







方案详情
文
采用LaVison公司的StrainMaster形变应变测量系统,对工业侧流多纤维增强钙铝矾基复合材料的力学性能进行了测量和研究。
方案详情

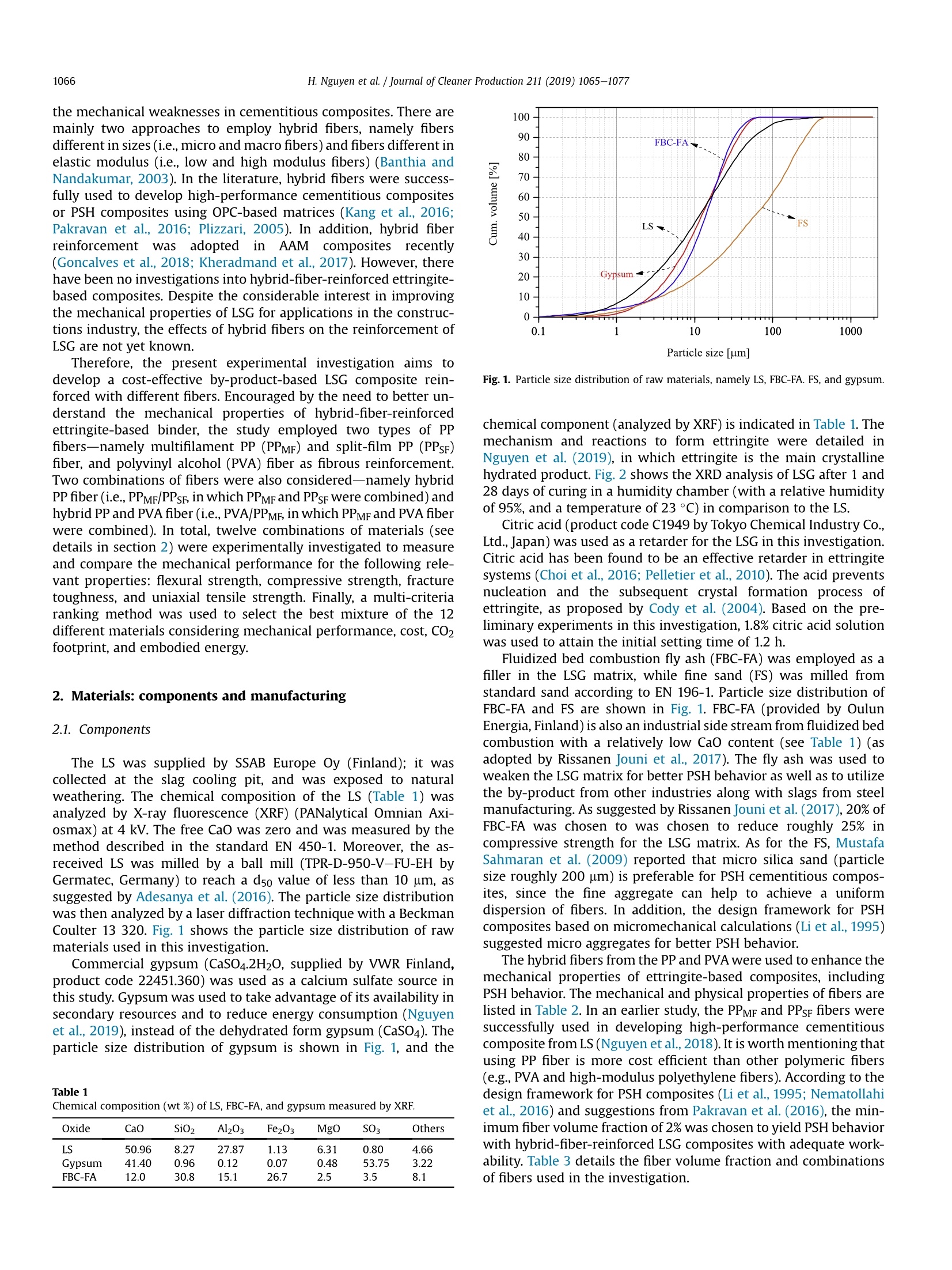
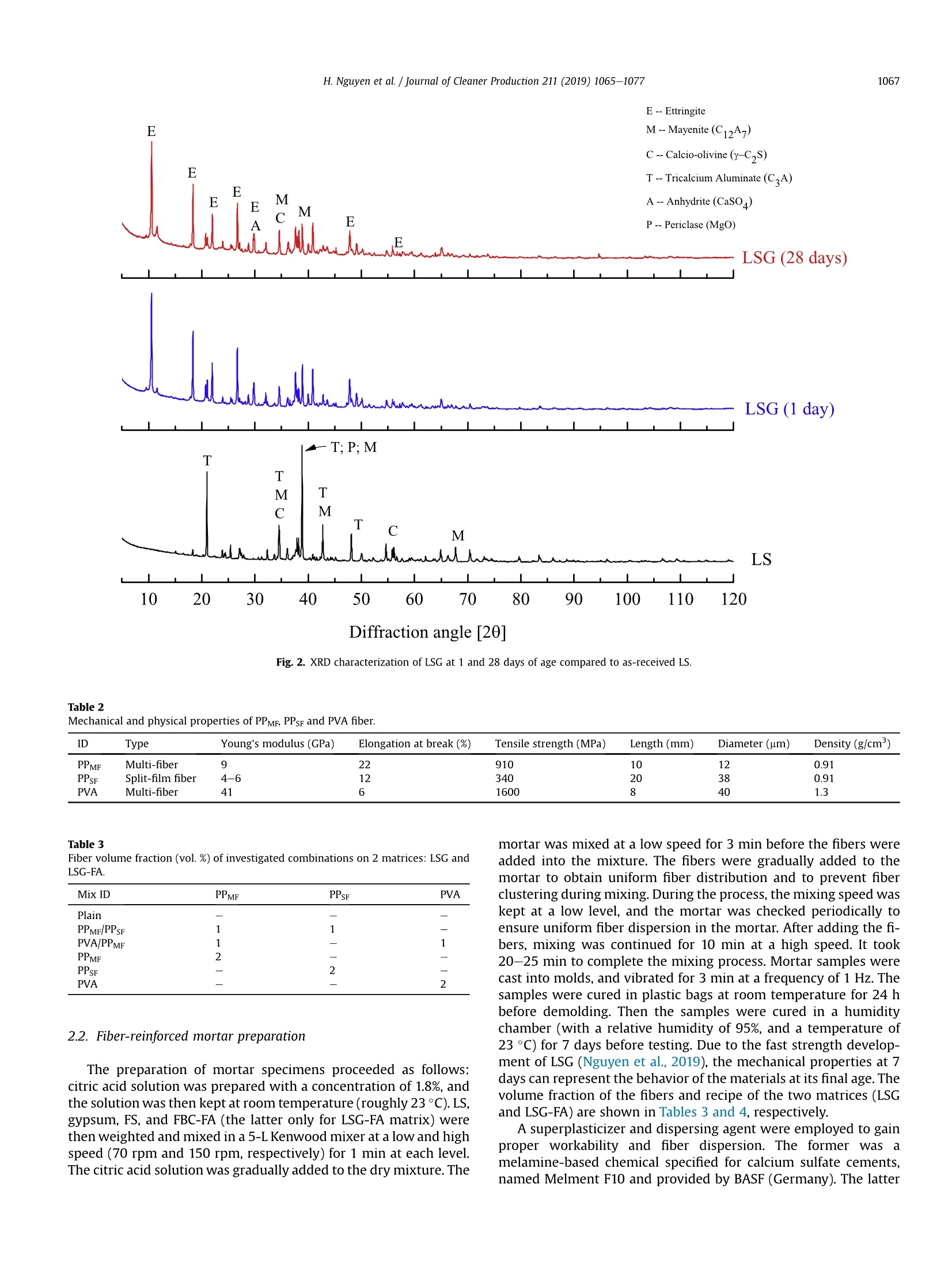
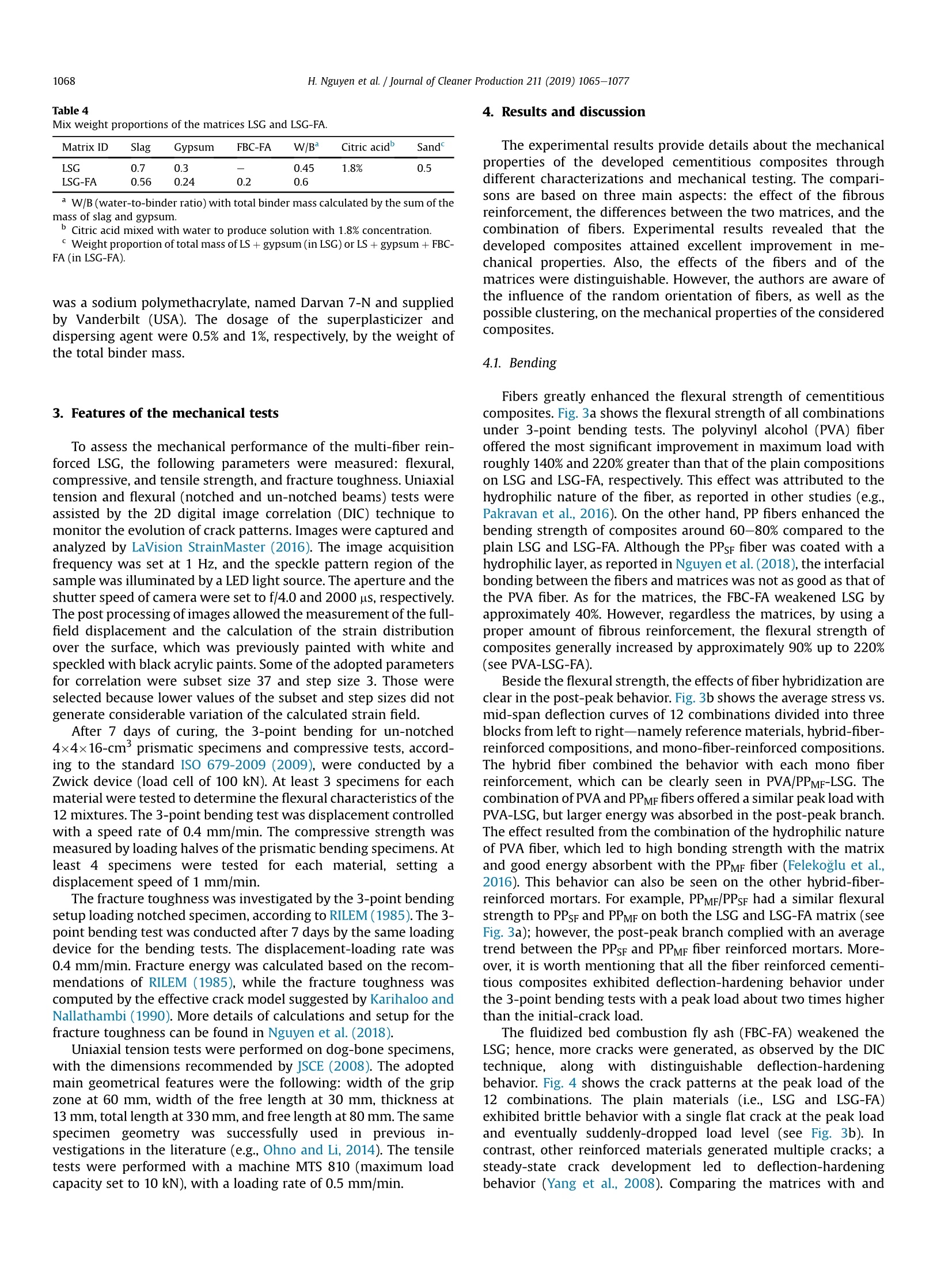
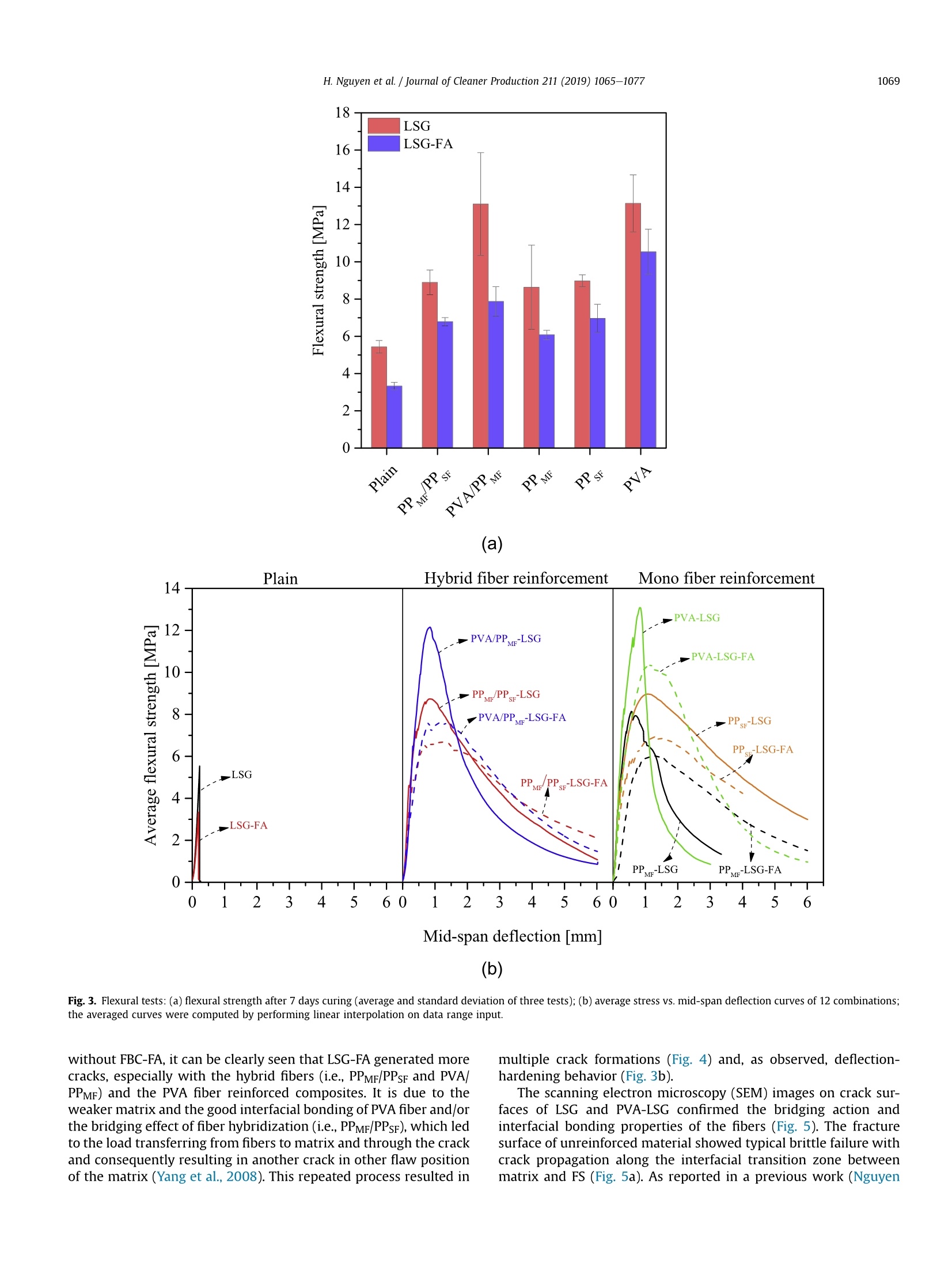
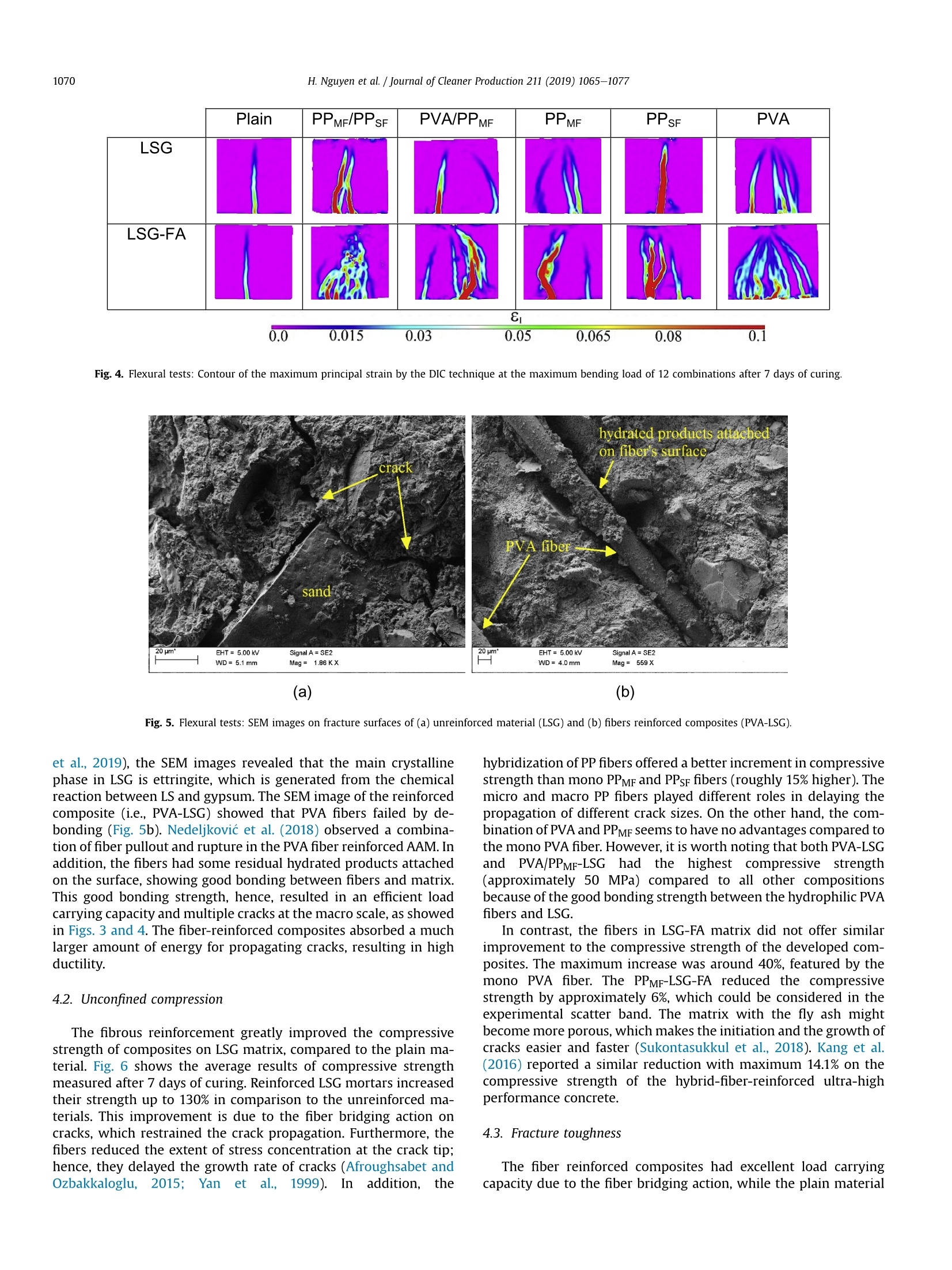
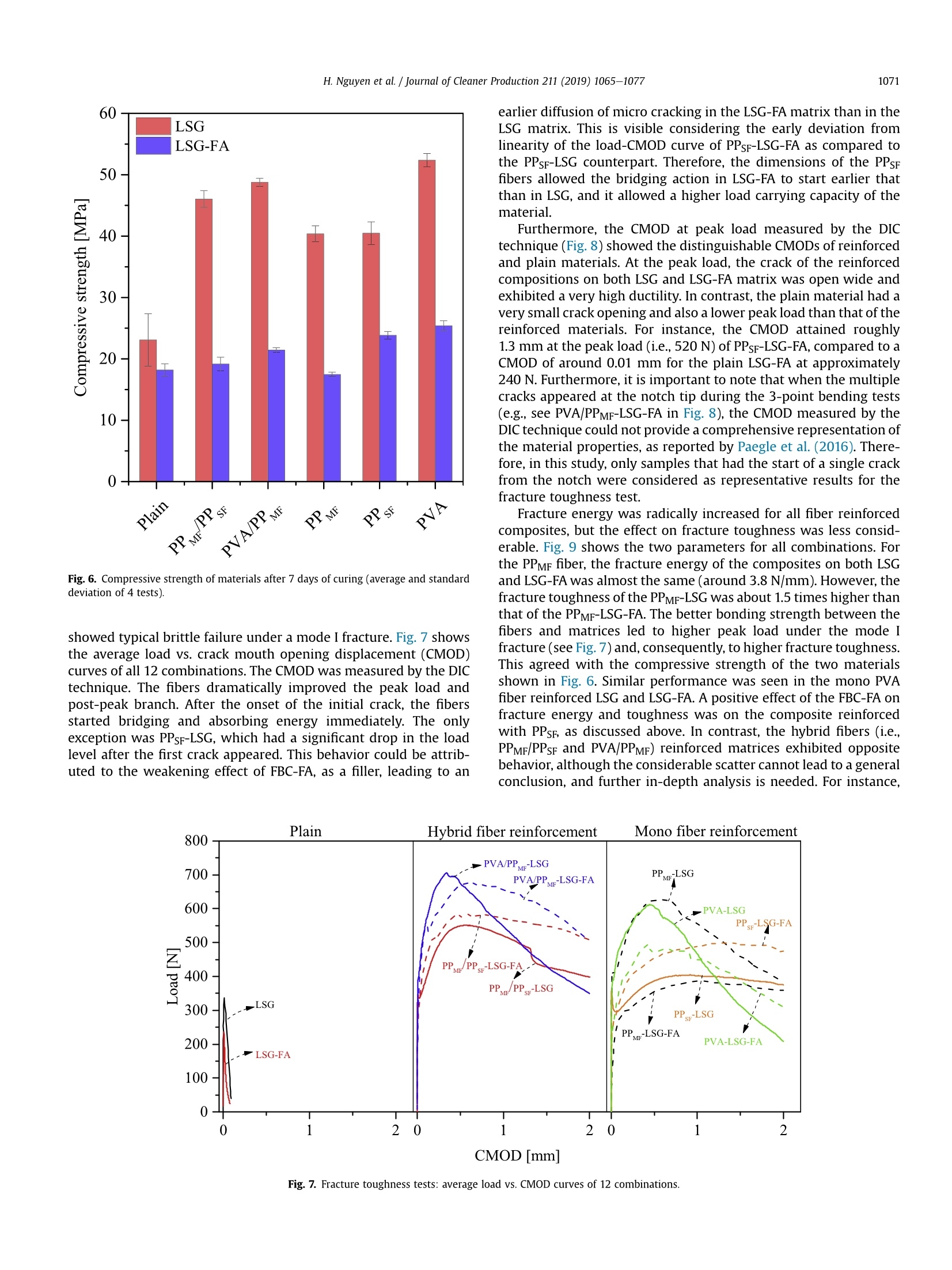
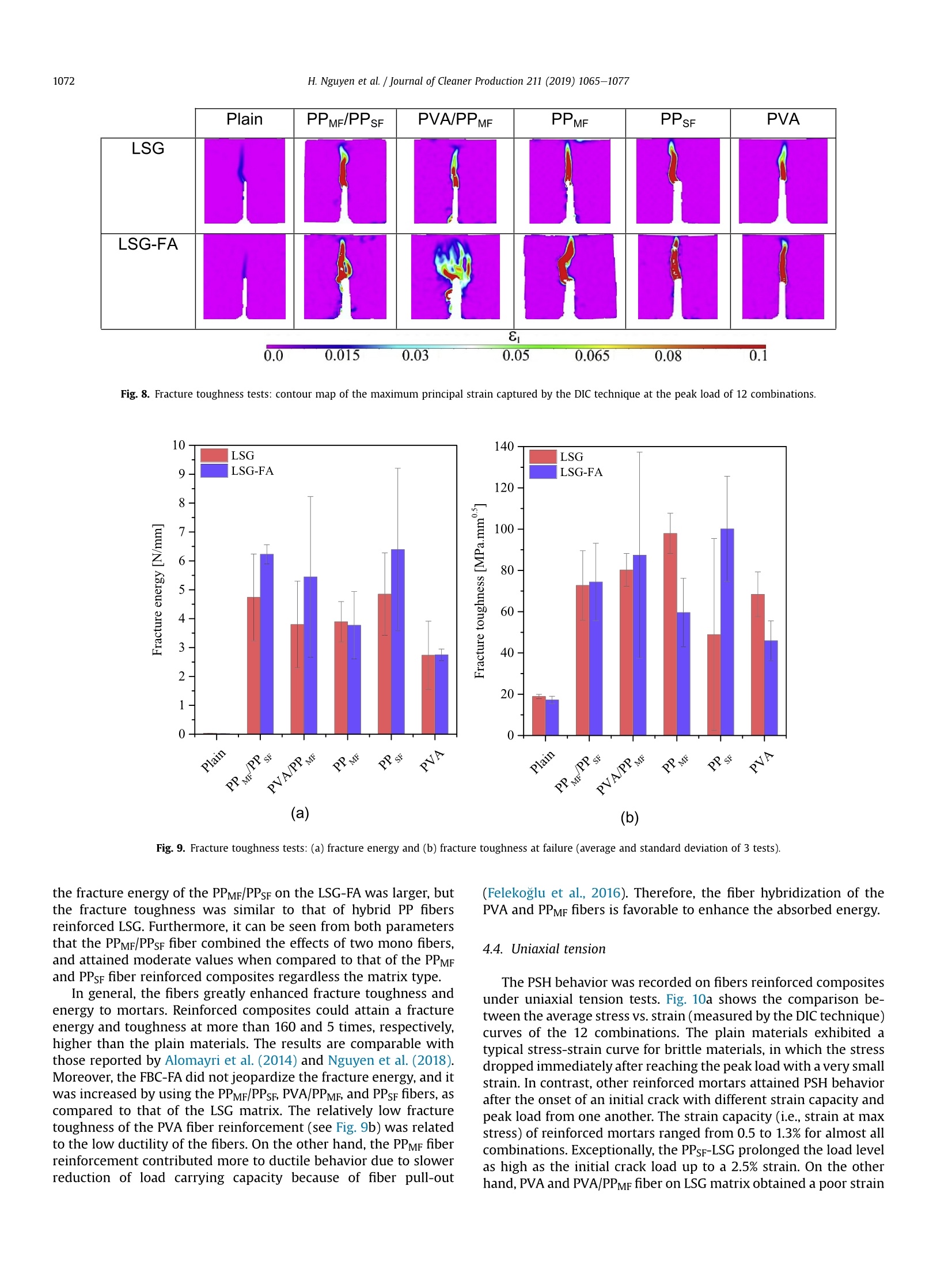
Journal of Cleaner Production 211 (2019)1065-1077 H. Nguyen et al. /Journal of Cleaner Production 211 (2019) 1065-10771066 https://doi.org/10.1016/j.jclepro.2018.11.2410959-6526/@ 2018 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/). Contents lists available at ScienceDirect Iournal of Cleaner Production ELSEVIER journalhomepage: www.elsevier.com/locate/jclepro Multi-fiber reinforced ettringite-based composites from industrialside streams Hoang Nguyen,,Malena Staudacher , Paivo Kinnunen, Valter Carvelli ,Mirja Illikainena, Fibre and Particle Engineering Research Unit, University of Oulu, Pentti Kaiteran katu 1, 90014, Oulu, Finland Institute of Mechanical Process Engineering and Mineral Processing, Technical University Bergakademie Freiberg, AgricolastraSe 1, 09599, Freiberg, GermanyDepartment A.B.C., Politecnico di Milano, Piazza Leonardo Da Vinci 32, 20133, Milan, Italy ARTICLEIN F O A BSTRACT Article history: Received 25 July 2018 Received in revised form 22 October 2018 Accepted 25 November 2018 Available online 26 November 2018 Keywords: Fiber reinforced ettringite-based composite Ladle furnace slag Fly ash Recycling The development of high-performance cementitious composites from industrial side streams, which hasbotheconomic and environmental benefits, is of high demand. Ladle slag is a promising by-product fromthe steelmaking industry, which can form an ettringite-based binder. This experimental investigationfocuses on the mechanical properties of different hybrid and mono fibers reinforced by ettringite-basedbinders from the ladle slag. The experimental results reveal that fibers greatly enhance the mechanicalproperties of the developed mixtures. The composites exhibit strain-hardening behavior with multiplecracks under flexural and tensile loading. In addition, the compressive strength of the composites can be130% higher than the plain materials. To attain a balance between mechanical and economic aspects, amulti-criteria ranking method was used to evaluate 12 different mixtures. The ranking method suggeststhat a polypropylene micro fiber reinforced composite is the best mixture. The study recommends theefficient use of this industrial by-product for valuable applications in the construction industry.o 2018 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND 1. Introduction In recent years, alternative cementitious materials from indus-trial side streams have been intensively studied to see if they canpartly replace ordinary Portland cement (OPC) (Juenger et al., 2011;Luukkonen et al., 2018; Provis, 2017). Geopolymers and alkali-activated materials (AAMs) were identified as an eco-friendlycandidate, since the materials offer up to 80% lower CO2 emissionthan OPC (Duxson et al., 2007; van Deventer et al., 2010). However,this is not always the case; the cost and greenhouse gas emission ofAAMs can be 39% and 14%, respectively, higher than that of con-ventional OPC concretes depending on the raw materials andtransportation costs (McLellan et al., 2011). Another drawback ofAAMs is the expense of obtaining alkali activators, including costsrelated to mining, transportation, and processing of raw materials.Hence, Passuello et al. (2017) suggested further studies of alterna-tive alkali activators to achieve better environmental benefits forAAMs. Consequently, an inorganic binder with few activator chemicals used is of interest. Ladleeslagg((LS), an industrialby-product fromssteelmanufacturing processes, has been found to be a promising pre-cursor for cementitious materials. Adesanya et al. (2017)developedalkali-activated LS with good mechanical properties (a compressivestrength of roughly 56 MPa) and durability (a residual compressivestrength of 49 MPa after 60 freeze-thaw cycles). Nguyen et al.(2018))iproduced high-performance polypropylene (PP) fibersreinforced alkali-activated lLSwith pseudo strain-hardeningbehavior (PSH)-that is, strain hardening behavior of brittle ma-trix attained by fibrous reinforcement. Furthermore, an ettringite-based binder was developed from the hydration between LS andgypsum (LSG) (Nguyen et al., 2019). This LSG material is a side-stream-based binder in which 98% of the raw materials can befrom non-virgin materials, with minor citric acid amount as aretarder. Instead of landfilling or using LS in low-valuable appli-cations, as is currently the case (Serjun et al., 2013), utilizing theraw material to produce high-performance by-product-basedconstruction materials like LSG can have both environmental andeconomic benefits. the mechanical weaknesses in cementitious composites. There aremainly two approaches to employ hybrid fibers, namely fibersdifferent in sizes (i.e., micro and macro fibers) and fibers different inelastic modulus (i.e., low and high modulus fibers) (Banthia andNandakumar, 2003). In the literature, hybrid fibers were success-fully used to develop high-performance cementitious compositesor PSH composites using OPC-based matrices (Kang et al., 2016;Pakravan et al., 2016; Plizzari, 2005). In addition, hybrid fiberreinforcementwas adopted in AAM1composites recently(Goncalves et al., 2018; Kheradmand et al., 2017).However, therehave been no investigations into hybrid-fiber-reinforced ettringite-based composites. Despite the considerable interest in improvingthe mechanical properties of LSG for applications in the construc-tions industry, the effects of hybrid fibers on the reinforcement ofLSG are not yet known. Therefore, the present experimental investigation aims todevelop a cost-effective by-product-based LSG composite rein-forced with different fibers. Encouraged by the need to better un-derstand the mechanical properties of hybrid-fiber-reinforcedettringite-based binder, the study employed two types of PPfibers-namely multifilament PP (PPMF) and split-film PP (PPsF)fiber, and polyvinyl alcohol (PVA) fiber as fibrous reinforcement.Two combinations of fibers were also considered-namely hybridPP fiber (i.e., PPMF/PPsF, in which PPMFand PPsF were combined)andhybrid PP and PVA fiber (i.e., PVA/PPMF, in which PPMFand PVA fiberwere combined). In total, twelve combinations of materials (seedetails in section 2) were experimentally investigated to measureand compare the mechanical performance for the following rele-vant properties: flexural strength, compressive strength, fracturetoughness, and uniaxial tensile strength. Finally, a multi-criteriaranking method was used to select the best mixture of the 12different materials considering mechanical performance, cost, CO2footprint, and embodied energy. 2. Materials: components and manufacturing 2.1. Components The LS was supplied by SSAB Europe Oy (Finland); it wascollected at the slag cooling pit, and was exposed to naturalweathering. The chemical composition of the LS (Table 1) wasanalyzed by X-ray fluorescence (XRF) (PANalytical Omnian Axi-osmax) at 4 kV. The free Cao was zero and was measured by themethod described in the standard EN 450-1. Moreover, the as-received LS was milled by a ball mill (TPR-D-950-V-FU-EH byGermatec, Germany) to reach a d5o value of less than 10 um, assuggested by Adesanya et al. (2016). The particle size distributionwas then analyzed by a laser diffraction technique with a BeckmanCoulter 13 320. Fig. 1 shows the particle size distribution of rawmaterials used in this investigation. Commercial gypsum (CaSO4.2H2O, supplied by VWR Finland,product code 22451.360) was used as a calcium sulfate source inthis study. Gypsum was used to take advantage of its availability insecondary resources and to reduce energy consumption (Nguyenet al., 2019), instead of the dehydrated form gypsum (CaSO4). Theparticle size distribution of gypsum is shown in Fig. 1, and the Table 1Chemical composition (wt%) of LS, FBC-FA, and gypsum measured by XRF. Oxide CaO SiO2 Al203 Fe203 MgO SO3 Others LS 50.96 8.27 27.87 1.13 6.31 0.80 4.66 Gypsum 41.40 0.96 0.12 0.07 0.48 53.75 3.22 FBC-FA 12.0 30.8 15.1 26.7 2.5 3.5 8.1 Particle size [um] Fig. 1. Particle size distribution of raw materials, namely LS, FBC-FA. FS, and gypsum. chemical component (analyzed by XRF) is indicated in Table 1. Themechanism and reactions to form ettringite were detailed inNguyen et al. (2019), in which ettringite is the main crystallinehydrated product. Fig. 2 shows the XRD analysis of LSG after 1 and28 days of curing in a humidity chamber (with a relative humidityof 95%, and a temperature of 23 °C) in comparison to the LS. Citric acid (product code C1949 by Tokyo Chemical Industry Co.,Ltd.,Japan) was used as a retarder for the LSG in this investigation.Citric acid has been found to be an effective retarder in ettringitesystems (Choi et al., 2016; Pelletier et al., 2010). The acid preventsnucleation and the subsequent crystal formation process ofettringite, as proposed by Cody et al. (2004). Based on the pre-liminary experiments in this investigation, 1.8% citric acid solutionwas used to attain the initial setting time of 1.2 h. Fluidized bed combustion fly ash (FBC-FA) was employed as afiller in the LSG matrix, while fine sand (FS) was milled fromstandard sand according to EN 196-1. Particle size distribution ofFBC-FA and FS are shown in Fig. 1. FBC-FA (provided by OulunEnergia, Finland) is also an industrial side stream from fluidized bedcombustion with a relatively low Cao content (see Table 1) (asadopted by Rissanen Jouni et al., 2017). The fly ash was used toweaken the LSG matrix for better PSH behavior as well as to utilizethe by-product from other industries along with slags from steelmanufacturing. As suggested by Rissanen Jouni et al. (2017), 20% ofFBC-FA was chosen to was chosen to reduce roughly 25% incompressive strength for the LSG matrix. As for the FS, MustafaSahmaran et al. (2009) reported that micro silica sand (particlesize roughly 200 um) is preferable for PSH cementitious compos-ites, since the fine aggregate can help to achieve a uniformdispersion of fibers. In addition, the design framework for PSHcomposites based on micromechanical calculations (Li et al., 1995)suggested micro aggregates for better PSH behavior. The hybrid fibers from the PP and PVA were used to enhance themechanical properties of ettringite-based composites, includingPSH behavior. The mechanical and physical properties of fibers arelisted in Table 2. In an earlier study, the PPMF and PPsF fibers weresuccessfully used in developing high-performance cementitiouscomposite from LS (Nguyen et al., 2018). It is worth mentioning thatusing PP fiber is more cost efficient than other polymeric fibers(e.g., PVA and high-modulus polyethylene fibers). According to thedesign framework for PSH composites (Li et al., 1995; Nematollahiet al., 2016) and suggestions from Pakravan et al. (2016), the min-imum fiber volume fraction of 2% was chosen to yield PSH behaviorwith hybrid-fiber-reinforced LSG composites with adequate work-ability. Table 3 details the fiber volume fraction and combinationsof fibers used in the investigation. Diffraction angle [20] Fig.2. XRD characterization of LSG at 1 and 28 days of age compared to as-received LS. Table 2 Mechanical and physical properties of PPMF, PPsF and PVA fiber. ID Type Young's modulus (GPa) Elongation at break (%) Tensile strength (MPa) Length (mm) Diameter (um) Density (g/cm) PPMF Multi-fiber 9 22 910 10 12 0.91 PPsF Split-film fiber 4-6 12 340 20 38 0.91 PVA Multi-fiber 41 6 1600 8 40 1.3 Table 3Fiber volume fraction (vol.%) of investigated combinations on 2 matrices: LSG andLSG-FA. Mix ID PPMF PPsF PVA Plain PPMF/PPSF 1 PVA/PPMF PPMF PPSF PVA 2 2 2.2. Fiber-reinforced mortar preparation The preparation of mortar specimens proceeded as follows:citric acid solution was prepared with a concentration of 1.8%, andthe solution was then kept at room temperature (roughly 23°C). LS,gypsum, FS, and FBC-FA (the latter only for LSG-FA matrix) werethen weighted and mixed in a 5-L Kenwood mixer at a low and highspeed (70 rpm and 150 rpm, respectively) for 1 min at each level.The citric acid solution was gradually added to the dry mixture. The A superplasticizer and dispersing agent were employed to gainproper workability and fiber dispersion. The former wasamelamine-based chemical specified for calcium sulfate cements,named Melment F10 and provided by BASF (Germany). The latter Table 4Mix weight proportions of the matrices LSG and LSG-FA. Matrix ID Slag Gypsum FBC-FA W/B Citric acid Sand LSG 0.7 0.3 0.45 1.8% 0.5 LSG-FA 0.56 0.24 0.2 0.6 W/B (water-to-binder ratio) with total binder mass calculated by the sum of themass of slag and gypsum. Cibtric acid mixed with water to produce solution with 1.8% concentration. ‘ Weight proportion of total mass of LS +gypsum (in LSG) or LS +gypsum+FBC-FA (in LSG-FA). was a sodium polymethacrylate, named Darvan 7-N and suppliedby Vanderbilt (USA). The dosage of the superplasticizer anddispersing agent were 0.5% and 1%, respectively, by the weight ofthe total binder mass. 3. Features of the mechanical tests To assess the mechanical performance of the multi-fiber rein-forced LSG, the following parameters were measured: flexural,compressive, and tensile strength, and fracture toughness. Uniaxialtension and flexural (notched and un-notched beams) tests wereassisted by the 2D digital image correlation (DIC) technique tomonitor the evolution of crack patterns. Images were captured andanalyzed by LaVision StrainMaster (2016). The image acquisitionfrequency was set at 1 Hz, and the speckle pattern region of thesample was illuminated by a LED light source. The aperture and theshutter speed of camera were set to f/4.0 and 2000 us, respectively.The post processing of images allowed the measurement of the full-field displacement and the calculation of the strain distributionover the surface, which was previously painted with white andspeckled with black acrylic paints. Some of the adopted parametersfor correlation were subset size 37 and step size 3. Those wereselected because lower values of the subset and step sizes did notgenerate considerable variation of the calculated strain field. After 7 days of curing, the 3-point bending for un-notched4x4×16-cm’prismatic specimens and compressive tests, accord-ing to the standard ISO 679-2009 (2009), were conducted by aZwick device (load cell of 100 kN). At least 3 specimens for eachmaterial were tested to determine the flexural characteristics of the12 mixtures. The 3-point bending test was displacement controlledwith a speed rate of 0.4 mm/min. The compressive strength wasmeasured by loading halves of the prismatic bending specimens. Atleast 4 specimens were tested for each material, setting adisplacement speed of 1 mm/min. Uniaxial tension tests were performed on dog-bone specimens,with the dimensions recommended by JSCE (2008). The adoptedmain geometrical features were the following: width of the gripzone at 60 mm, width of the free length at 30 mm, thickness at13 mm, total length at 330 mm,and free length at 80 mm. The samespecimen geometry wassuccessfully usedinn previousin-vestigations in the literature (e.g., Ohno and Li, 2014). The tensiletests were performed with a machine MTS 810 (maximum loadcapacity set to 10 kN), with a loading rate of 0.5 mm/min. The experimental results provide details about the mechanicalproperties of the developed cementitious composites throughdifferent characterizations and mechanical testing. The compari-sons are based on three main aspects: the effect of the fibrousreinforcement, the differences between the two matrices, and thecombination of fibers. Experimental results revealed that thedeveloped composites attained excellent improvement in me-chanical properties. Also, the effects of the fibers and of thematrices were distinguishable. However, the authors are aware ofthe influence of the random orientation of fibers, as well as thepossible clustering, on the mechanical properties of the consideredcomposites. 4.1. Bending Fibers greatly enhanced the flexural strength of cementitiouscomposites. Fig. 3a shows the flexural strength of all combinationsunder 3-point bending tests. The polyvinyl alcohol (PVA) fiberoffered the most significant improvement in maximum load withroughly 140% and 220% greater than that of the plain compositionson LSG and LSG-FA, respectively. This effect was attributed to thehydrophilic nature of the fiber, as reported in other studies (e.g.,Pakravan et al., 2016). On the other hand, PP fibers enhanced thebending strength of composites around 60-80% compared to theplain LSG and LSG-FA. Although the PPsF fiber was coated with ahydrophilic layer, as reported in Nguyen et al. (2018),the interfacialbonding between the fibers and matrices was not as good as that ofthe PVA fiber. As for the matrices, the FBC-FA weakened LSG byapproximately 40%. However, regardless the matrices, by using aproper amount of fibrous reinforcement, the flexural strength ofcomposites generally increased by approximately 90% up to 220%(see PVA-LSG-FA). Beside the flexural strength, the effects of fiber hybridization areclear in the post-peak behavior. Fig. 3b shows the average stress vs.mid-span deflection curves of 12 combinations divided into threeblocks from left to right-namely reference materials, hybrid-fiber-reinforced compositions, and mono-fiber-reinforced compositions.The hybrid fiber combined the behavior with each mono fiberreinforcement, which can be clearly seen in PVA/PPMF-LSG. Thecombination of PVA and PPMF fibers offered a similar peak load withPVA-LSG, but larger energy was absorbed in the post-peak branch.The effect resulted from the combination of the hydrophilic natureof PVA fiber, which led to high bonding strength with the matrixand good energy absorbent with the PPMr fiber (Felekoglu et al.,2016). This behavior can also be seen on the other hybrid-fiber-reinforced mortars. For example, PPMF/PPsF had a similar flexuralstrength to PPsF and PPMF on both the LSG and LSG-FA matrix (seeFig. 3a); however, the post-peak branch complied with an averagetrend between the PPsF and PPMF fiber reinforced mortars. More-over, it is worth mentioning that all the fiber reinforced cementi-tious composites exhibited deflection-hardening behavior underthe 3-point bending tests with a peak load about two times higherthan the initial-crack load. The fluidized bed combustion fly ash (FBC-FA) weakened theLSG; hence, more cracks were generated, as observed by the DICtechnique, alongwithdistinguishabledeflection-hardeningbehavior. Fig. 4 shows the crack patterns at the peak load of the12 combinations. The plain materials (i.e., LSG and LSG-FA)exhibited brittle behavior with a single flat crack at the peak loadand eventually suddenly-dropped load level (see Fig. 3b). Incontrast, other reinforced materials generated multiple cracks; asteady-state crack development led to deflection-hardeningbehavior (Yang et al., 2008).Comparing the matrices with and (a) Mid-span deflection [mm] (b) Fig. 3. Flexural tests: (a) flexural strength after 7 days curing (average and standard deviation of three tests);(b) average stress vs. mid-span deflection curves of 12 combinations;the averaged curves were computed by performing linear interpolation on data range input. without FBC-FA, it can be clearly seen that LSG-FA generated morecracks, especially with the hybrid fibers (i.e., PPMF/PPsF and PVA/PPMF) and the PVA fiber reinforced composites. It is due to theweaker matrix and the good interfacial bonding of PVA fiber and/orthe bridging effect of fiber hybridization (i.e., PPMF/PPsF), which ledto the load transferring from fibers to matrix and through the crackand consequently resulting in another crack in other flaw positionof the matrix (Yang et al., 2008). This repeated process resulted in multiple crack formations (Fig. 4) and, as observed, deflection-hardening behavior (Fig.3b). The scanning electron microscopy (SEM) images on crack sur-faces of LSG and PVA-LSG confirmed the bridging action andinterfacial bonding properties of the fibers (Fig. 5). The fracturesurface of unreinforced material showed typical brittle failure withcrack propagation along the interfacial transition zone betweenmatrix and FS (Fig. 5a). As reported in a previous work (Nguyen Fig. 4. Flexural tests: Contour of the maximum principal strain by the DIC technique at the maximum bending load of 12 combinations after 7 days of curing. (a) (b) Fig. 5. Flexural tests: SEM images on fracture surfaces of (a) unreinforced material (LSG) and (b) fibers reinforced composites (PVA-LSG). et al., 2019), the SEM images revealed that the main crystallinephase in LSG is ettringite, which is generated from the chemicalreaction between LS and gypsum. The SEM image of the reinforcedcomposite (i.e., PVA-LSG) showed that PVA fibers failed by de-bonding (Fig. 5b). Nedeljkovic et al. (2018) observed a combina-tion of fiber pullout and rupture in the PVA fiber reinforced AAM. Inaddition, the fibers had some residual hydrated products attachedon the surface, showing good bonding between fibers and matrix.This good bonding strength, hence, resulted in an efficient loadcarrying capacity and multiple cracks at the macro scale, as showedin Figs. 3 and 4. The fiber-reinforced composites absorbed a muchlarger amount of energy for propagating cracks, resulting in highductility. 4.2. Unconfined compression The fibrous reinforcement greatly improved the compressivestrength of composites on LSG matrix, compared to the plain ma-terial. Fig. 6 shows the average results of compressive strengthmeasured after 7 days of curing. Reinforced LSG mortars increasedtheir strength up to 130% in comparison to the unreinforced ma-terials. This improvement is due to the fiber bridging action oncracks, which restrained the crack propagation. Furthermore, thefibers reduced the extent of stress concentration at the crack tip;hence, they delayed the growth rate of cracks (Afroughsabet andOzbakkaloglu,2015:Yan etal.,1999).Innaaddition, tlthe hybridization of PP fibers offered a better increment in compressivestrength than mono PPMF and PPsF fibers (roughly 15% higher). Themicro and macro PP fibers played different roles in delaying thepropagation of different crack sizes. On the other hand, the com-bination of PVA and PPMF seems to have no advantages compared tothe mono PVA fiber. However, it is worth noting that both PVA-LSGandPVA/PPMF-LSG had tthehighest compressive strength(approximately 50 MPa) compared to all other compositionsbecause of the good bonding strength between the hydrophilic PVAfibers and LSG. In contrast, the fibers in LSG-FA matrix did not offer similarimprovement to the compressive strength of the developed com-posites. The maximum increase was around 40%, featured by themono PVA fiber. The PPMF-LSG-FA reduced the compressivestrength by approximately 6%, which could be considered in theexperimental scatter band. The matrix with the fly ash mightbecome more porous, which makes the initiation and the growth ofcracks easier and faster (Sukontasukkul et al., 2018). Kang et al.(2016) reported a similar reduction with maximum 14.1% on thecompressive strength of the hybrid-fiber-reinforced ultra-highperformance concrete. 4.3. Fracture toughness The fiber reinforced composites had excellent load carryingcapacity due to the fiber bridging action, while the plain material Fig. 6. Compressive strength of materials after 7 days of curing (average and standarddeviation of 4 tests). showed typical brittle failure under a mode I fracture. Fig. 7 showsthe average load vs. crack mouth opening displacement (CMOD)curves of all 12 combinations. The CMOD was measured by the DICtechnique. The fibers dramatically improved the peak load andpost-peak branch. After the onset of the initial crack, the fibersstarted bridging and absorbing energy immediately. The onlyexception was PPsF-LSG, which had a significant drop in the loadlevel after the first crack appeared.This behavior could be attrib-uted to the weakening effect of FBC-FA, as a filler, leading to an earlier diffusion of micro cracking in the LSG-FA matrix than in theLSG matrix. This is visible considering the early deviation fromlinearity of the load-CMOD curve of PPsF-LSG-FA as compared tothe PPSF-LSG counterpart. Therefore, the dimensions of the PPsFfibers allowed the bridging action in LSG-FA to start earlier thatthan in LSG, and it allowed a higher load carrying capacity of thematerial. Furthermore, the CMOD at peak load measured by the DICtechnique (Fig. 8) showed the distinguishable CMODs of reinforcedand plain materials. At the peak load, the crack of the reinforcedcompositions on both LSG and LSG-FA matrix was open wide andexhibited a very high ductility. In contrast, the plain material had avery small crack opening and also a lower peak load than that of thereinforced materials. For instance, the CMOD attained roughly1.3 mm at the peak load (i.e., 520 N) of PPSF-LSG-FA, compared to aCMOD of around 0.01 mm for the plain LSG-FA at approximately240 N. Furthermore, it is important to note that when the multiplecracks appeared at the notch tip during the 3-point bending tests(e.g., see PVA/PPMF-LSG-FA in Fig. 8), the CMOD measured by theDIC technique could not provide a comprehensive representation ofthe material properties, as reported by Paegle et al. (2016). There-fore, in this study, only samples that had the start of a single crackfrom the notch were considered as representative results for thefracture toughness test. Fracture energy was radically increased for all fiber reinforcedcomposites, but the effect on fracture toughness was less consid-erable. Fig.9 shows the two parameters for all combinations. Forthe PPMF fiber, the fracture energy of the composites on both LSGand LSG-FA was almost the same (around 3.8 N/mm). However, thefracture toughness of the PPMF-LSG was about 1.5 times higher thanthat of the PPMF-LSG-FA. The better bonding strength between thefibers and matrices led to higher peak load under the mode Ifracture (see Fig.7)and,consequently,to higher fracture toughness.This agreed with the compressive strength of the two materialsshown in Fig. 6. Similar performance was seen in the mono PVAfiber reinforced LSG and LSG-FA. A positive effect of the FBC-FA onfracture energy and toughness was on the composite reinforcedwith PPsF, as discussed above. In contrast, the hybrid fibers (i.e.,PPMF/PPsF and PVA/PPMF) reinforced matrices exhibited oppositebehavior, although the considerable scatter cannot lead to a generalconclusion, and further in-depth analysis is needed. For instance, Fig. 7. Fracture toughness tests: average load vs. CMOD curves of 12 combinations. Plain PPMF/PPsF PVA/PPMF PPMF PPsF PVA LSG LSG-FA Fig. 8. Fracture toughness tests: contour map of the maximum principal strain captured by the DIC technique at the peak load of 12 combinations. Fig. 9. Fracture toughness tests: (a) fracture energy and (b) fracture toughness at failure (average and standard deviation of 3 tests). the fracture energy of the PPMF/PPsF on the LSG-FA was larger, butthe fracture toughness was similar to that of hybrid PP fibersreinforced LSG. Furthermore, it can be seen from both parametersthat the PPMF/PPsF fiber combined the effects of two mono fibers,and attained moderate values when compared to that of the PPMFand PPsF fiber reinforced composites regardless the matrix type. In general, the fibers greatly enhanced fracture toughness andenergy to mortars. Reinforced composites could attain a fractureenergy and toughness at more than 160 and 5 times, respectively,higher than the plain materials. The results are comparable withthose reported by Alomayri et al. (2014) and Nguyen et al.(2018).Moreover,the FBC-FA did not jeopardize the fracture energy, and itwas increased by using the PPMF/PPsF, PVA/PPMF, and PPsF fibers, ascompared to that of the LSG matrix. The relatively low fracturetoughness of the PVA fiber reinforcement (see Fig.9b) was relatedto the low ductility of the fibers. On the other hand, the PPMF fiberreinforcement contributed more to ductile behavior due to slowerreduction of load carrying capacity because of fiber pull-out (Felekoglu et al., 2016). Therefore, the fiber hybridization of thePVA and PPMF fibers is favorable to enhance the absorbed energy. 4.4. Uniaxial tension The PSH behavior was recorded on fibers reinforced compositesunder uniaxial tension tests. Fig. 10a shows the comparison be-tween the average stress vs. strain (measured by the DIC technique)curves of the 12 combinations. The plain materials exhibited atypical stress-strain curve for brittle materials, in which the stressdropped immediately after reaching the peak load with a very smallstrain. In contrast, other reinforced mortars attained PSH behaviorafter the onset of an initial crack with different strain capacity andpeak load from one another. The strain capacity (i.e., strain at maxstress) of reinforced mortars ranged from 0.5 to 1.3% for almost allcombinations. Exceptionally, the PPSF-LSG prolonged the load levelas high as the initial crack load up to a 2.5% strain. On the otherhand, PVA and PVA/PPMF fiber on LSG matrix obtained a poor strain (b) Fig. 10. Tensile tests: a) average stress vs. strain curves b) tensile strength of the 12 combinations (average and standard deviation of 3 tests). capacity due to PVA lower ductility under tension. However, afterthe initial crack onset, the developed composites showed PSHbehavior due to a proper load transferring mechanism with an in-crease in the peak load of up to approximately 45% in comparison tothe initial crack load (i.e., PVA-LSG). Similar results in the literaturewere reported on the OPC cement-based ECC using hybrid PP-PVAfibers (Pakravan et al., 2016). The PVA fiber enhanced the tensile strength of the developedcomposites significantly on both the LSG and LSG-FA matrix.Fig. 10b shows the tensile strength of all developed composites under uniaxial tension. The reinforced composites increased thetensile strength by roughly 100% in comparison to the plain LSG-FA.Interestingly, the hybrid fibers seemed to have no advantagescompared to the mono fibers. As for the LSG matrix, the effects ofthe PP and its hybrid fiber were distinguishable from that of thePVA and PVA/PPMF fiber. Compared to the plain LSG, the PP fibersenhanced the tensile strength by roughly 25%. In addition, therewas no clear effect of the PP fiber combination on the tensilestrength; this behavior was also indicated in the stress vs. straincurves in Fig. 10a. In contrast, the PVA fiber offered a better improvement on the tensile strength than its hybrid combination(i.e., PVA/PPMF). The tensile strength of PVA-LSG was 110% higherthan the plain LSG, while that of the PVA/PPMF-LSG attained anincrease of around 30%. As noted by Felekoglu et al. (2014),curingconditions might affect the tensile properties and performance ofthe PP fiber reinforced composites. Therefore, further investigationinto the effects of curing conditions on fiber reinforced LSG andLSG-FA matrices is recommended. 5. A multi-criteria ranking method To optimize the mixture compositions regarding mechanicalperformance, cost, embodied energy, and CO2 footprint, a multi-criteria ranking method was used. The ranking results indicatedthat PP fiber reinforced LSG composites obtained the best ranking,while other mixtures were sensitive to the dependent variables.However, depending on the applications of materials, the rankingcould change to adapt to different purposes. 5.1. Features of the ranking method The ingredients in the mixtures were the independent vari-ables; the dependent variables (i.e.., mechanical properties, cost,embodied energy, and CO2 emission) changed based on the inde-pendent variables (Mastali et al., 2018). In this investigation, themethod based on Equations (1)-(3) was used to rank the mixturecompositions based on mechanical performance, cost, embodiedenergy, and global warming intensity (GWI). The ranking suggestedthe most suitable mixture among the given alternatives. Thistechnique was also adopted for other studies on recycled steel fiberreinforced concrete for optimization purposes (Mastali et al., 2018;Sengul, 2016). Where: Y is the result of the j-th parameter for a consideredmixture; minf and maxf are the lowest and the highest results,respectively, of the j-th parameter over all the mixtures included inthe ranking;t is a weighting factor of the j-th parameter; allweighting actors tj are set to 1, so no parameter is more importantthan another; and m is the number of parameters. In this study, eight parameters were considered in the ranking.The mechanical properties consisted of flexural, compressive, andtensile strength, fracture energy, fracture toughness, and tensilestrain capacity as detailed in Section 4. As for the costs andembodied energy of the mixtures, these parameters were onlydepended on the mass fraction of the different fibers because LSand FBC-FA were industrial by-products and, hence, were consid-ered to have no significant difference in embodied energy. Ac-cording to (Kua, 2015) and (Ohno and Li, 2018), the embodiedenergy of slag and fly ash was roughly 0.59 and 0.11 MJ/kg,respectively. Therefore, the results were calculated with the massfraction of each fiber type and the costs or energy per kilogram ofthe fibers. The costs of PVA and PP fiber were approximately 12.2e/kg and 0.8 e/kg (Pakravan et al., 2017), respectively. Theembodied energy of the former and the latter was 107 MJ/kg(Nematollahi et al., 2017) and 84 MJ/kg (Bartl, 2009), respectively. Table 5 GWI of raw ingredients and curing using in concrete, ECC,EGC. LSG, andLSG-FA. Ingredient GWI (kg CO2-eq/kg) Portland cement 0.93 Coarse/Fine aggregate 0.0062 FS 0.025 Fly ash 0.0074 PVA or PP fiber 3.4 Super plasticizer 1.5 Water O NaOH 0.86 Na2SiO3 0.43 LS 0.0127 Gypsum" 0.051 Curing 40 Data adopted from Kua (2015); Ohno and Li (2018); and Yin (2017).Data adopted from Fort and Cerny (2018) for processing natural gyp-sum from quarrying raw material to storing crushed gypsum. Turner and Collins (2013) assumed that liquid petroleum gas, used inthe curing process, was estimated about 40 kgCO2-eq for 1 mgeopolymer. These values show that the fraction of PVA fiber must be minimizedto get an economical mixture. Ohno and Li (2018)suggested thesimilar scheme for optimizing the PVA fiber used in engineeredgeopolymer composites (EGC). Regarding the GWI, the CO2 footprint of fiber reinforced LSG andLSG-FA composites was almost the same with each other and wasmuch lower than the other conventional concrete and engineeredcementitious composites (ECC). The GWI of raw ingredients areshown in Table 5. Fig. 11 compares the GWI of the LSG and LSG-FAcomposites to that of an air-entrained (AE) concrete, a typical or-dinary Portland cement (OPC)-based ECC (i.e., ECC M45), a high-volume fly ash (HVFA) ECC, and an EGC with 2% v/v fiber fraction(i.e., ECC-2%), as reported by Ohno and Li (2018). The by-product-based composites, developed in this study, produced approxi-mately 147 kg CO2-eq/m’-roughly 4 times lower emission thanthe ECC M45. Moreover, the ettringite-based composites released Fig. 11. GWI for fiber reinforced the LSG and LSG-FA in comparison to AE concrete, ECCM45, HVFA-ECC, and EGC with 2% v/v fiber fraction (adopted from Ohno and Li,2018). H. Nguyen et al. / Journal of Cleaner Production 211 (2019) 1065-1077 1.00.0 心 1.00.0 LSG-FA LSG (b) Fig. 12. (a) Individual and (b) overall desirable functions of the mixtures based on the multi-criteria ranking method. almost 60% less CO2 gas than the EGC, which used alkali activators(i.e., NaOH and NazSiO3) (Ohno and Li, 2018). In addition, the EGC,LSG and LSG-FA were promising alternatives to other OPC-basedconcretes, namely the AE concrete, ECC M45, and HVFA ECC. Itcan be seen that the OPC occupied the main proportion in the CO2footprint of the conventional concretes (e.g., up to 98% in the AEconcrete). Therefore, by using industrial wastes or by-products ascementitious materials, the greenhouse gas emission reducedsignificantly. It is worth mentioning that using waste gypsum canreduce even more the CO2 emission of the developed composites.Furthermore, the PP and PVA fibers had almost the same CO2 footprint (approximately 3.4kg CO2-eq/kg)(Ohno and Li, 2018; Yinet al., 2016). Therefore, the gas emission of all 12 combinations,investigated in this study was identical. 5.2. Ranking and comparison The PP and PPMF/PPsF fiber reinforced LSG composites are thetop 3 most favorable materials (i.e., PPMF-LSG, PPSF-LSG, and PPMF/PPSF-LSG), according to the assumptions in this study. Fig. 12 showsthe individual and overall desirable functions of the mixturecompositions, according to the multi-criteria ranking method of both the LSG and LSG-FAmatrix. Among the 12 combinations, thePPMF-LSG maximized mechanical performance and minimizedcosts and embodied energy within the input data of this study. Onthe other hand, the mono PVA fiber reinforced composites had anoverall function of zero due to the high cost and embodied energy,although the materials had a very good mechanical performance. Inaddition, the plain materials were the best in cost and embodiedenergy because they did not contain fibers; however, the me-chanical performance was much worse than the reinforced mor-tars.Importantly, because of the adopted formulation (see Equation(3)), the overall function was very sensitive, and one single valuecould have a considerable impact on the final score. For example,PPMF-LSG-FA attained a much better mechanical performance thanthe plain LSG-FA, but it had the poorest compressive strength,which caused a zero in the overall score. Depending on the application of the material, some lessimportant parameters can be left out or the more important pa-rameters can increase its weight in the ranking. If the mechanicalperformance is the most important parameter, then other factors(e.g., costs and embodied energy) can be neglected, and the rankingwould then recommend the PVA-LSG as the best mixture compo-sition. In addition, if the ability of PSH behavior and load carryingcapacity after peak load is required than the other parameters,strain capacity should be weighted by a factor higher than 1. As aconsequence, the PPMF/PPSF-LSG-FA or PPsF-LSG-FA was morefavorable due to a weaker matrix, which caused more cracks and amore pronounced PSH behavior as discussed in Section 4. 6. Conclusions This study investigated the effects of the polypropylene (PP)andpolyvinyl alcohol (PVA) fibers and their hybrid fibers on the me-chanical properties of an ettringite-based binder. The fibersenhanced the mechanical performance of the binder significantlyunder different loading conditions, namely flexural, compressive,and uniaxial tensile loading. Hardening behavior was observed onthe developed composites with multiple cracks and prolongedpost-peak branch. The hybrid-fiber-reinforced mortar had comparable mechanicalproperties to the mono-fiber-reinforced mortar. Since the mixtureof the two fibers could combine the mechanical properties of bothfibers, the mechanical performance of hybrid-fiber-reinforcedettringite-based composites were mostly between those of mono-fiber-reinforced mortars. The fluidized bed combustion fly ash (FBC-FA) was added tobetter utilize different by-products and to weaken the ettringite-based matrix (i.e., LSG), achieving better PSH behavior. As a coun-terpart, the compressive strength of the LSG-FA reduced by up to60% compared to the LSG. To minimize the strength reduction whilemaximizing the enhancement in post peak behavior, the optimalFBC-FA dosage must be studied in further investigations. The multiple criteria ranking method suggested the bestmixture to attain the balance between mechanical performance,costs, and environmental impacts of the fiber reinforced compos-ites. The PPMF fiber reinforced LSG with 2% fiber volume fractionobtained the highest ranking, meaning the composite had the bestbalance between mechanical properties, costs, and embodied en-ergy when all are appreciated evenly. However, depending on therequirements for the structural applications of the material, theranking parameters could be adjusted to suit different purposes. Inaddition, there was no such difference in terms of CO2 footprintbetween the two matrices developed in this study (i.e., the LSG andLSG-FA); both matrices offers much lower CO2 emission than theother ordinary Portland cement (OPC)-based composites and theEGC. Finally, this provides a better understanding of how mechanicalbehavior and environmental impact of industrial by-products canproduce high-performance fiber reinforced cementitious compos-ites with high utilization potential. Further investigations areneeded in order to study the damage mechanisms at the micro-scale, the role of hydration products in the mechanical propertiesof LSG and LSG-FA, and the durability of the reinforced cementi-tious composites in aggressive environments. Acknowledgements This work was supported by the European Regional Develop-ment Fund [grant number: A70189]. The authors appreciate sup-port from Brasilit Saint-Gobain (Brazil), Baumhueter ExtrusionGmbH (Germany), Kuraray (Japan), SSAB Europe Oy (Finland), BASF(Germany), and Vanderbilt (USA) for providing the PPMF, PPSF, PVAfibers, the LS, the superplasticizer, and the dispersing agent,respectively. Hoang Nguyen gratefully acknowledges the financialsupport from the Tauno Tonning Foundation and valuable discus-sions with Mohammad Mastali (Ph.D., University of Oulu). References Adesanya, E., Ohenoja, K., Kinnunen, P., Illikainen, M., 2016. Alkali activation of ladleslag from steel-making process.J. Sustain. Metall.1-11.https://doi.org/10.1007/s40831-016-0089-x. Adesanya, E., Ohenoja, K., Kinnunen, P.,Illikainen, M.,2017. Properties and dura-bility of alkali-activated ladle slag. Mater. Struct. 50, 255. https://doi.org/10.1617/s11527-017-1125-4 Afroughsabet, V.,Ozbakkaloglu, T., 2015. Mechanical and durability properties ofhigh-strength concrete containing steel and polypropylene fibers. Construct.Build. Mater. 94, 73-82. https://doi.org/10.1016/j.conbuildmat.2015.06.051 Alomayri, T., Shaikh, F.U.A., Low, I.M., 2014. Synthesis and mechanical properties ofcotton fabric reinforced geopolymer composites. Compos. B Eng. 60, 36-42.https://doi.org/10.1016/j.compositesb.2013.12.036 Banthia, N., Nandakumar, N., 2003. Crack growth resistance of hybrid fiber rein-forced cement composites. Cement Concr. Compos. 25, 3-9. https://doi.org/10.1016/S0958-9465(01)00043-9 Bartl, A., 2009. Fiber Recycling: Potential for Saving Energy and Resources. Inter-national Solis Waste Association, Wien, Austria. Choi, S., Kim, J.-M., Han, D., Kim, J.-H., 2016. Hydration properties of ladle furnaceslag powder rapidly cooled by air. Construct. Build. Mater. 113, 682-690.https://doi.org/10.1016/j.conbuildmat.2016.03.089 Cody, A.M., Lee, H., Cody, R.D., Spry, P.G., 2004. The effects of chemical environmenton the nucleation, growth, and stability of ettringite [Ca3Al(OH)6]2(SO4)3-26H20. Cement Concr. Res. 34,869-881.https://doi.org/10.1016/j.cemconres.2003.10.023 Duxson, P., Provis, J.L., Lukey, G.C., van Deventer, J.S.J., 2007. The role of inorganicpolymer technology in the development of 'green concrete.' Cement Concr. Res.37,1590-1597. https://doi.org/10.1016/j.cemconres.2007.08.018 Felekoglu, B., Tosun-Felekoglu, K., Ranade, R., Zhang, Q., Li, V.C., 2014. Influence ofmatrix flowability, fiber mixing procedure, and curing conditions on the me-chanical performance of HTPP-ECC. Compos. B Eng. 60,359-370. https://doi.org/10.1016/j.compositesb.2013.12.076 Felekoglu, B., Tosun-Felekoglu, K., Keskinates, M., Godek,E., 2016. A comparativestudy on the compatibility of PVA and HTPP fibers with various cementitiousmatrices under flexural loads. Construct. Build. Mater. 121, 423-428. https://doi.org/10.1016/j.conbuildmat.2016.06.004 Fort, J., Cerny, R., 2018. Carbon footprint analysis of calcined gypsum production inthe Czech Republic. J. Clean. Prod. 177, 795-802. https://doi.org/10.1016/j.jclepro.2018.01.002 Goncalves, J.R.A., Boluk, Y., Bindiganavile, V., 2018. Crack growth resistance in fibrereinforced alkali-activated fly ash concrete exposed to extreme temperatures.Mater. Struct. Constr. 51. https://doi.org/10.1617/s11527-018-1163-6 ISO 679, 2009. Cement - Test Methods - Determination of Strength, 2009. Inter-nPaational Organization for Standardization. p:Rissanen Jouni, Ohenoja Katja, Kinnunen Paivo, Illikainen Mirja, 2017. Partialreplacement of portland-composite cement by fluidized bed combustion flyash. J. Mater. Civ. Eng. 29, 04017061. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001899 JSCE, 2008. Recommendations for design and construction of high performancefiber reinforced cement composites with multiple fine cracks. In: ConcreteEngineering Series 82, Concrete Engineering Series. JSCE, Japan. Juenger, M.C.G., Winnefeld, F., Provis, J.L., Ideker,J.H., 2011. Advances in alternativecementitious binders. Conf. Spec. Cem. Hydration Kinet. Model. Quebec City2009 CONMOD10 Lausanne 2010 41,1232-1243. https://doi.org/10.1016/j.cemconres.2010.11.012 Kang, S.-T., Choi, J.-I., Koh, K.-T., Lee, K.S., Lee, B.Y., 2016. Hybrid effects of steel fiber and microfiber on the tensile behavior of ultra-high performance concrete.Compos.Struct. 145, 37-42. https://doi.org/10.1016/j.compstruct.2016.02.075 Karihaloo, B.L., Nallathambi,P., 1990. Effective crack model for the determination offracture toughness (KIce) of concrete. Eng. Fract. Mech. 35, 637-645. https://doi.org/10.1016/0013-7944(90)90146-8 Kheradmand, M., Mastali, M., Abdollahnejad, Z., Pacheco-Torgal, F., 2017. Experi-mental and numerical investigations on the flexural performance of geo-polymers reinforced with short hybrid polymeric fibres. Compos. B Eng. 126,108-118. https://doi.org/10.1016/j.compositesb.2017.06.001 Kua, H.W., 2015. Integrated policies to promote sustainable use of steel slag forconstruction-a consequential life cycle embodied energy and greenhouse gasemission perspective. Energy Build.. 101, 133-143. https://doi.org/10.1016/j.enbuild.2015.04.036 LaVision StrainMaster[WWW Document], 2016. http://www.lavision.de/en/products/strainmaster/index.php. (Accessed 27 January 2017). Li, V.C., Mishra, D.K., Wu, H.-C., 1995. Matrix design for pseudo-strain-hardeningfibre reinforced cementitious composites. Mater. Struct. 28, 586-595.https://doi.org/10.1007/BF02473191 Luukkonen,T., Abdollahnejad, Z.,Yliniemi, J., Kinnunen, P., Illikainen, M., 2018.One-part alkali-activated materials: a review. Cement Concr. Res. 103,21-34. https://doi.org/10.1016/j.cemconres.2017.10.001 Mastali, M., Dalvand, A., Sattarifard, A.R., Illikainen, M., 2018. Development of eco-efficient and cost-effective reinforced self-consolidation concretes with hybridindustrial/recycled steel fibers. Construct. Build. Mater. 166, 214-226. https://doi.org/10.1016/j.conbuildmat.2018.01.147 McLellan, B.C., Williams, R.P., Lay, J., van Riessen, A., Corder, G.D., 2011. Costs andcarbon emissions for geopolymer pastes in comparison to ordinary portlandcement. J.Clean. Prod. 19, 1080-1090.https://doi.org/10.1016/j.jclepro.2011.02.010 Mustafa Sahmaran, M.L., Khandaker M.A. Hossain, Ravi Ranade, and Victor C. Li,Lachemi, M., Khandaker M. A., H., Ranade, R., Victor C, L., 2009. Influence ofaggregate type and size on ductility and mechanical properties of engineeredcementitious composites. Materials J. 106. https://doi.org/10.14359/56556 Nedeljkovic, M., Lukovic, M., van Breugel, K., Hordijk, D., Ye, G.,2018. Developmentand application of an environmentally friendly ductile alkali-activated com-posite.J. Clean. Prod.180,524-538.https://doi.org/10.1016/j.jclepro.2018.01.162 Nematollahi, B., Sanjayan,J., Shaikh, F.U.A., 2016. Matrix design of strain hardeningfiber reinforced engineered geopolymer composite. Compos. B Eng. 89,253-265. https://doi.org/10.1016/j.compositesb.2015.11.039 Nematollahi, B., Ranade, R., Sanjayan,J., Ramakrishnan, S., 2017. Thermal and me-chanical properties of sustainable lightweight strain hardening geopolymercomposites. Arch. Civ. Mech. Eng. 17, 55-64. https://doi.org/10.1016/j.acme.2016.08.002 Nguyen, H., Carvelli,V., Adesanya, E., Kinnunen, P., Illikainen, M., 2018. High per-formance cementitious composite from alkali-activated ladle slag reinforcedwith polypropylene fibers. Cement Concr. Compos.90, 150-160. https://doi.org/10.1016/j.cemconcomp.2018.03.024 Nguyen, H., Kinnunen, P., Carvelli, V., Mastali, M., Illikainen, M., 2019. Strain hard-ening polypropylene fiber reinforced composite from hydrated ladle slag andgypsum. Compos. B Eng. 158, 328-338. https://doi.org/10.1016/j.compositesb.2018.09.056 Ohno, M., Li, V.C., 2014. A feasibility study of strain hardening fiber reinforced flyash-based geopolymer composites. Construct. Build. Mater. 57, 163-168.https://doi.org/10.1016/j.conbuildmat.2014.02.005 Ohno, M., Li, V.C., 2018. An integrated design method of Engineered GeopolymerComposite. Cement Concr. Compos. 88, 73-85. https://doi.org/10.1016/j. cemconcomp.2018.02.001 Paegle, I., Minelli, F., Fischer, G., 2016. Cracking and load-deformation behavior offiber reinforced concrete: influence of testing method. Cement Concr. Compos.73,147-163. https://doi.org/10.1016/j.cemconcomp.2016.06.012 Pakravan, H.R., Jamshidi, M., Latifi, M., 2016. Study on fiber hybridization effect ofengineered cementitious composites with low- and high-modulus polymericfibers. Construct. Build.1. Mater. 112, 739-746. https://doi.org/10.1016/j.conbuildmat.2016.02.112 Pakravan, H.R., Latifi, M., Jamshidi, M., 2017. Hybrid short fiber reinforcement sys-tem in concrete: a review. Construct. Build. Mater. 142, 280-294. https://doi.org/10.1016/j.conbuildmat.2017.03.059 Passuello, A., Rodriguez, E.D., Hirt, E., Longhi, M., Bernal, S.A., Provis, J.L., Kirchheim,A.P., 2017. Evaluation of the potential improvement in the environmentalfootprint of geopolymers using waste-derived activators. J. Clean. Prod. 166,680-689https://deiorg/19.1916/iislepre 201798.007ittps: rg/1 Pelletier, L., Winnefeld, F, Lothenbach, B., 2010. The ternary system Portlandcement-calcium sulphoaluminate clinker-anhydrite: hydration mechanismand mortar properties. Cement Concr. Compos.32, 497-507. https://doi.org/10.1016/j.cemconcomp.2010.03.010 Plizzari, G.A. L.G.S. A.M , 2005. Bending and uniaxial tensile tests on concretereinforced with hybrid steel fibers. J. Mater. Civ. Eng. 17, 519-527. https://doi.org/10.1061/(ASCE)0899-1561(2005)17:5(519) Provis, J.L., 2017. Alkali-activated materials. Cement Concr. Res. https://doi.org/10.1016/j.cemconres.2017.02.009. RILEM, 1985. Determination of the fracture energy of mortar and concrete by meansof three-point bend tests on notched beams. Mater.Struct.18,287-290. https://doi.org/10.1007/BF02472918 Sengul, O., 2016. Mechanical behavior of concretes containing waste steel fibersrecovered from scrap tires. Construct. Build. Mater. 122, 649-658. https://doi.org/10.1016/j.conbuildmat.2016.06.113 Serjun,V.Z., Mirtic, B., Mladenovic, A., 2013. Evaluation of ladle slag as a potentialmaterial for building and civil engineering. Mater. Technol. 47,543-550. Sukontasukkul, P., Pongsopha, P., Chindaprasirt, P.,Songpiriyakij, S., 2018. Flexuralperformance and toughness of hybrid steel and polypropylene fibre reinforcedgeopolymer. Construct. Build. Mater. 161, 37-44. https://doi.org/10.1016/j.conbuildmat.2017.11.122 Turner, L.K., Collins, F.G., 2013. Carbon dioxide equivalent (CO2-e) emissions: acomparison between geopolymer and OPC cement concrete. Construct. Build.Mater. 43, 125-130. https://doi.org/10.1016/j.conbuildmat.2013.01.023 van Deventer, J.S.J., Provis, J.L., Duxson, P., Brice, D.G., 2010.Chemical research andclimate change as drivers in the commercial adoption of alkali activated ma-terials. Waste Biomass Valorization 1, 145-155. https://doi.org/10.1007/s12649-010-9015-9 Yan, H., Sun, W., Chen, H., 1999. The effect of silica fume and steel fiber on thedynamic mechanical performance of high-strength concrete. Cement Concr.Res. 29, 423-426. https://doi.org/10.1016/S0008-8846(98)00235-X Yang, E.-H., Wang, S., Yang, Y., Li, V.C., 2008. Fiber-bridging constitutive law ofengineered cementitious composites. J. Adv. Concr.Technol. 6,181-193. https://doi.org/10.3151/jact.6.181 Yin, S., 2017. Environmental benefits of using recycled PP fibre through a life cycleassessment. In: Yin, S. (Ed.), Development of Recycled Polypropylene PlasticFibres to Reinforce Concrete. Springer Singapore, Singapore, pp. 103-122.https://doi.org/10.1007/978-981-10-3719-1_6. Yin, S., Tuladhar, R., Sheehan, M., Combe,M., Collister, T., 2016. A life cycle assess-ment of recycled polypropylene fibre in concrete footpaths. J. Clean. Prod. 112,2231-2242. https://doi.org/10.1016/j.jclepro.2015.09.073 The development of high-performance cementitious composites from industrial side streams, which has both economic and environmental benefits, is of high demand. Ladle slag is a promising by-product from the steelmaking industry, which can form an ettringite-based binder. This experimental investigation focuses on the mechanical properties of different hybrid and mono fibers reinforced by ettringite-based binders from the ladle slag. The experimental results reveal that fibers greatly enhance the mechanical properties of the developed mixtures. The composites exhibit strain-hardening behavior with multiplecracks under flexural and tensile loading. In addition, the compressive strength of the composites can be 130% higher than the plain materials. To attain a balance between mechanical and economic aspects, a multi-criteria ranking method was used to evaluate 12 different mixtures. The ranking method suggests that a polypropylene micro fiber reinforced composite is the best mixture. The study recommends the efficient use of this industrial by-product for valuable applications in the construction industry.
确定


还剩11页未读,是否继续阅读?

产品配置单


北京欧兰科技发展有限公司为您提供《复合材料中形变应变场检测方案(其它无损检测仪器/设备)》,该方案主要用于蔬菜中形变应变场检测,参考标准--,《复合材料中形变应变场检测方案(其它无损检测仪器/设备)》用到的仪器有LaVision StrainMaster材料应变形变成像测量系统、LaVision DaVis 智能成像软件平台
推荐专场





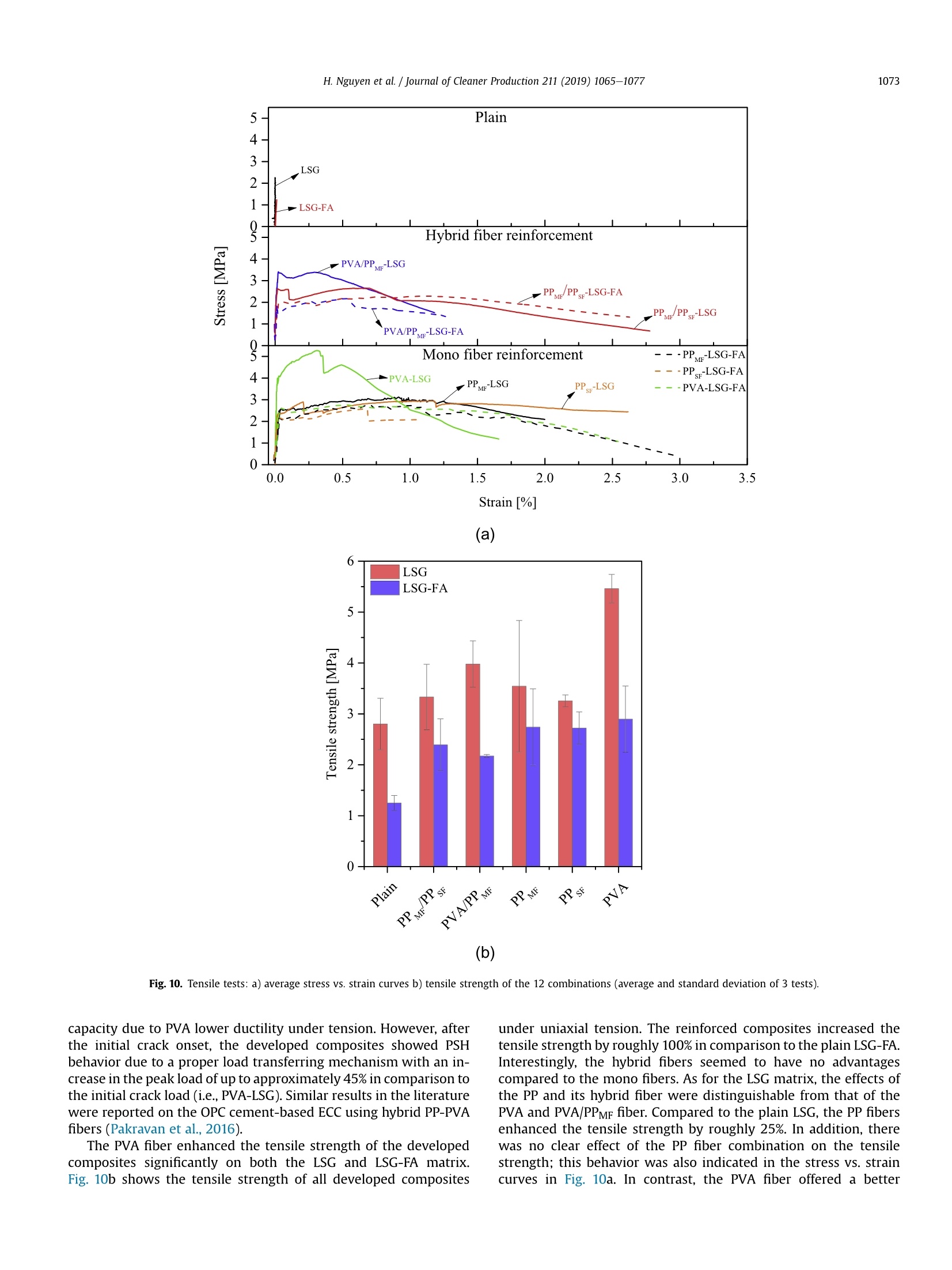
相关方案
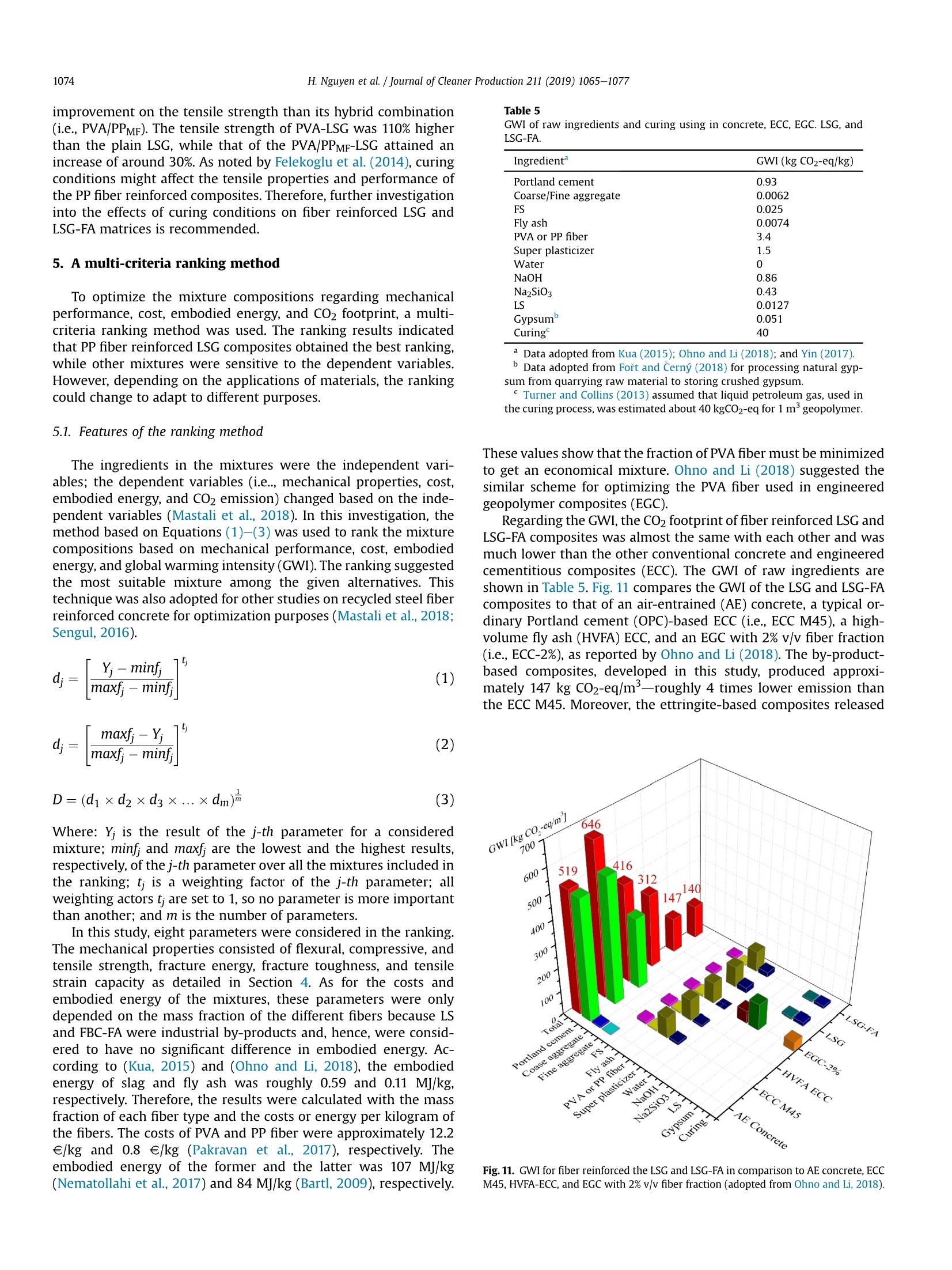
更多