








方案详情
文
微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》 标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。
方案详情

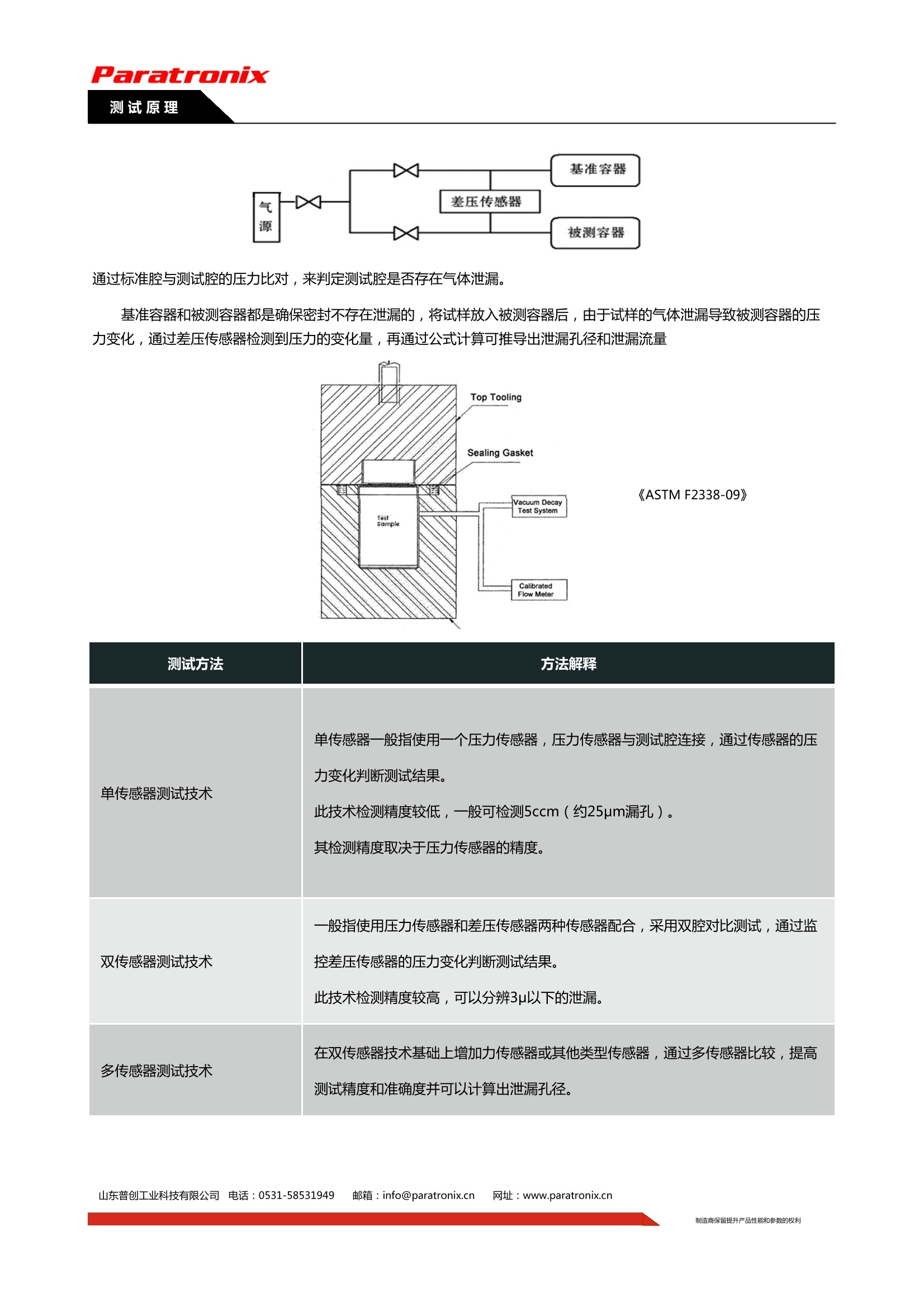
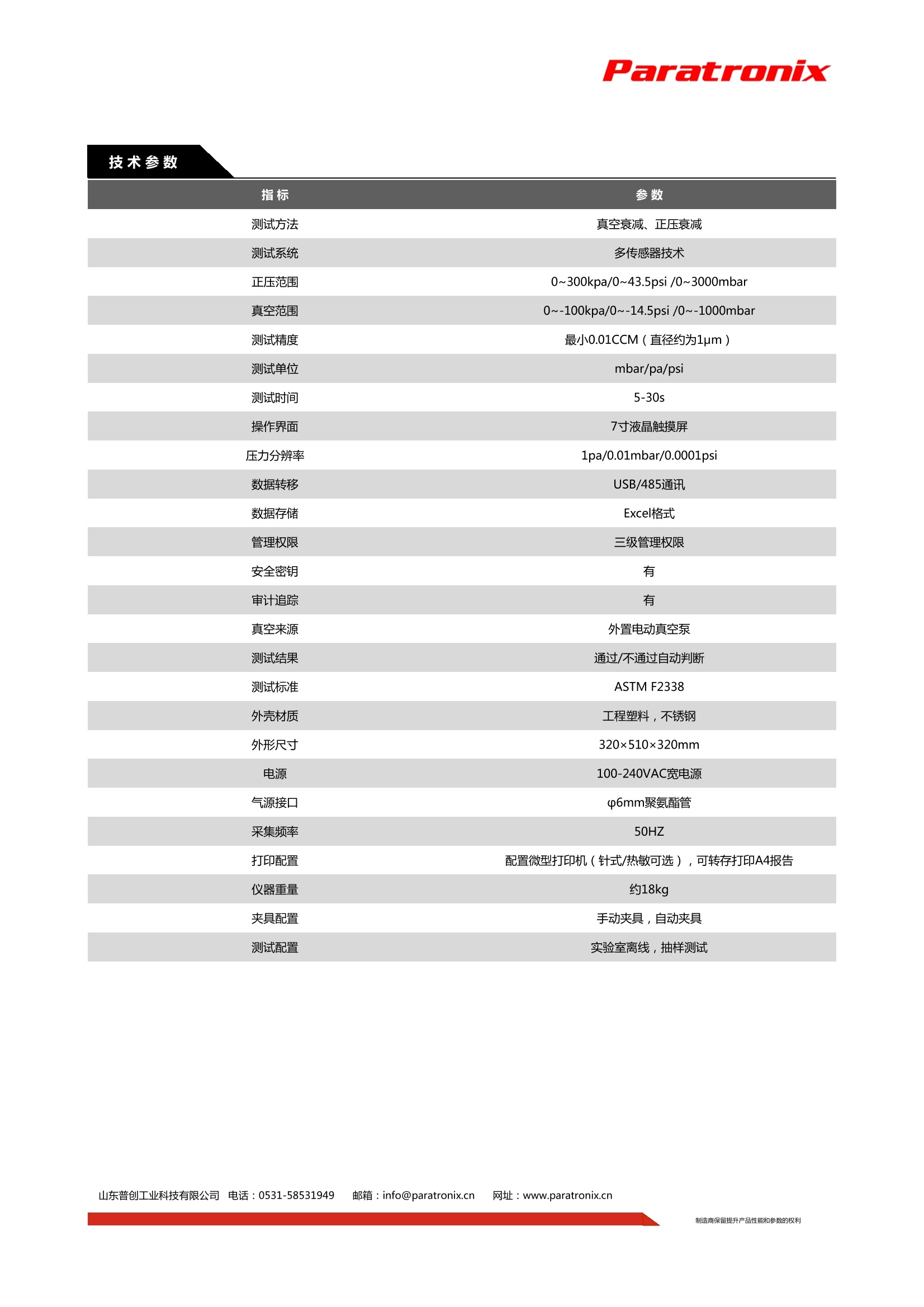
Paratronix MLT-V100 型微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄漏试验方法比较 水浴法测试 比较项目 微泄漏检测 10~20um 能够检测的最小孔径 <1um可检出 >30s 测试时间 10s左右 感官试验,量化难 示值管理量化 泄漏量、泄露孔径 重复性差 再现性 可进行数值再现 破坏试验 破坏/非破坏性 非破坏性试验 水(需要维护) 试验介质 空气 小泄漏不易发现 人为错误 数值管理,无需人工 可以定位漏点 漏点确认 不能确认漏点 《ASTM F2338-13包装泄漏的标准检测方法-真空衰减法》 《USP1207美国药典示准》 《药品GMP指南——无菌药品》11.1密封完整性测试 《中国药典》2020年版四部微生物检查法 《化学药品注射剂包装系统密封性研究技术指南(试行)》 山东普创工业科技有限公司电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。 基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 测试方法 方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压 力变化判断测试结果。 此技术检测精度较低,一般可检测5ccm(约25um漏孔)。 其检测精度取决于压力传感器的精度。 双传感器测试技术 一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监 控差压传感器的压力变化判断测试结果。 此技术检测精度较高,可以分辨3p以下的泄漏。 多传感器测试技术 在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高 测试精度和准确度并可以计算出泄漏孔径。 Paratronix 软件功能 多级管理权限设置,使用者通过唯一账号密码登录,不同权限对应不同操作功能,符合国家药典相关规定。 设备内置三种校准程序,客户可对零点,流量和孔径进行对应的精确校准。任何一种校准方式都不需要外接传感器,本机可实现自由校准。 支持全键盘,字母,数字等多种输入方式 ( 山东普创工业科技有限公司电话:0531-58531949 邮箱:info@paratronix.cn 网址: www.paratronix.cn ) 技术参数 指标 参数 测试方法 真空衰减、正压衰减 测试系统 多传感器技术 正压范围 0~300kpa/0~43.5psi /0~3000mbar 真空范围 0~-100kpa/0~-14.5psi /0~-1000mbar 测试精度 最小0.01CCM(直径约为1um) 测试单位 mbar/pa/psi 测试时间 5-30s 操作界面 7寸液晶触摸屏 压力分辨率 1pa/0.01mbar/0.0001psi 数据转移 USB/485通讯 数据存储 Excel格式 管理权限 三级管理权限 安全密钥 有 审计追踪 有 真空来源 外置电动真空泵 测试结果 通过/不通过自动判断 测试标准 ASTM F2338 外壳材质 工程塑料,不锈钢 外形尺寸 320×510×320mm 电源 100-240VAC宽电源 气源接口 p6mm聚氨酯管 采集频率 50HZ 打印配置 配置微型打印机(针式/热敏可选),可转存打印A4报告 仪器重量 约18kg 夹具配置 手动夹具,自动夹具 测试配置 实验室离线,抽样测试 制造商保留提升产品性能和参数的权利 山东普创工业科技有限公司电话: 邮箱: info@paratronix.cn 网址: www.paratronix.cn制造商保留提升产品性能和参数的权利 化学药品注射剂仿制药质量与疗效一致性评价技术要求(征求意见稿)中,稳定性研究技术要求中提到:“稳定性考察初期和末期进行无菌检查,其它时间点可采用容器密封性替代。容器密封性可采用物理完整性方法(例如压力/真空衰减等)进行检测,并进行方法学验证。" 在产品生命周期中不同阶段对CCIT的要求。实际生产和操作过程中如何满足这些要求呢?目前市场上有哪些方法可供选择?不同的产品如何选择合适的检测方法呢?本篇将围绕这些内容展开进一步的讨论。1、常见的容器密封完整性验证方法主要有如下几种1.1 微生物侵入实验法验证密封完整性:往产品容器内灌入培养基并按常规方式压塞,轧盖,灭菌后冷却备用。将冷却后的容器倒置并将瓶口完全浸没于高浓度的运动菌液中,如大肠埃希菌,铜绿假单胞菌或粘质沙雷菌,4小时后,将容器外表面消毒并培养,看是否有挑战性细菌在容器内生长。1.2 饱和盐水法测试密封性:有些产品可以做盐水渗入试验:在玻璃瓶灌入注射用水,并按常规方法密封(压塞、轧盖),此后,将其倒置于一盛有饱和盐水的托盘内,是胶塞及铝盖全部进入饱和盐水中。将其放入灭菌设备并按常规的灭菌程序灭菌,分析瓶中内容物是否含氯化钠检查密封完整性。1.3 亚甲基蓝溶液法:取适当数量的玻璃瓶,在玻璃瓶中灌入注射用水,按常规方法压塞、轧盖。胶塞及样品的处理好模拟实际生产工艺。将样品倒置,放入装有一定浓度亚甲基蓝溶液的容器中,使其完全浸没。将容器放入真空箱中抽真空,维持一段时间,真空箱恢复至常压,继续维持一段时间。取出,用水冲洗瓶外,目检。亚甲基蓝溶液不得渗入瓶内。开发阶段的容器密封完整验证方法有时也用于生产过程中的检测。2、常见的密封完整性检查方法主要有如下几种2.1 利用染色浴测试密封性:在高温灭菌箱灭菌之后,染色浴的测试可以在灭菌腔室内进行(如果技术条件允许的话),也可在另一个可以调整压力的容器中进行。将容器完全浸没在染色浴,并且存在负压的环境中。如果该容器有裂缝,空气就会从瓶中溢出,当容器表面有正压时,染色溶液会从裂缝进入瓶内部。通过目检剔除变色的容器。对于小批量产品,染色浴是一个相对经济的做法,不需要很多技术仪器,而且可以检出较大的泄漏。然而,该方法具有如下缺点:●必需对染色浴的溶液(染色物)进行控制,维护,并在使用后,以适当的方式排放,以符合环保的要求。此外,应确定清洁步骤,以便可靠的清除染色物的残留;●如果是棕色玻璃,那么此方法的灵敏度较差,结果较难确认;●如果该测试是在另一个可调压力的容器中进行,过程比较复杂,包括抽真空、加压(每次需要30分钟)以及产品转移、测试等步骤;●染料被稀释或随着时间褪色;●存在微生物污染风险,在容器上的裂痕须较大,才能在目检中检出,微小而不易检出的染色溶液渗漏,可导致微生物或化学污染。(详见图片1示例)。图1,染色浴法检测后不同程度的泄漏样品2.2 蒸汽中的密封完整性测试:灌装有油性溶液的容器在高压灭菌箱中抽真空以及连续的压力变化后,蒸汽可以渗透入容器中,这样可以在油相中发现可见的浑浊,或者在出现较大的裂痕时,在容器的底部会出现可见的油水两相分界。这种情况都可以通过目检或者电气检查法检测到。考虑到以上检测方法的缺点,监管和法规更推荐使用无损的物理检测方法。3、常见的几种无损的物理检测方法3.1 高压放电法(HVLD):检测原理:利用高压放电原理,在待检药品两端分别连接两个电极,C1和C2为药液和电极之间的电容(因为绝缘瓶壁的阻挡,电极不能与溶液接触,所以产生电容),R为药液的电阻值。当容器不泄漏时,回路中会产生较低的微电流为I1;当容器泄漏时,由于泄漏引起的药液与电极之间的电容消失,即容抗消失,回路中会产生的较高的电流I2,通过电流值的比对,可以判断出容器是否泄漏。图2,高压放电法检测原理图该方法主要用于在绝缘包装里面的不易燃导电液体的检测,在选择方案时应首先评价该检测方法和产品的兼容性。其次,仪器的设计/制造会影响检测结果,需评价设备的检测工艺能否满足检测需求。如,包装需要被旋转以捕捉顶空区域的泄漏等。不能用该方法检测的产品有:●电导率低于1.5μS/cm;●油类产品;●装量太低的产品;●可燃,易燃产品,含有酒精等有机溶剂的产品;●凝胶类产品(流动性差,难以使药水渗入裂纹);●对氧气敏感的产品(高压放电产生臭氧,需考虑臭氧的氧化性)。3.2 真空/压力衰减法(PDLD):检测原理:将待检测产品置入密封容器中,向密封容器充入定流量、定压力的正压或负压(相对于大气压力)气体,然后保压至平衡状态,如果瓶子泄漏,密封容器和瓶子间的空间压力变化,通过高精度压力传感器即可以区分出泄漏瓶与合格瓶。根据不同的应用场合又主要分为以下几种:压力衰减法,真空衰减法和差压法等。图3,压力衰减法检测原理图(泄漏瓶)图4,压力衰减法检测原理图(无泄漏瓶)该方法适用范围较广,水针和粉针注射剂都可选用,在选择该方法时需注意以下几个方面:●要求产品表面干燥;●无挥发性药液不适合真空衰减法检漏;●蛋白质堵塞可能影响泄漏检测;●液体泄漏可能污染测试腔体;●仪器设计和制造可能影响测试结果(传感器和内部系统设计)。3.3 激光顶空气体分析法(HGA):以负压或充氮顶空产品为代表的包装,是典型的一种瓶子内部的顶空气体成分与背景气体——空气的成分有比较明显差异的包装形式,如果瓶子泄漏,顶部空间气体成分趋近于背景气体,这样就可以通过分析顶部空间气体的某种气体成分来区分合格品与泄漏品。图5,顶空气体分析检测原理图6,不同氧气浓度的吸收光谱图7,常见的检测应用(气体种类)选择该方法时需注意以下几个方面:●容器有顶空空间;●顶空空间的气体成份与环境不同(真空或充氮等);●评估系统可达到的精度。不同的检测工况(如:静态或动态,离线或在线等)会有差异;●足够的储存时间(轧盖结束后,HGA检漏前)。泄漏是一个过程,不同的产品顶空压力会导致不同的泄漏率,相对的储存时间也有差异。例如,假设同样的漏孔直径,真空瓶随着时间真空度损失较快,而充氮的常压瓶泄漏速度较慢,具体应用时需根据产品特点做评估。了解了以上常用的检测方法内容,基于不同的产品和检测应用场景,您是否还有疑惑?结合本篇中各种方法的介绍和分析作为生产包装检测仪器的生产厂家,我们山东普创工业科技现有十余年的经验,目前我们公司有真空衰减法的密封测试仪,现在针对这款仪器我们做个详细的介绍,希望有这款仪器的需求可以重点参考一下我们公司! MLT-V100 型微泄漏无损密封测试仪依据《ASTM F2338-2013 包装泄漏的标准检测方法-真空衰减法》 标准研发。专业适用于各种空的/预充式注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄 漏 试 验 方 法 比 较水浴法测试比较项目微泄漏检测10~20μm能够检测的最小孔径<1μm可检出>30s测试时间10s左右感官试验,量化难示值管理 量化泄漏量、泄露孔径重复性差再现性可进行数值再现破坏试验破坏/非破坏性非破坏性试验水(需要维护)试验介质空气小泄漏不易发现人为错误数值管理,无需人工可以定位漏点漏点确认不能确认漏点执 行 标 准《ASTM F2338-13 包装泄漏的标准检测方法-真空衰减法》《USP1207美国药典标准 》《药品GMP指南——无菌药品》11.1密封完整性测试《中国药典》2020年版四部 微生物检查法《化学药品注射剂包装系统密封性研究技术指南(试行)》 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 《ASTM F2338-09》 测试方法方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压力变化判断测试结果。此技术检测精度较低,一般可检测5ccm(约25μm漏孔)。其检测精度取决于压力传感器的精度。 双传感器测试技术一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监控差压传感器的压力变化判断测试结果。此技术检测精度较高,可以分辨3μ以下的泄漏。 多传感器测试技术在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高测试精度和准确度并可以计算出泄漏孔径。 想了解更多的检测仪器,请致电联系我们!
确定


还剩2页未读,是否继续阅读?

产品配置单

山东普创工业科技有限公司为您提供《药瓶中包装完整密封性检测方案(密封试验仪)》,该方案主要用于玻璃中理化性质检测,参考标准--,《药瓶中包装完整密封性检测方案(密封试验仪)》用到的仪器有山东普创-MLT-V100质量提取法检漏仪
推荐专场






相关方案
更多
该厂商其他方案
更多