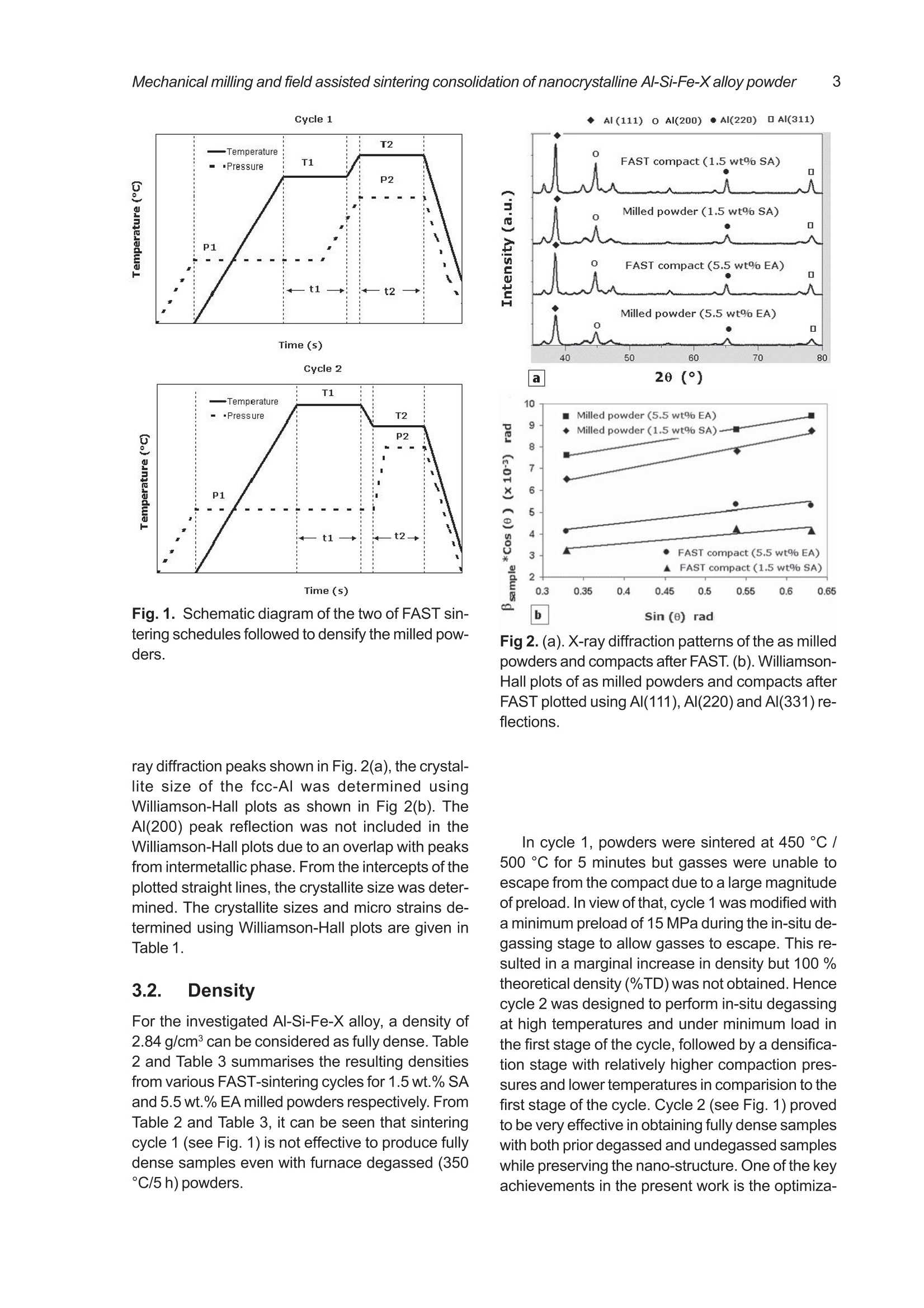
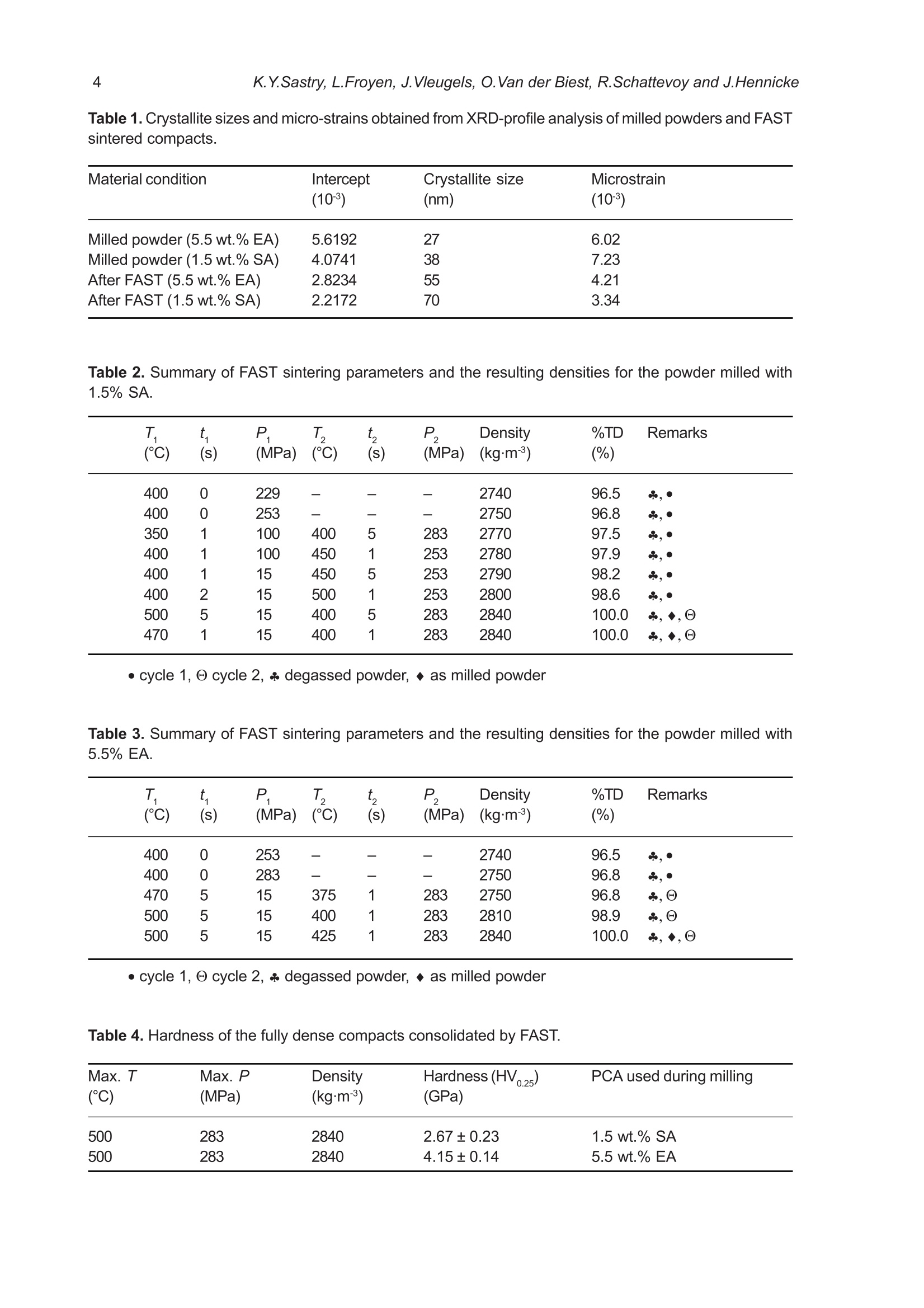
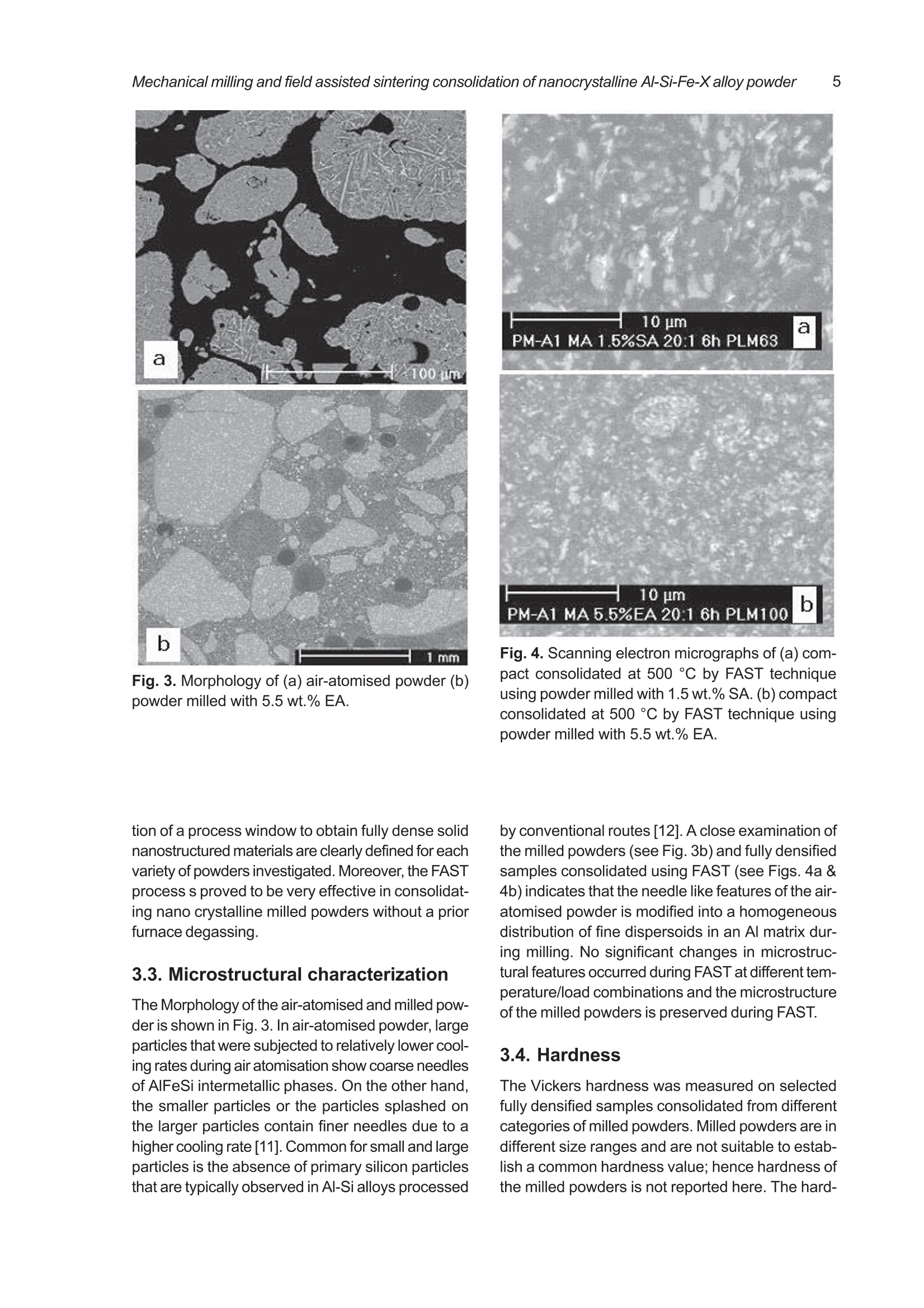
Rev.Adv.Mater.Sci. 8 (2004) 34-40 2K.Y.Sastry, L.Froyen, J.Vleugels, O.Van der Biest, R.Schattevoy and J.Hennicke C 2004 Advanced Study Center Co. Ltd. MECHANICAL MILLING AND FIELD ASSISTED SINTERINGCONSOLIDATION OF NANOCRYSTALLINE Al-Si-Fe-XALLOY POWDER 机械研磨的方法合成纳米晶体A1-Si-Fe-X合金粉末 K.Y. Sastry1, L. Froyen1, J. Vleugels1, O. Van der Biest1, R. Schattevoy?andJ. Hennicke’ 1 Department of Metallurgy and Materials Engineering (MTM), Katholieke Universiteit Leuven (K.U.Leuven),Kasteelpark Arenberg 44, B-3001 Leuven, Belgium 2 Powder Light Metals GmbH, Am Wiesenbusch 2 D-45966 Gladbeck, Germany 3 FCT Systeme GmbH, Gewerbepark 11,D-96528 Rauenstein, Germany Received: October 20, 2004 Abstract. Rapidly solidified pre-alloyed Al-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr (wt.%) powder wasmechanically milled using stearic acid and ethyl acetate as process control agents. The resultingnanocrystalline powder was degassed in a furnace at 350℃ for 5 hrs in vacuum. Both as-milledand degassed powders were consolidated using field-assisted sintering (FAST) in steel dies invacuum at 375 to 500 °C. Some experiments were also carried out with an additional in-situdegassing step at 470-500 °C for 1 to 5 minutes. Shrinkage along the pressure axis, temperatureand applied pressure were automatically stored through a data acquisition system. As-milled powder and sintered compacts were characterized using optical microscopy, scanningelectron microscopy (SEM), X-ray diffraction (XRD) and microhardness measurements. Thecrystal size, calculated from the line broadening of the X-ray diffraction peaks using Williamson-hall plots, of the mechanically alloyed powders and FAST sintered mechanically alloyed materialswas in the range of 23-70 nm, depending on the type and amount of process control agent usedduring milling and the FAST parameters. As-milled powders with furnace degassing (350°C/5h)could not be fully densified due to remaining entrapped gasses. An in-situ degassing (500C/5min) step included during FAST sintering however resulted in the consolidation of fully densifiedbulk nanostructured compacts. Microstructure and hardness showed strong dependency on thetype of process control agent used during milling. 使用机械合金的方法将Al-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr粉末快速合金化。在研磨的过程中加入不同的添加剂对样品的微结构和硬度都有很大影响。 1. INTRODUCTION PM processed Al-Si-Fe-X alloys are of significantinterest in automotive and aerospace applicationsdue to improved properties and high thermal stabil-ity resulting from extended solid solubility and re-fined microstructures [1-3]. To further explore thepotential of these alloys preparation ofnanostructured powders and consolidation into bulkmaterial can be very challenging. Although thereare numerous techniques to produce nanostructuredmaterials, mechanical milling is relatively cheaperto produce large quantities of nanostructured pow-ders. Since Shingu et al.l.[4] producednanocrystalline Al-Fe alloy through mechanical al- loying, much attention was given to high-energymechanical milling and it is now established as amajor potential process for producing nanostructuredpowders. However, consolidation of mechanicallymilled aluminium based powders to full density canbe extremely difficult due to the inherent oxide layerpresent on aluminium powder [5,6] as well as thehigh surface area due to reduced particle size andentrapped gases. Additionally ball-milled powders may cause se-rious grain growth during high temperature consoli-dation because of high interfacial energies. In gen-eral, ball milled powders can be consolidated to fulldensity though conventional powder metallurgy tech- niques such as hot pressing, but retaining thenanostructure is not possible due to long term ex-posure to high temperatures. Recently, success informing dense bulk nanostructured systems waslooked by using of two forms of activation i.e., me-chanical activation by high-energy ball milling andfield activation by the use ofhigh-density currents[7,8]. In this work, nanostructured Al-Si-Fe-X alloypowders were fabricated by mechanical milling us-ing two varieties of process control agents and thebulk nanostructured alloy was consolidated bymeans of Field Assisted Sintering Technology(FAST), which is comparable to Spark Plasma Sin-tering (SPS). Fully densified compacts were char-acterized using XRD,scanning electron microscopyand hardness. 2. EXPERIMENTAL PROCEDURE Rapidly solidified air atomised powder with an Al-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr (wt.%) composition andin the size range from 45 um to 250 um was ballmilled using Retsch PM4 planetary ball mill. Thecontainer (500 ml) and balls (0 6 mm) are made ofhardened chromium steel. During milling, the rota-tion direction of the supporting disc and the bowlare opposite. The centrifugal forces alternately aresynchronized and opposite. The grinding balls andthe charge alternatively roll on the inner wall of themill and are lifted and thrown off across the bowl athigh speed. To prevent excessive cold welding ofAl-alloy, 1.5wt.% of Stearic acid [CH,(CH,)COOH]or 5.5 wt.% Ethyl acetate [CH,COOC,H] was addedto the pre-alloyed powder as process control agent(PCA).A ball-to-powder weight (BPR) ratio of 20:1,milling time of 6 hand a milling speed of 230 rpmwere employed in all experiments. Milled powderswere degassed in a furnace in vacuum at 350℃ for5 hrs Milled powders in tboth degassed andundegassed condition were analyzed using X-raydiffraction (XRD-Seifert 3003 T/T) with CuKo radia-tion to measure the crystallite size of fcc-Al. TheXRD peak broadening was attributed to the refine-ment of crystals, introduction of internal strains andinstrumental effects. The average grain size and the internal strainare calculated by the Hall-Williamson method[9,10]. The Hall-Williamson equation is expressedas: where Bsample is the full width at half-maximum(FWHM) of the milled powders, K the Scherrer con-stant (assumption K= 1.0), d the grain size, 入 thewavelength (0.154186 nm) of the X-ray used, e theinternal strain introduced by milling,and 0 the Braggangle. FWHM was evaluated using a Pseudo Voigtfit with double K(o) peak separation. Bsamole is givenas: where p is the FWHM of the standard referencematerial (LaB : NIST SRM/RM660a) used for cali-bration,and Bthe FWHM evaluated. Both degassed and undegassed powders milledusing 1.5 wt.% SA and 5.5wt.% EA were consoli-dated in vacuum in steel dies using Field AssistedSintering Technology (FAST) (mode/HPD25/1, FCTSysteme GmbH, Rauenstein, Germany). In theFAST technique, the powder is consolidated by si-multaneous application of a mechanical load and apulsed electric current. In the present experiments,applied mechanical load, maximum test tempera-ture and holding time at maximum test temperatureare key process variables to study the consolida-tion behaviour. All experiments were conducted withan on/off DC pulse rate, of 5/5. A K-type thermo-. couple was inserted into an inclined hole drilled inthe upper punch, which is positioned at 2 mm fromthe top surface of the compact to measure and con-trol the sintering cycle. Aiming to achieve 100% theo-retical density, a variety of sintering schedules wereplanned. Fig. 1 shows a schematic diagram of twoimportant sintering cycles. The density was measured in water, accordingto the Archimedes method (Sartorius AG, Germany)The hardness was determined using a Zwick (model3202, Zwick, Ulm, Germany) hardness tester withan indentation load of 0.25 kg. The reported valuesare the mean of at least 10 indentations. The micro-structure of polished cross-sectioned powder anddensified samples was studied by scanning elec-tron microscopy (SEM,XL-30FEG, FEI, The Neth-erlands). 3.RESULTS AND DISCUSSION3.1. X-ray diffraction XRD patterns of the milled powders with 1.5 wt.%SA, 5.5 wt.% EA as well as that of consolidatedcompacts using these powders are shown in Fig.2(a). XRD patterns of milled powders showed rela-tively broad peaks due to the fine grain size andinternal strain. Based on the broadening of the X- 使用德国莱驰PM400对样品进行研磨,500ml铬钢研磨罐,6mm铬钢研磨球。球料比为20::(在230转/分钟的转速下研磨时间6时时。在研磨过程中使用正反转交替模式。为了避免在研磨过程中产生过多的冷合金副产物,在研磨时加入硬脂酸和乙酸乙酯。 Time (s) Cycle 2 Time (s) Fig. 1. Schematic diagram of the two of FAST sin-tering schedules followed to densify the milled pow-ders. ray diffraction peaks shown in Fig. 2(a), the crystal-lite size of the fcc-Al was determined usingWilliamson-Hall plots as shown in Fig 2(b). TheAl(200) peak reflection was not included in theWilliamson-Hall plots due to an overlap with peaksfrom intermetallic phase. From the intercepts of theplotted straight lines, the crystallite size was deter-mined. The crystallite sizes and micro strains de-termined using Williamson-Hall plots are given inTable 1. 3.2. Density For the investigated Al-Si-Fe-X alloy, a density of2.84 g/cmcan be considered as fully dense.Table2 and Table 3 summarises the resulting densitiesfrom various FAST-sintering cycles for 1.5 wt.% SAand 5.5 wt.% EA milled powders respectively. FromTable 2 and Table 3, it can be seen that sinteringcycle 1(see Fig.1) is not effective to produce fullydense samples even with furnace degassed (350C/5 h) powders. ◆Al(111)O Al(200)·Al(220)) 0Al(311) a 6020 (°) Fig 2.(a). X-ray diffraction patterns of the as milledpowders and compacts after FAST. (b). Williamson-Hall plots of as milled powders and compacts afterFAST plotted using Al(111),Al(220)and Al(331) re-flections. In cycle 1, powders were sintered at 450℃/500 °C for 5 minutes but gasses were unable toescape from the compact due to a large magnitudeof preload. In view of that,cycle 1 was modified witha minimum preload of 15 MPa during the in-situ de-gassing stage to allow gasses to escape.This re-sulted in a marginal increase in density but 100 %theoretical density (%TD) was not obtained. Hencecycle 2 was designed to perform in-situ degassingat high temperatures and under minimum load inthe first stage of the cycle, followed by a densifica-tion stage with relatively higher compaction pres-sures and lower temperatures in comparision to thefirst stage of the cycle.Cycle 2 (see Fig. 1) provedto be very effective in obtaining fully dense sampleswith both prior degassed and undegassed sampleswhile preserving the nano-structure.One of the keyachievements in the present work is the optimiza- Table 1. Crystallite sizes and micro-strains obtained from XRD-profile analysis of milled powders and FASTsintered compacts. Material condition Intercept Crystallite size Microstrain (10-3) (nm) (103) Milled powder (5.5 wt.% EA) 5.6192 27 6.02 Milled powder (1.5 wt.% SA) 4.0741 38 7.23 After FAST (5.5 wt.% EA) 2.8234 55 4.21 After FAST (1.5 wt.% SA) 2.2172 70 3.34 Table 2. Summary of FAST sintering parameters and the resulting densities for the powder milled with1.5% SA. t P t, P Density %TD Remarks (℃) s) (MPa) (℃) (S) (MPa) (kgm) (%) 400 229 一 一 一 2740 96.5 ,,·,·,·,· 400 0 253 2750 96.8 350 1 100 400 5 283 2770 97.5 400 1 100 450 1 253 2780 97.9 400 1 15 450 5 253 2790 98.2 400 2 15 500 1 253 2800 98.6 500 5 15 400 5 283 2840 100.0 o,◆, 470 1 15 400 1 283 2840 100.0 ,◆, · cycle 1, cycle 2, degassed powder,◆ as milled powder Table 3. Summary of FAST sintering parameters and the resulting densities for the powder milled with5.5% EA. 1 P P Density %TD Remarks (℃) (s) (MPa) (℃) (s) (MPa) (kgm3) (%) 400 0 253 2740 96.5 品,·,· 400 0 283 - 2750 96.8 470 5 15 375 1 283 2750 96.8 品, 500 5 15 400 1 283 2810 98.9 品,0 500 5 15 425 1 283 2840 100.0 品,◆, ·cycle 1, cycle 2, o degassed powder,◆as milled powder Table 4. Hardness of the fully dense compacts consolidated by FAST. Max.T Max. P Density Hardness (HV0.25) PCA used during milling (℃) (MPa) (kgm) (GPa) 500 283 2840 2.67±0.23 1.5 wt.% SA 500 283 2840 4.15±0.14 5.5 wt.% EA Fig. 3. Morphology of (a) air-atomised powder (b)powder milled with 5.5wt.% EA. tion of a process window to obtain fully dense solidnanostructured materials are clearly defined for eachvariety of powders investigated. Moreover, the FASTprocess s proved to be very effective in consolidat-ing nano crystalline milled powders without a priorfurnace degassing. 3.3. Microstructural characterization The Morphology of the air-atomised and milled pow-der is shown in Fig. 3. In air-atomised powder, largeparticles that were subjected to relatively lower cool-ing rates during air atomisation show coarse needlesof AlFeSi intermetallic phases. On the other hand,the smaller particles or the particles splashed onthe larger particles contain finer needles due to ahigher cooling rate [11]. Common for small and largeparticles is the absence of primary silicon particlesthat are typically observed in Al-Si alloys processed Fig. 4. Scanning electron micrographs of (a) com-pact consolidated at 500 °C by FAST techniqueusing powder milled with 1.5 wt.% SA. (b) compactconsolidated at 500 ℃ by FAST technique usingpowder milled with 5.5 wt.%EA. by conventional routes [12]. A close examination ofthe milled powders (see Fig. 3b) and fully densifiedsamples consolidated using FAST (see Figs. 4a &4b) indicates that the needle like features of the air-atomised powder is modified into a homogeneousdistribution of fine dispersoids in an Al matrix dur-ing milling. No significant changes in microstruc-tural features occurred during FAST at different tem-perature/load combinations and the microstructureof the milled powders is preserved during FAST. 3.4. Hardness The Vickers hardness was measured on selectedfully densified samples consolidated from differentcategories of milled powders. Milled powders are indifferent size ranges and are not suitable to estab-lish a common hardness value; hence hardness ofthe milled powders is not reported here. The hard- ness of the compacts produced using powdersmilled with 5.5 wt.% EA is 1.5 times higher thanthat of compacts produced using powdermilled with1.5 wt.% SA as shown in Table 4. This fact wasalso reflected in the microstructure as shown in Fig.4, where the former grade has a finer distribution ofintermetallic phase. The crystallite size andmicrohardness investigated in the present study arehigher, but in agreement with the reported resultson comparable alloy Al-Fe-Cr-Ti powders milled for6 hrs [13]. 4. CONCLUSIONS Consolidation of mechanically milled nanostructuredAl-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr(wt.%) powder intofully dense compacts was possible by means ofField Assisted Sintering Technology (FAST). In-situdegassing can be incorporated during the FAST pro-cess hence prior degassing, typically required dur-ing other powder metallurgical consolidation routesis not needed. The XRD spectra of milled powdersand fully dense compacts were analysed using theWilliamson-Hall method revealing that powder milledwith 1.5 wt.% of SA and 5.5 wt.% EA have crystalsize, in the range of 27-38 nm. The fully dense com-pacts after FAST show minimal grain growth andthe crystal size is the 55 & 70 nm range respec-tively. Experimental work revealed that a mechani-cal load of 283 MPa was needed at 400 °C to fullydensify the powder with a prior in-situ degassingstep at 470°℃ to 500 °C for 1 to 5 minutes,depend-ing upon the type of PCA used. Significant micro-structural changes were observed after FAST,whencompared to the pristine air-atomised powder. Me-chanical milling resulted in a morphological changeof the alloy microstructure by breaking down thelong intermetallic needles into uniformly distributedfiner dispersoids. The Vickers hardness of the densecompacts exhibited a strong dependency on thetype of process control agent used during milling.The hardness of the compacts produced using pow-ders milled with 5.5 wt.% EA is 1.5 times higherthan that of compacts produced from powder milledwith 1.5 wt.% SA. ACKNOWLEDGEMENTS This work was supported by the Commission of theEuropean Communities within the framework of theGROWTH program under project contract No.G5RD-CT2002-00732. ( REFERENCES ) ( [1]H.Hunt Warren Jr // Met. Powder Rep.36(2000)28. ) ( [2] J.M. Martin and F.Castro / / J. M ater. Process.Technol. 143-144C (2003)809. ) ( [3] G . Timmermans and L. F royen //W e ar 231(1999)77. ) ( [4] P.H. Shingu, B. Huang, S.R. Nishitani andS.Nasu // Proc. Met. Alloys, Suppl. Trans.Japn. I nst. Met. 29 (1988) 3. ) ( [5] G.B. Schaffer, T.B. Sercombe and R.N.Lumley // Mater. Chem. Phys. 6 7 ( 2001)85. ) ( [6] Takekazu Nage, Masaru Yokota, MasateruNose, Shogo Tomida, Katsumasa Otera, T akashi Kamiya and Shigeoki Saj i // Mater. Trans. 43 (2002)537. ) ( [7]S.Paris,E.Gaffet, F.Bernard and Z.A.Munir//Scr. Mater. 50 (2004)691. ) ( [8] Kenji Okazaki // Mater. Sci. Eng.A 287 (2000) 189. ) ( [9] G.K.Willamson and W . H.Ha l l// Acta. M e tall. 1(1953)22. ) ( [10]C. Suryanarayana and M . Grant Norton, X-rayDiffraction-A Practical Approach (PlenumPress, New York, 1 998). ) ( [11] K.Y. Sastry,L. Froyen, J.Vleugels a n d O.Van d er Biest // Met. Powder Rep. 5 9 (2004) 44. ) ( [12] M.O. Pekguleryuz and N.Pedneau // Scr.Mater.38, No.10(1998)533. ) ( [13] M.Zawrah and L.Shaw // M ater. S ci. Eng. A 355(2003)37. ) 使用机械合金的方法将Al-17Si-5Fe-3.5Cu-1.1Mg-0.6Zr粉末快速合金化。在研磨的过程中加入不同的添加剂对样品的微结构和硬度都有很大影响。
确定

还剩4页未读,是否继续阅读?

产品配置单



弗尔德(上海)仪器设备有限公司为您提供《纳米晶体Al-Si–Fe-X合金粉末中机械研磨检测方案(研磨机)》,该方案主要用于合金中其他检测,参考标准--,《纳米晶体Al-Si–Fe-X合金粉末中机械研磨检测方案(研磨机)》用到的仪器有德国莱驰行星式球磨仪/机Retsch PM400、德国莱驰高能球磨仪Retsch Emax、卡博莱特盖罗箱式炉CarboliteGeroRHF
推荐专场
研磨机、研磨仪、粉碎机、球磨机
更多





相关方案
更多
该厂商其他方案
更多