








方案详情
文
摘要:电主轴Z向热变形是影响高速数控机床加工精度的主要因素,目前常用的补偿技术是流体介质形式的液冷和风冷,也出现了基于帕尔贴原理的TEC半导体冷却技术。目前TEC冷却技术在电主轴热变形补偿中存在的主要问题是无法对主轴热变形量进行直接调控,还需基于复杂模型对温度进行控制来间接实现补偿。为此本文提出了闭环控制回路的解决方案,直接以涡流位移传感器信号作为控制信号,通过TEC实时控制电主轴热变形稳定在较低水平。
方案详情

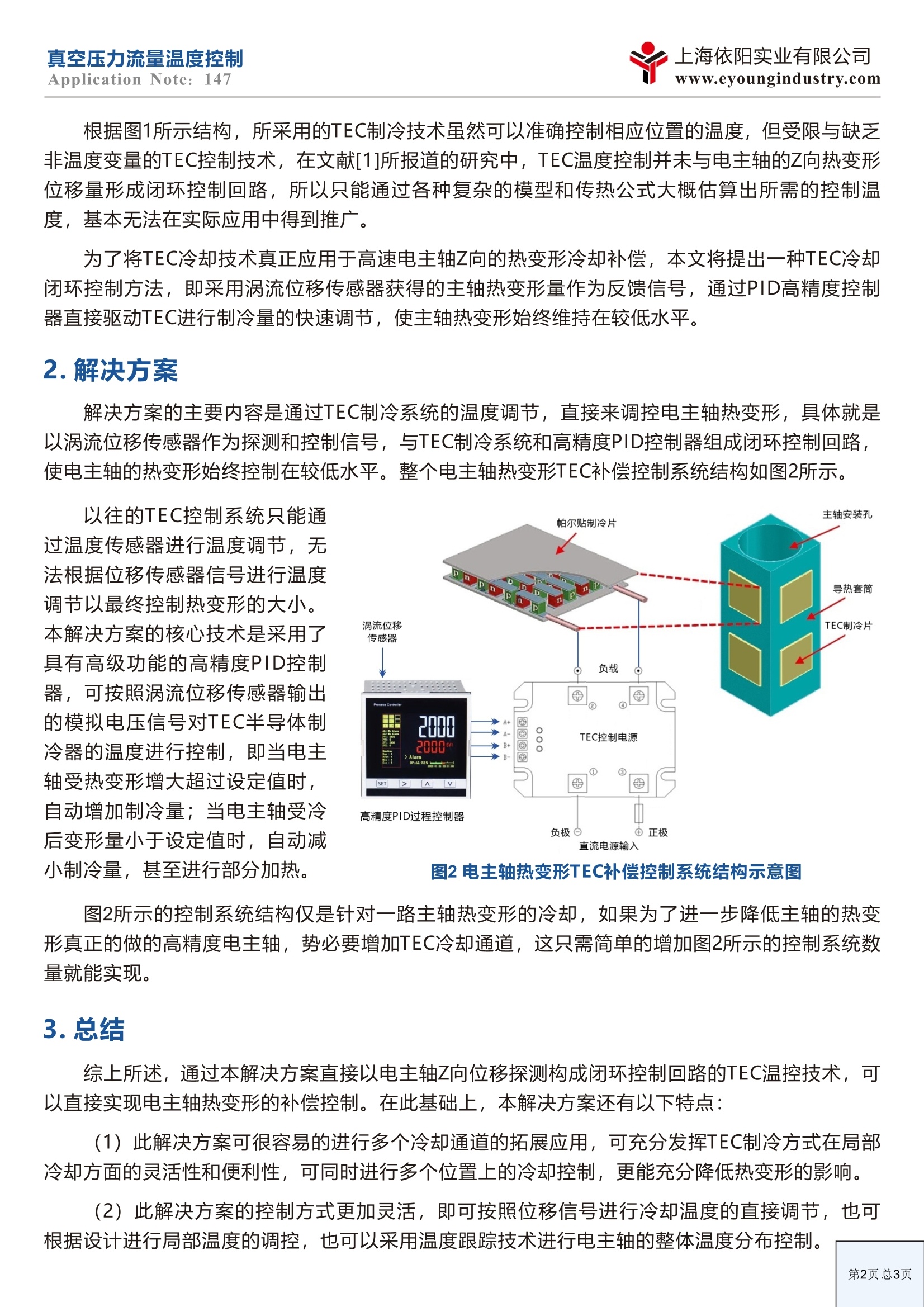
高速数控机床电主轴热补偿的TEC半导体冷却控制系统解决方案Solution of TEC Semiconductor Cooling Control System for Z-Direction Thermal Deformation Compensation of High-Speed Motorized Spindle摘要:电主轴Z向热变形是影响高速数控机床加工精度的主要因素,目前常用的补偿技术是流体介质形式的液冷和风冷,也出现了基于帕尔贴原理的TEC半导体冷却技术。目前TEC冷却技术在电主轴热变形补偿中存在的主要问题是无法对主轴热变形量进行直接调控,还需基于复杂模型对温度进行控制来间接实现补偿。为此本文提出了闭环控制回路的解决方案,直接以涡流位移传感器信号作为控制信号,通过TEC实时控制电主轴热变形稳定在较低水平。---------------------------------------------------1. 问题的提出高精度加工中心在加工零件时,由于温度的逐渐升高,会发生X向、Y向和Z向的热变形,Z向热变形是由机床的立柱的热变形、机床主轴箱的热变形、机床主轴的热变形、机床Z向丝杠的热变形等复合而成,其中主轴的变形数值较大,对机床的加工精度影响最为严重,因此电主轴Z向热变形补偿是加工中心提高加工精度首先要考虑的问题。防止热变形的基本原则是控制电主轴组件的温升,因此采用主动冷却成为最佳选择。最常用的冷却方式是风冷和液冷,通过流动介质来散发主轴上产生的热量,但流体冷却存在响应速度慢和电主轴内部不同热源产生的热量很难精确匹配的问题,流体介质的传热能力会受到诸多因素的影响,如停滞流体层的厚度、由流体杂质沉淀引起的污垢热阻、流体的热导率、冷却通道和流体之间的温差以及流速等,都会影响冷却效果,甚至造成冷却通道的堵塞。目前,新出现了一种采用TEC半导体制冷的技术来代替流动介质冷却[1],即将TEC帕尔贴制冷片产生的冷量传递和分配给主轴套筒,精确控制电主轴上的温度分布以快速消除主轴的热变形,其整体结构如图1所示。图1 电主轴TEC冷却系统结构示意图根据图1所示结构,所采用的TEC制冷技术虽然可以准确控制相应位置的温度,但受限与缺乏非温度变量的TEC控制技术,在文献[1]所报道的研究中,TEC温度控制并未与电主轴的Z向热变形位移量形成闭环控制回路,所以只能通过各种复杂的模型和传热公式大概估算出所需的控制温度,基本无法在实际应用中得到推广。为了将TEC冷却技术真正应用于高速电主轴Z向的热变形冷却补偿,本文将提出一种TEC冷却闭环控制方法,即采用涡流位移传感器获得的主轴热变形量作为反馈信号,通过PID高精度控制器直接驱动TEC进行制冷量的快速调节,使主轴热变形始终维持在较低水平。2. 解决方案解决方案的主要内容是通过TEC制冷系统的温度调节,直接来调控电主轴热变形,具体就是以涡流位移传感器作为探测和控制信号,与TEC制冷系统和高精度PID控制器组成闭环控制回路,使电主轴的热变形始终控制在较低水平。整个电主轴热变形TEC补偿控制系统结构如图2所示。图2 电主轴热变形TEC补偿控制系统结构示意图以往的TEC控制系统只能通过温度传感器进行温度调节,无法根据位移传感器信号进行温度调节以最终控制热变形的大小。本解决方案的核心技术是采用了具有高级功能的高精度PID控制器,可按照涡流位移传感器输出的模拟电压信号对TEC半导体制冷器的温度进行控制,即当电主轴受热变形增大超过设定值时,自动增加制冷量;当电主轴受冷后变形量小于设定值时,自动减小制冷量,甚至进行部分加热。图2所示的控制系统结构仅是针对一路主轴热变形的冷却,如果为了进一步降低主轴的热变形真正的做的高精度电主轴,势必要增加TEC冷却通道,这只需简单的增加图2所示的控制系统数量就能实现。3. 总结综上所述,通过本解决方案直接以电主轴Z向位移探测构成闭环控制回路的TEC温控技术,可以直接实现电主轴热变形的补偿控制。在此基础上,本解决方案还有以下特点:(1)此解决方案可很容易的进行多个冷却通道的拓展应用,可充分发挥TEC制冷方式在局部冷却方面的灵活性和便利性,可同时进行多个位置上的冷却控制,更能充分降低热变形的影响。(2)此解决方案的控制方式更加灵活,即可按照位移信号进行冷却温度的直接调节,也可根据设计进行局部温度的调控,也可以采用温度跟踪技术进行电主轴的整体温度分布控制。4. 参考文献[1] Fan K , Xiao J , Wang R ,et al. Thermoelectric-based cooling system for high-speed motorized spindle I: design and control mechanism [J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(5):3787-3800. DOI:10.1007/s00170-022-09568-4.~~~~~~~~~~~~~~~~~上海依阳实业有限公司www.eyoungindustry.com真空压力流量温度控制Application Note:147 Solution of TEC Semiconductor Coolin g Control Sy s tem for Z-Direction Thermal Deformation Compensation of High-Speed Motorized Spindle 摘要:电主轴Z向热变形是影响高速数控机床加工精度的主要因素,目前常用的补偿技术是流 体介质形式的液冷和风冷,也出现了基于帕尔贴原理的TEC半导体冷却技术。目前TEC冷却技 术在电主轴热变形补偿中存在的主要问题是无法直接对主轴热变形量进行直接调控,还需基 于复杂模型对温度进行控制来间接实现补偿。为此本文提出了闭环控制回路的解决方案,直 接以涡流位移传感器信号作为控制信号,通过TEC实时控制电主轴热变形稳定在较低水平。 1.问题的提出 高精度加工中心在加工零件时,由于温度的逐渐升高,会发生X向、Y向和Z向的热变形,Z向 热变形是由机床的立柱的热变形、机床主轴箱的热变形、机床主轴的热变形、机床Z向丝杠的热 变形等复合而成,其中主轴的变形数值较大,对机床的加工精度影响最为严重,因此电主轴Z向 热变形补偿是加工中心提高加工精度首先要考虑的问题。 防止热变形的基本原则是控制电主轴组件的温升,因此采用主动冷却成为最佳选择。最常用 的冷却方式是风冷和液冷,通过流动介质来散发主轴上产生的热量,但流体冷却存在响应速度慢 和电主轴内部不同热源产生的热量很难精确匹配的问题,流体介质的传热能力会受到诸多因素的 影响,如停滞流体层的厚度、由流体杂质沉淀引起的污垢热阻、流体的热导率、冷却通道和流体 之间的温差以及流速等,都会影响冷却效果,甚至造成冷却通道的堵塞。目前,新出现了一种采 用TEC半导体制冷的技术来代替流动介质冷却[1],即将TEC帕尔贴制冷片产生的冷量传递和分配 给主轴套筒,精确控制电主轴上的温度分布以快速消除主轴的热变形,其整体结构如图1所示。 图1电主轴TEC冷却系统结构示意图 根据图1所示结构,所采用的TEC制冷技术虽然可以准确控制相应位置的温度,但受限与缺乏 非温度变量的TEC控制技术,在文献[1]所报道的研究中,TEC温度控制并未与电主轴的Z向热变形 位移量形成闭环控制回路,所以只能通过各种复杂的模型和传热公式大概估算出所需的控制温 度,基本无法在实际应用中得到推广。 为了将TEC冷却技术真正应用于高速电主轴Z向的热变形冷却补偿,本文将提出一种TEC冷却 闭环控制方法,即采用涡流位移传感器获得的主轴热变形量作为反馈信号,通过PID高精度控制 器直接驱动TEC进行制冷量的快速调节,使主轴热变形始终维持在较低水平。 2.解决方案 解决方案的主要内容是通过TEC制冷系统的温度调节,直接来调控电主轴热变形,具体就是 以涡流位移传感器作为探测和控制信号,与TEC制冷系统和高精度PID控制器组成闭环控制回路,使电主轴的热变形始终控制在较低水平。整个电主轴热变形TEC补偿控制系统结构如图2所示。 以往的TEC控制系统只能通 过温度传感器进行温度调节,无 法根据位移传感器信号进行温度 调节以最终控制热变形的大小。本解决方案的核心技术是采用了 具有高级功能的高精度PID控制 器,可按照涡流位移传感器输出 的模拟电压信号对TEC半导体制 冷器的温度进行控制,即当电主 轴受热变形增大超过设定值时,自动增加制冷量;当电主轴受冷 后变形量小于设定值时,自动减 小制冷量,甚至进行部分加热。 图2电主轴热变形TEC补偿控制系统结构示意图 图2所示的控制系统结构仅是针对一路主轴热变形的冷却,如果为了进一步降低主轴的热变 形真正的做的高精度电主轴,势必要增加TEC冷却通道,这只需简单的增加图2所示的控制系统数 量就能实现。 3.总结 综上所述,通过本解决方案直接以电主轴Z向位移探测构成闭环控制回路的TEC温控技术,可 以直接实现电主轴热变形的补偿控制。在此基础上,本解决方案还有以下特点: (1)此解决方案可很容易的进行多个冷却通道的拓展应用,可充分发挥TEC制冷方式在局部 冷却方面的灵活性和便利性,可同时进行多个位置上的冷却控制,更能充分降低热变形的影响。 (2)此解决方案的控制方式更加灵活,即可按照位移信号进行冷却温度的直接调节,也可 根据设计进行局部温度的调控,也可以采用温度跟踪技术进行电主轴的整体温度分布控制。 4.参考文 献 [1] Fan K , Xiao J, Wang R ,et al. Thermoelectric-based cooling system for high-speed motorized spindle l: design and control mechanism [J]. The International Journal of Advanced Manufacturing Technology, 2022,121(5):3787-3800. DOI:10.1007/s00170-022-09568-4.
确定


还剩1页未读,是否继续阅读?

产品配置单

上海依阳实业有限公司为您提供《高速数控机床电主轴热补偿的TEC半导体冷却控制系统解决方案》,该方案主要用于电子元器件产品中位移量测量和控制检测,参考标准--,《高速数控机床电主轴热补偿的TEC半导体冷却控制系统解决方案》用到的仪器有上海依阳VPC2021系列真空和温度多功能控制器
推荐专场





相关方案
更多
该厂商其他方案
更多