






本文发表于2004年第2期的CPP(Chemical Plant+Process)杂志上,重点介绍了OPUS系统在结晶反应过程控制中应用的原理、安装方式、以及测试的结果等。
方案详情

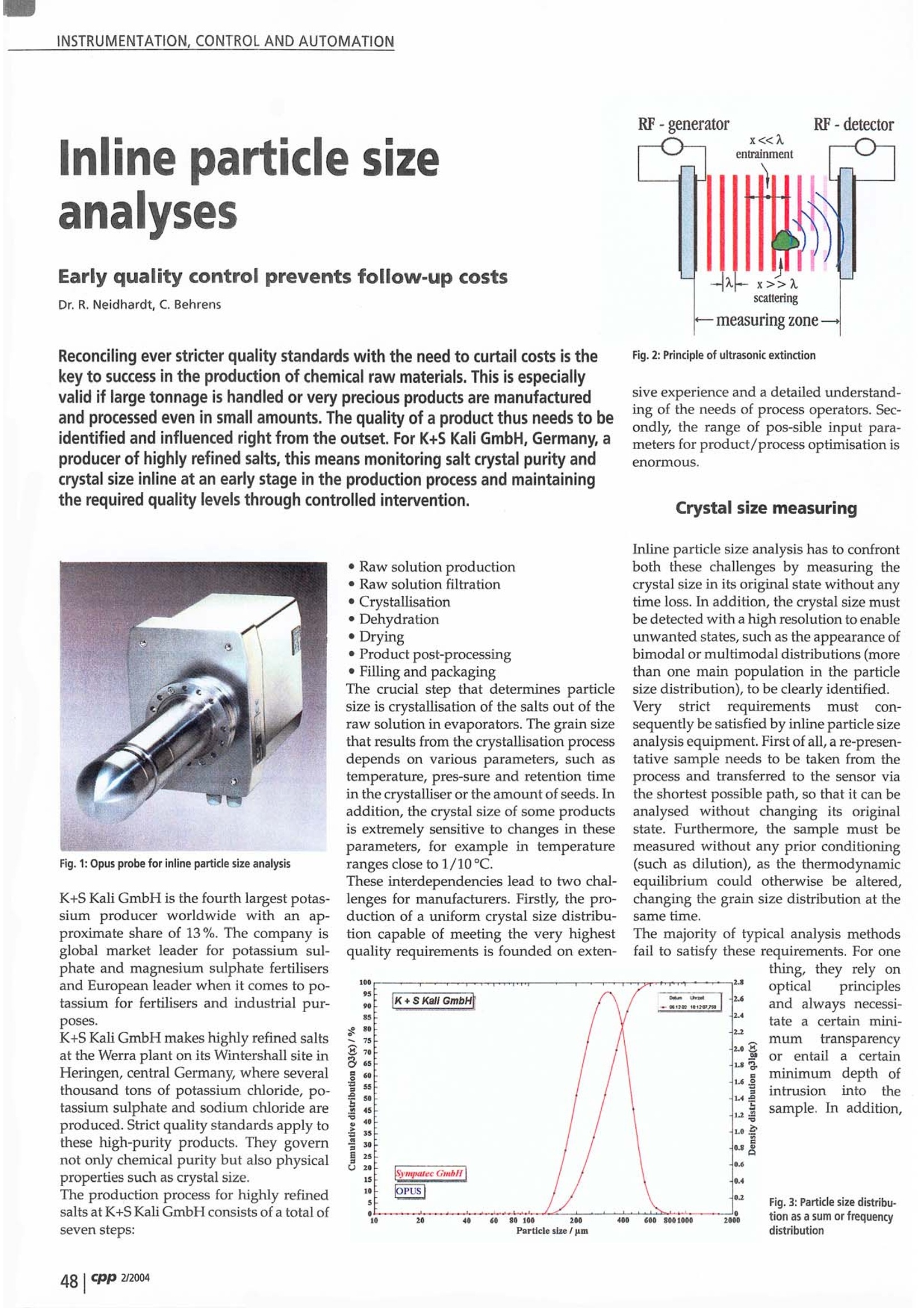
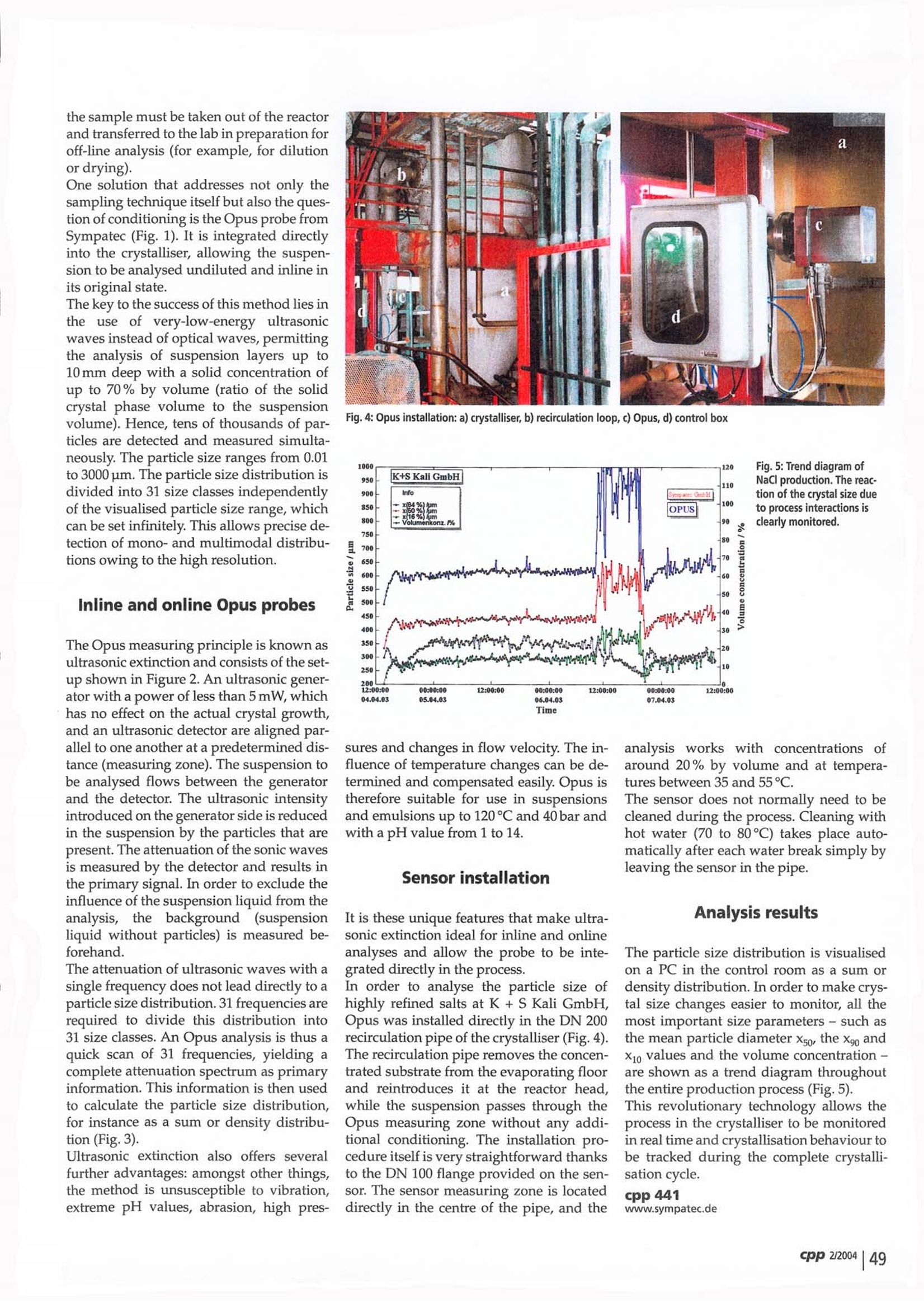
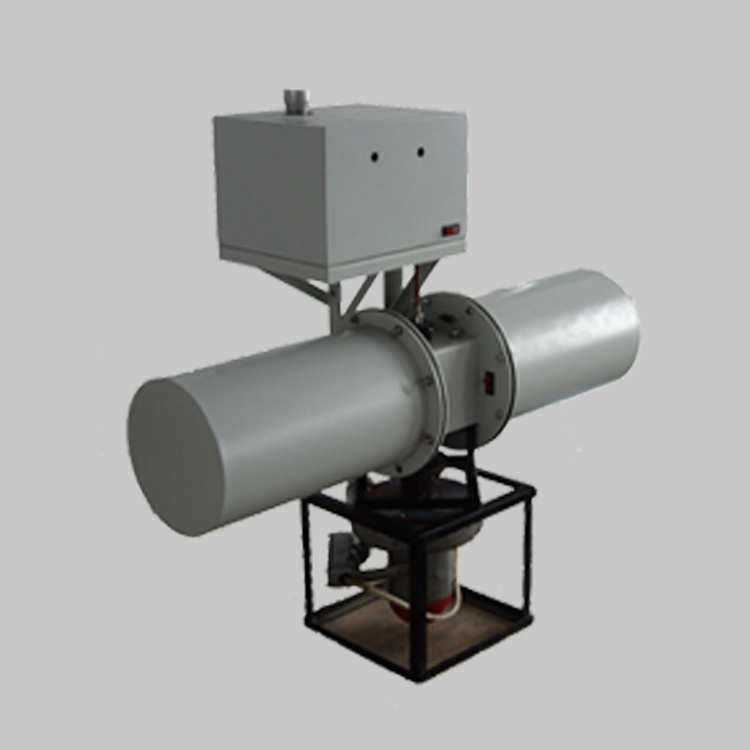
chemicalI plants + processing INSTRUMENTATION, CONTROL AND AUTOMATION www.cav.de CAVE / 02.2004 / Seite: 48 Kennziffer: 441InLine-PartikeLgroBenanalyse Opus BeLegexempLare:1 CHEMIE-ANLAGEN+ VERFAHRENINTERNATIONAL Inline particle sizeanalyses Early quality control prevents follow-up costsDr. R. Neidhardt, C. Behrens Reconciling ever stricter quality standards with the need to curtail costs is thekey to success in the production of chemical raw materials. This is especiallyvalid if large tonnage is handled or very precious products are manufacturedand processed even in small amounts. The quality of a product thus needs to beidentified and influenced right from the outset. For K+S Kali GmbH, Germany, aproducer of highly refined salts, this means monitoring salt crystal purity andcrystal size inline at an early stage in the production process and maintainingthe required quality levels through controlled intervention. Fig. 1: Opus probe for inline particle size analysis K+S Kali GmbH is the fourth largest potas-sium producer worldwide with an ap-proximate share of 13%. The company isglobal market leader for potassium sul-phate and magnesium sulphate fertilisersand European leader when it comes to po-tassium for fertilisers and industrial pur-poses. K+S Kali GmbH makes highly refined saltsat the Werra plant on its Wintershall site inHeringen, central Germany, where severalthousand tons of potassium chloride, po-tassium sulphate and sodium chloride areproduced. Strict quality standards apply tothese high-purity products. They governnot only chemical purity but also physicalproperties such as crystal size.The production process for highly refined salts at K+S Kali GmbH consists of a total ofseven steps: Fig.2: Principle of ultrasonic extinction sive experience and a detailed understand-ing of the needs of process operators. Sec-ondly, the range of pos-sible input para-meters for product/process optimisation isenormous. Crystal size measuring Inline particle size analysis has to confrontboth these challenges by measuring thecrystal size in its original state without anytime loss. In addition, the crystal size mustbe detected with a high resolution to enableunwanted states, such as the appearance ofbimodal or multimodal distributions (morethan one main population in the particlesize distribution), to be clearly identified. Verystrict requirementss mustcon-sequently be satisfied by inline particle sizeanalysis equipment. First of all, a re-presen-tative sample needs to be taken from theprocess and transferred to the sensor viathe shortest possible path, so that it can beanalysed without changing its originalstate. Furthermore, the sample must bemeasured without any prior conditioning(such as dilution), as the thermodynamicequilibrium could otherwise be altered,changing the grain size distribution at thesame time. )- C The majority of typical analysis methodsfail to satisfy these requirements. For one thing, they rely on the sample must be taken out of the reactorand transferred to the lab in preparation foroff-line analysis (for example, for dilutionor drying). One solution that addresses not only thesampling technique itself but also the ques-tion of conditioning is the Opus probe fromSympatec (Fig.1). It is integrated directlyinto the crystalliser, allowing the suspen-sion to be analysed undiluted and inline inits original state. The key to the success of this method lies inthe use of very-low-energy ultrasonicwaves instead of optical waves, permittingthe analysis of suspension layers up to10 mm deep with a solid concentration ofup to 70% by volume (ratio of the solidcrystal phase volume to the suspensionvolume). Hence, tens of thousands of par-ticles are detected and measured simulta-neously. The particle size ranges from 0.01to 3000 um. The particle size distribution isdivided into 31 size classes independentlyof the visualised particle size range, whichcan be set infinitely. This allows precise de-tection of mono- and multimodal distribu-tions owing to the high resolution. Inline and online Opus probes The Opus measuring principle is known asultrasonicextinction and consists of the set-up shown in Figure 2. An ultrasonic gener-ator with a power of less than 5mW,whichhas no effect on the actual crystal growth,and an ultrasonic detector are aligned par-allel to one another at a predetermined dis-tance (measuring zone). The suspension tobe analysed flows between the generatorand the detector. The ultrasonic intensityintroduced on the generator side is reducedin the suspension by the particles that arepresent. The attenuation of the sonic wavesis measured by the detector and results inthe primary signal. In order to exclude theinfluence of the suspension liquid from theanalysis, thebackground (suspensionliquid without particles) is measured be-forehand. The attenuation of ultrasonic waves with asingle frequency does not lead directly to aparticle size distribution.31 frequencies arerequired to divide this distribution into31 size classes. An Opus analysis is thus aquick scan of 31 frequencies, yielding acomplete attenuation spectrum as primaryinformation. This information is then usedto calculate the particle size distribution,for instance as a sum or density distribu-tion (Fig.3). Ultrasonic extinction also offers severalfurther advantages: amongst other things,the method is unsusceptible to vibration,extreme pH values, abrasion, high pres- Fig. 4: Opus installation: a) crystalliser, b) recirculation loop, c) Opus, d) control box - sures and changes in flow velocity. The in-fluence of temperature changes can be de-termined and compensated easily. Opus istherefore suitable for use in suspensionsand emulsions up to 120℃ and 40 bar andwith a pH value from 1 to 14. Sensor installation It is these unique features that make ultra-Ssonic extinction ideal for inline and onlineanalyses and allow the probe to be inte-e-grated directly in the process. -C In order to analyse the particle size ofhighly refined salts at K+S Kali GmbH,I,Opus was installed directly in the DN 200recirculation pipe of the crystalliser (Fig. 4).The recirculation pipe removes the concen-trated substrate from the evaporating floorand reintroduces it at the reactor head,while the suspension passes through theOpus measuring zone without any addi-tional conditioning. The installation pro-D-cedure itself is very straightforward thanksto the DN 100 flange provided on the sen-Ssor. The sensor measuring zone is locateddirectly in the centre of the pipe, and the analysis works with concentrations ofaround 20% by volume and at tempera-tures between 35and 55°C. The sensor does not normally need to becleaned during the process. Cleaning withhot water (70 to 80℃) takes place auto-matically after each water break simply byleaving the sensor in the pipe. Analysis results The particle size distribution is visualisedon a PC in the control room as a sum ordensity distribution. In order to make crys-tal size changes easier to monitor, all themost important size parameters - such asthe mean particle diameter Xso, the Xgo andX10 values and the volume concentration -are shown as a trend diagram throughoutthe entire production process (Fig.5).This revolutionary technology allows theprocess in the crystalliser to be monitoredin real time and crystallisation behaviour tcbe tracked during the complete crystalli-sation cycle. cpp 441 www.sympatec.de cpp /
确定
还剩1页未读,是否继续阅读?

产品配置单

德国新帕泰克有限公司苏州代表处为您提供《结晶反应过程中原理、测试结果检测方案(在线粒度仪)》,该方案主要用于其他中原理、测试结果检测,参考标准--,《结晶反应过程中原理、测试结果检测方案(在线粒度仪)》用到的仪器有德国工业在线湿法粒度仪
推荐专场




相关方案
更多