








方案详情
文
MLT-V100T微泄漏无损密封测试仪依据标准:《ASTM F2338 包装泄露的标准检测方法-真空衰减法》 适用范围:***适用于各种预充式注射器、水针及粉针瓶(玻璃/ 塑 料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。
方案详情

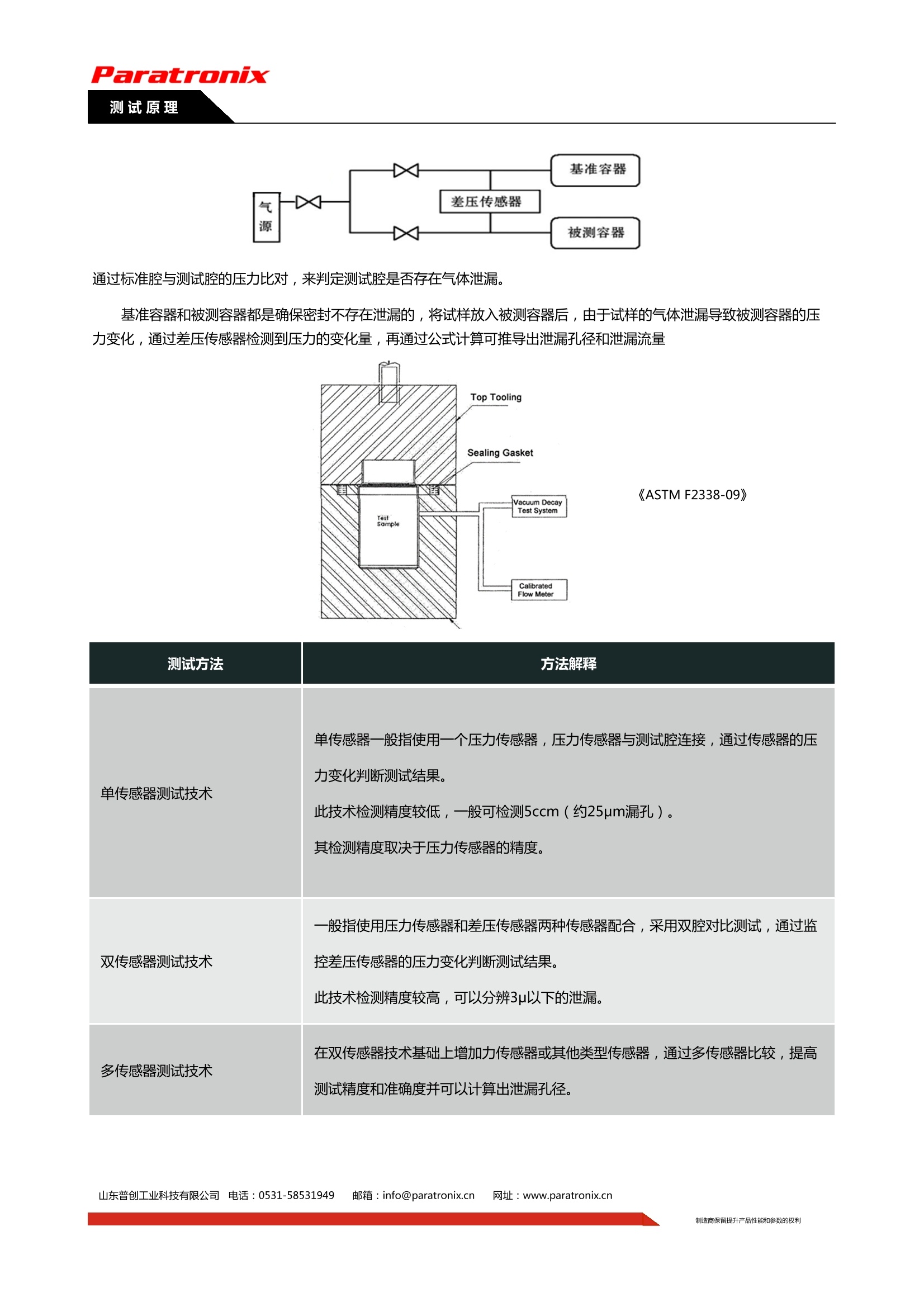
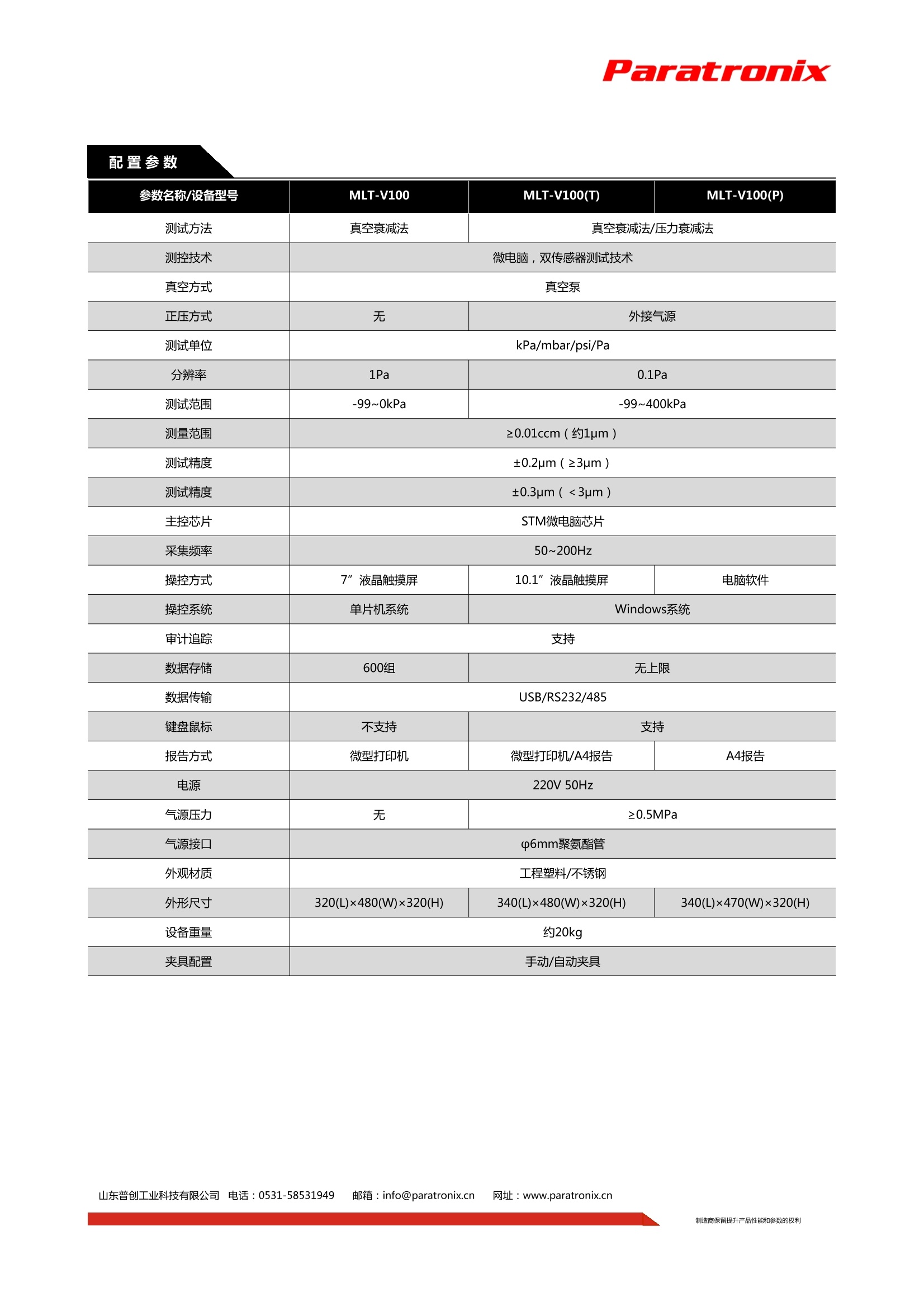
药品包装密封完整性是指药品包装密封系统能够提供的保护药品的能力。它通过确保药品在生产、储存和运输过程中免受污染或损坏,从而确保药品的有效性和安全性。药品包装的密封完整性是确保药品质量和安全的重要因素。药品包装密封完整性测试通过物理化学或是微生物方法直接或是间接地证明包装密封完整性。《药品生产质量管理规范》2010 年修订版明确规定,无菌药品包装容器的密封性应当经过验证,避免产品遭受污染。2020 年 5 月国家药品监督管理局药品审评中心发布的《化学药品注射剂仿制药质量和***一致性评价技术要求》已明确密封性检测方法需经适当的验证; 在稳定性考察部分中明确稳定性考察初期和末期进行无菌检查,其他时间点可采用包装密封完整性替代。包装密封完整性可采用物理完整性测试方法( 如压力/真空衰减等)进行检测,并进行方法学验证。《美国药典》 USP1207系列指导原则对于包装系统密封性相关研究和评价工作具有较高的借鉴意义,其对无菌药品包装系统密封性的概念,范围,检验等主要包括三个章节:USP1207.1产品生命周期的包装系统密封性检查-检测方法的选择与验证,USP1207.2密封性泄漏检测技术,USP1207.3包装密封质量检测技术。本文参考该系列指导原则,对药品包装密封完整性的检测方法关内容进行介绍和梳理。药品包装密封完整性检测,即包装泄漏检测,理想状况下,应能够检测到给定包装产品所不能接受的zui小泄漏。换言之,包装产品所能接受的泄漏水平应在检测范围内。美国药典USP1207对于包装系统完整性检验的方法:主要由传统的微生物挑战法、色水法、气泡释放法、无损定量测试法(真空衰减)、高压放电法、激光法。并将微生物挑战法与色水法定性为概率性的检测方法, 真空衰减法、高压放电法、激光法定性为确定性检测方法。微生物挑战法实施相对容易,在仪器投入方面***不高,但其属于破坏性测试方法,对原料损耗相对pian大,无法定量漏孔级别;尤其在当泄漏通道为曲折路径时,漏检率较高。微生物挑战法的测试时间较长,测试过程繁琐。同样,色水法受多种因素的影响,有时会出现假阳性的测试结果。真空衰减法、高压放电法和激光法等方法较传统的微生物挑战法、色水法等的技术门槛相对较高,药企在开展相关检验与研究时投入相对偏大,但因其属于无损测试方法,可以减少对原料、药品的损耗或破坏,故此美国FDA及欧盟审计官***采用此类无损测试技术替代传统的破坏性测试技术。由于无菌检查工作量***,而且其破坏性使得样品的消耗量也很大,这也成为药品生产企业***的***。如果稳定性考察时能解决这一问题,将da大降低药厂的人力物力***。只是前期需要做好确定性方法的方法确认,及与微生物等方法的关联性能。尤其需要关注其灵敏度是否能够***用户的可接受泄漏限度(MALL值)。同时,选择确定性方法时还要关注包装形式、包装材质、内容物、应用场景等众多因素,来选择适合药品本身特性的检测方法。检测设备微泄漏无损密封测试仪MLT-V100T微泄漏无损密封测试仪依据标准:《ASTM F2338 包装泄露的标准检测方法-真空衰减法》 适用范围:***适用于各种预充式注射器、水针及粉针瓶(玻璃/ 塑 料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。 技术参数测试方法: 差压真空衰减、差压正压衰减 测控技术: 微电脑,双传感器测试技术 测试单位: Kpa/mbar/psi/pa 分 辨 率 :0.001kpa/0.0001psi 真空范围 :0~-99kpa/0~-14.36psi(0-100Kpa可定制) 测试精度 :zui小0.01ccm(约1μm) 判断精度 :±0.2μm 重复精度 :±0.3μm 测试时间 :5-30sec 操作方式:10”彩色触摸屏 数据存储 可存储超过600组数据 数据传输: USB/R232/485/PC 采集频率 :50-500Hz 电 源 :100-240VAC 气源接口: Φ6mm聚氨酯管 外观材质 :工程塑料/不锈钢 夹具配置: 气动夹具或自动多工位夹具Paratronix 产品介绍 MLT系列微泄漏无损密封测试仪依据《ASTM F2338-2013包装泄漏的标准检测方法-真空衰减法》标准研发。专业适用于各种空的/预充式 注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、奶粉罐、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先 进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄漏试验方法比较 水浴法测试 比较项目 微泄漏检测 10~20μm 能够检测的最小孔径 <1μm可检出 >30s 测试时间 10s左右 感官试验,量化难 示值管理量化 泄漏量、泄露孔径 重复性差 再现性 可进行数值再现 破坏试验 破坏/非破坏性 非破坏性试验 水(需要维护) 试验介质 空气 小泄漏不易发现 人为错误 数值管理,无需人工 可以定位漏点 漏点确认 不能确认漏点 执行标准 《ASTM F2338-13包装泄漏的标准检测方法-真空衰减法》 《USP1207美国药典标准 》 《药品GMP指南——无菌药品》11.1密封完整性测试 《中国药典》2020年版四部微生物检查法 《化学药品注射剂包装系统密封性研究技术指南(试行)》 《YYT 0681.18-2020无菌医疗器械包装试验方法第18部分:用真空衰减法无损检验包装泄漏》 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。 基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压 力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 测试方法 方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压 力变化判断测试结果。 此技术检测精度较低,一般可检测5ccm(约25μm漏孔)。 其检测精度取决于压力传感器的精度。 双传感器测试技术 一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监 控差压传感器的压力变化判断测试结果。 此技术检测精度较高,可以分辨3μ以下的泄漏。 多传感器测试技术 在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高 测试精度和准确度并可以计算出泄漏孔径。 技术优势 ● 内置10吋触摸屏电脑与外置电脑可选; ● 单样检测过程用时在15S内(管路、腔体的抽真空,保压和样品测试时间); ● 可精确显示泄漏孔径(≥1μm)及泄漏量 ; ● 测试腔与主机为分体布局,一套测试腔适用5种以上规格试样; ● 测试腔为铝合金或不锈钢制造,气动夹持; ● 内置流量计,一键完成流量校准; ● 具备零点、漏孔、流量3种校准方式; ● 测试结果具备压力衰减、泄漏孔径、泄漏流量三种判断模式 ● 测试结果流量误差≤0.1sccm ● 真空分辨率≤1pa/0.01mbar/0.0001psi ● 具备(kpa/mbar/pa/psi)等测试单位转换 ● 可检测西林瓶,输液袋,隐形眼镜、奶粉罐,电子配件等各种软、硬试样的正负压力衰减测试; 国 儿 看瓜 心 园 心 国整际 回口 中国 P aratrab be 参数名称/设备型号 MLT-V100 MLT-V100(T) MLT-V100(P) 测试方法 真空衰减法 真空衰减法/压力衰减法 测控技术 微电脑,双传感器测试技术 真空方式 真空泵 正压方式 无 外接气源 测试单位 kPa/mbar/psi/Pa 分辨率 1Pa 0.1Pa 测试范围 -99~0kPa -99~400kPa 测量范围 ≥0.01ccm(约1μm) 测试精度 ±0.2μm(≥3μm) 测试精度 ±0.3μm(<3μm) 主控芯片 STM微电脑芯片 采集频率 50~200Hz 操控方式 7”液晶触摸屏 10.1”液晶触摸屏 电脑软件 操控系统 单片机系统 Windows系统 审计追踪 支持 数据存储 600组 无上限 数据传输 USB/RS232/485 键盘鼠标 不支持 支持 报告方式 微型打印机 微型打印机/A4报告 A4报告 电源 220V 50Hz 气源压力 无 ≥0.5MPa 气源接口 φ6mm聚氨酯管 外观材质 工程塑料/不锈钢 外形尺寸 320(L)×480(W)×320(H) 340(L)×480(W)×320(H) 340(L)×470(W)×320(H) 设备重量 约20kg 夹具配置 手动/自动夹具
确定


还剩2页未读,是否继续阅读?

产品配置单





山东普创工业科技有限公司为您提供《药品包装密封完整性的试验方法》,该方案主要用于塑料中密封性检测,参考标准--,《药品包装密封完整性的试验方法》用到的仪器有包装耐压试验仪SCT-A6、热封仪HST-01A热封试验仪、玻璃瓶耐内压试验仪SPT-01、水蒸气透过率测试仪/透湿仪WVTR-RC6、瓶盖扭矩仪PNY-20A
推荐专场
















相关方案
更多
该厂商其他方案
更多