








方案详情
文
随着市场的需求不断扩大,对于新材料的性能要求越来越高,材料转化为制品的过程伴随着温度、压力、体积的变化,这些参数对于制品最终的形状起到了非常重要的作用,如何监测分析制品成型过程P-V-T状态的变化以及对应的制品的质量关系,从而通过调整工艺参数得到高质量的产品,本文通过对聚合物PVT测试技术的阐述,希望能为新材料及其制品的开发和应用生产提供帮助,助力新能源汽车的发展。
方案详情

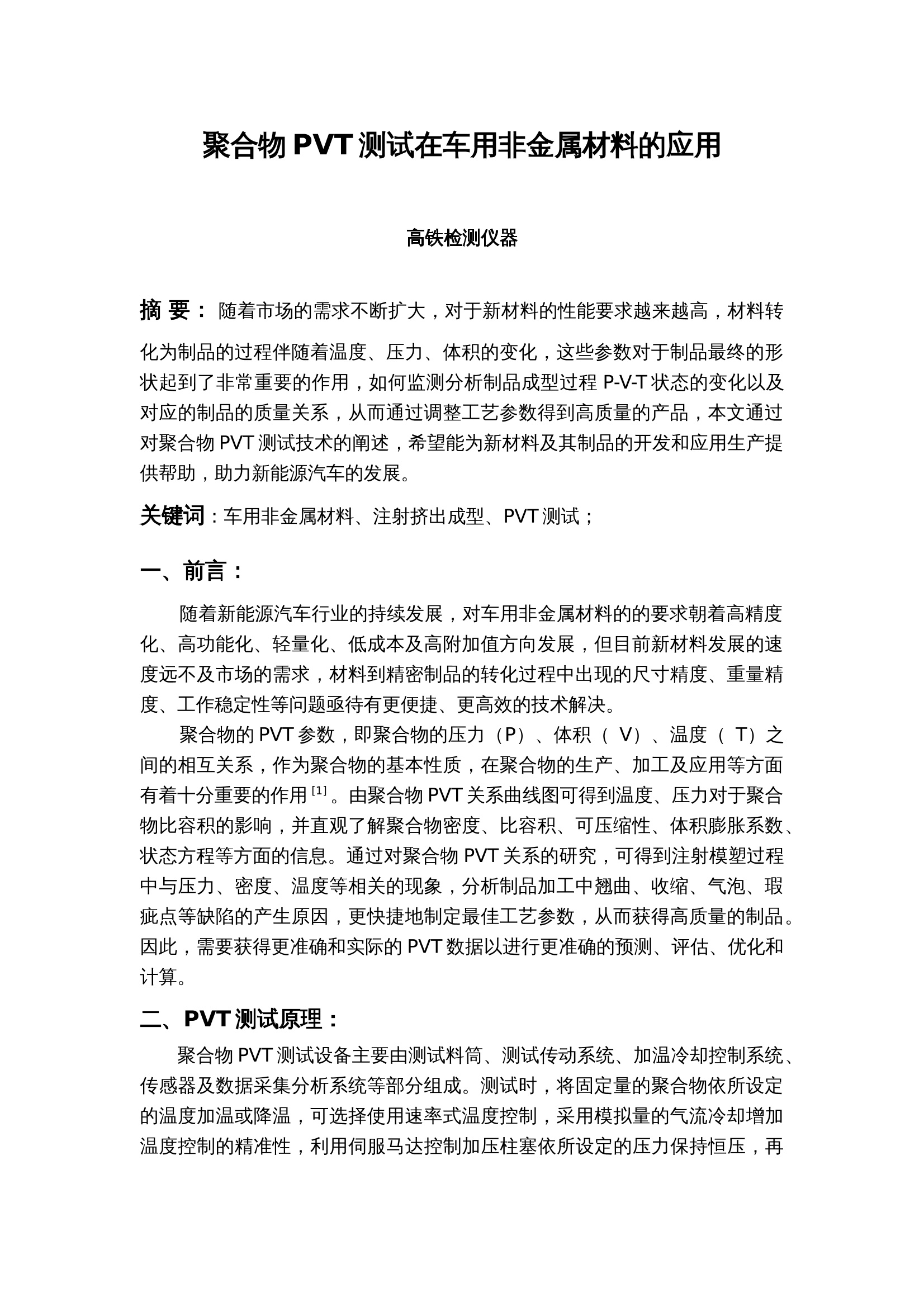
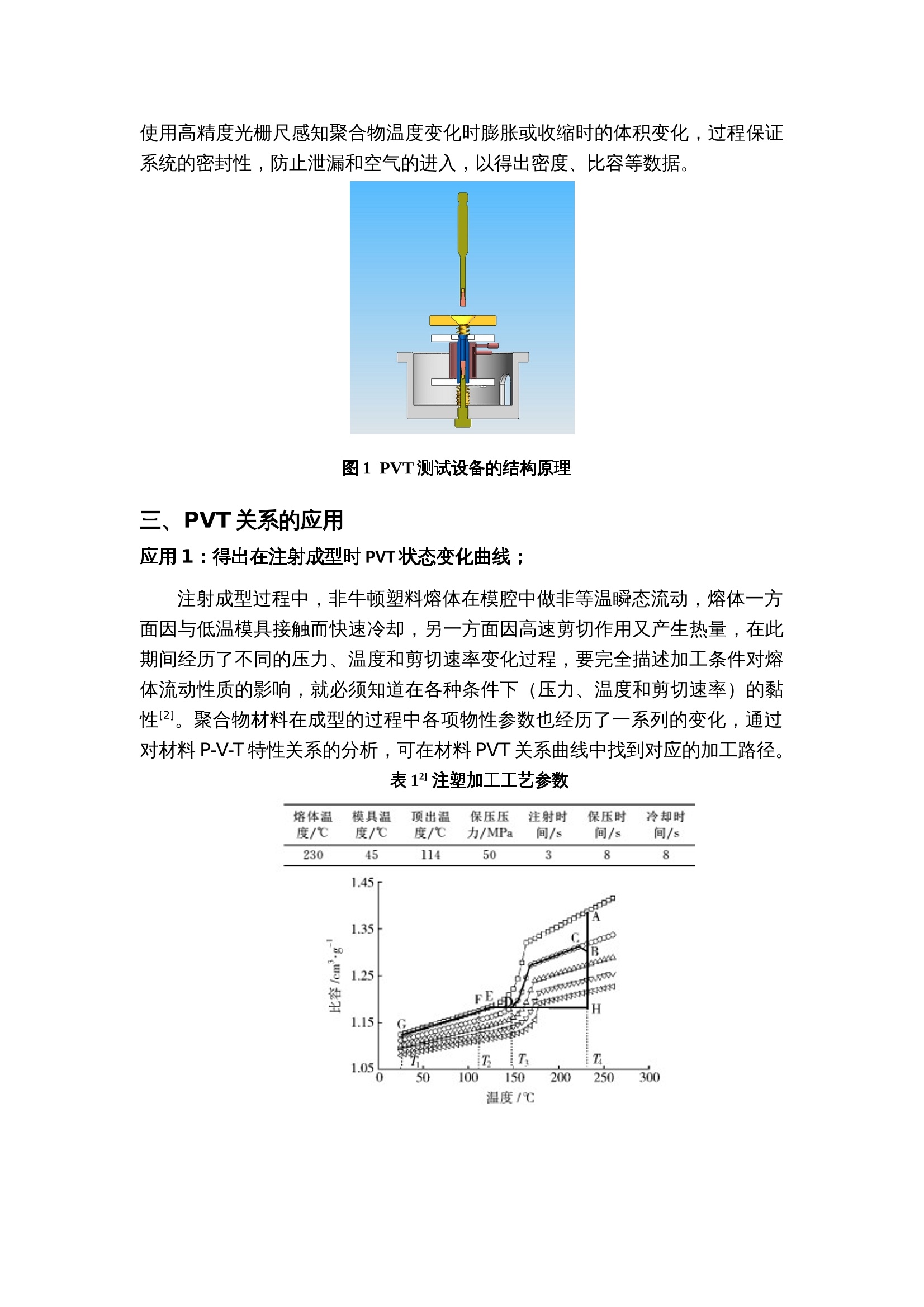
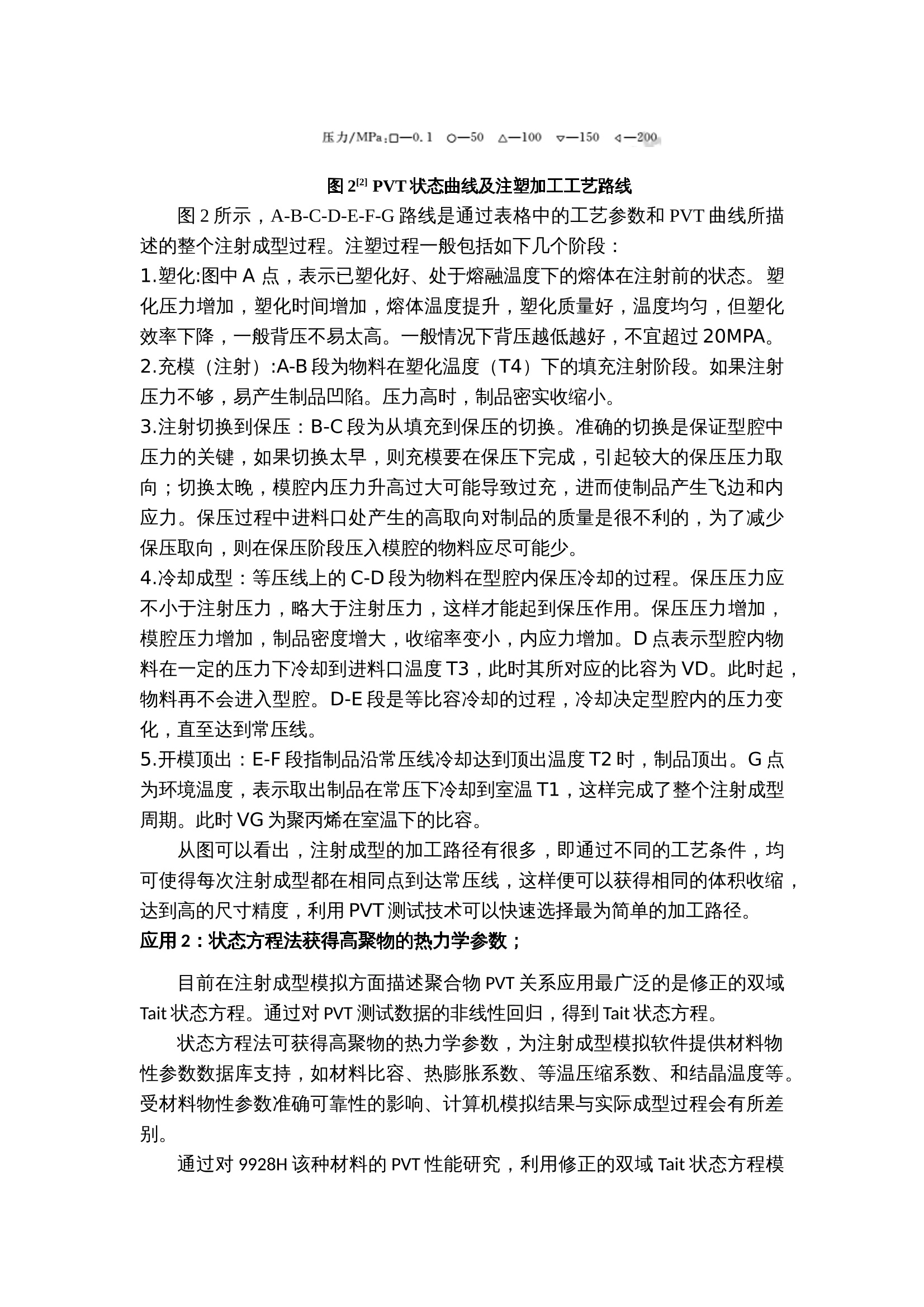
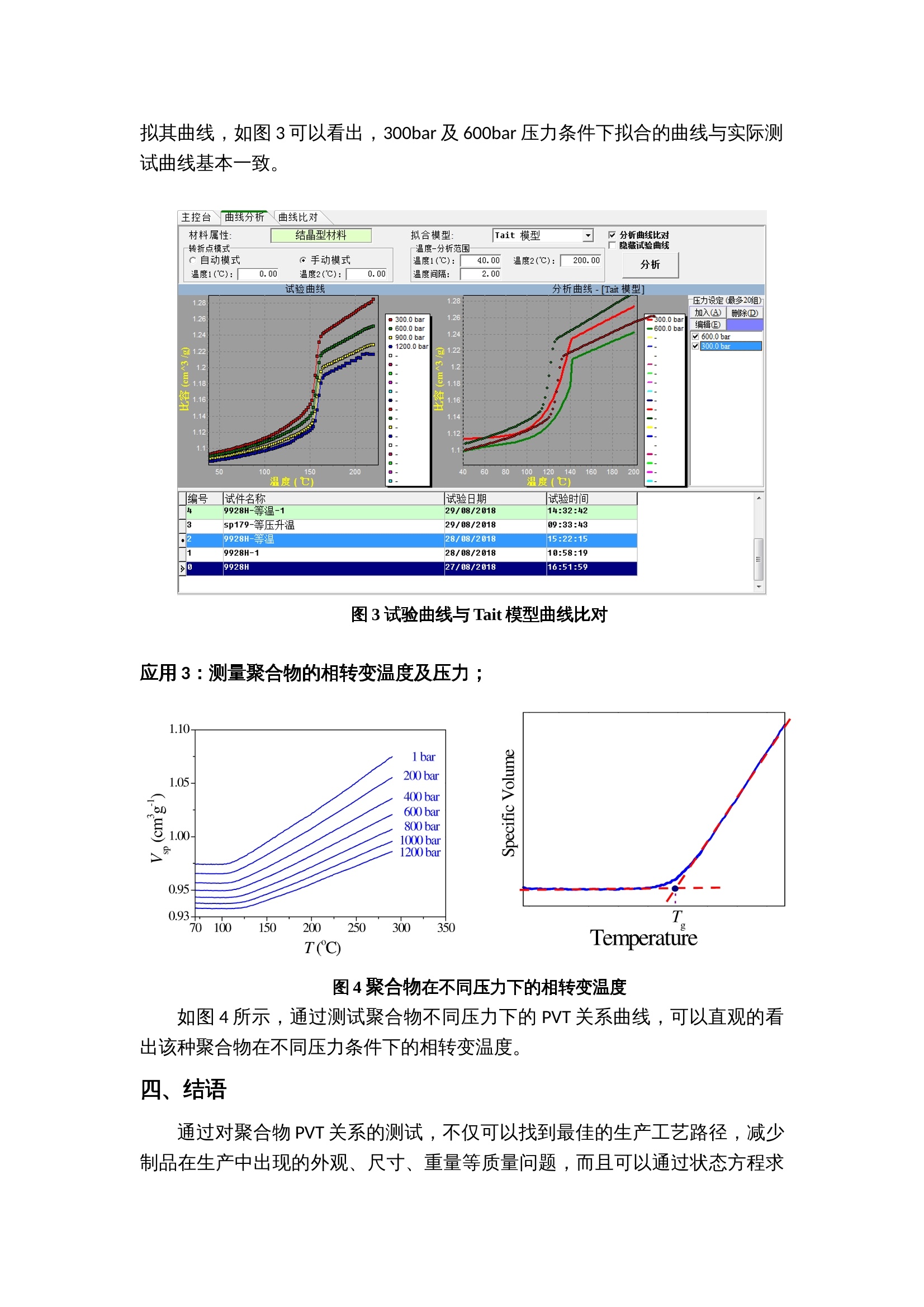
聚合物PVT测试在车用非金属材料的应用 高铁检测仪器 摘 要: 随着市场的需求不断扩大,对于新材料的性能要求越来越高,材料转化为制品的过程伴随着温度、压力、体积的变化,这些参数对于制品最终的形状起到了非常重要的作用,如何监测分析制品成型过程P-V-T状态的变化以及对应的制品的质量关系,从而通过调整工艺参数得到高质量的产品,本文通过对聚合物PVT测试技术的阐述,希望能为新材料及其制品的开发和应用生产提供帮助,助力新能源汽车的发展。 关键词:车用非金属材料、注射挤出成型、PVT测试; 一、前言: 随着新能源汽车行业的持续发展,对车用非金属材料的的要求朝着高精度化、高功能化、轻量化、低成本及高附加值方向发展,但目前新材料发展的速度远不及市场的需求,材料到精密制品的转化过程中出现的尺寸精度、重量精度、工作稳定性等问题亟待有更便捷、更高效的技术解决。 聚合物的PVT参数,即聚合物的压力(P)、体积(V)、温度(T)之间的相互关系,作为聚合物的基本性质,在聚合物的生产、加工及应用等方面有着十分重要的作用 [1] 。由聚合物PVT关系曲线图可得到温度、压力对于聚合物比容积的影响,并直观了解聚合物密度、比容积、可压缩性、体积膨胀系数、状态方程等方面的信息。通过对聚合物PVT关系的研究,可得到注射模塑过程中与压力、密度、温度等相关的现象,分析制品加工中翘曲、收缩、气泡、瑕疵点等缺陷的产生原因,更快捷地制定最佳工艺参数,从而获得高质量的制品。因此,需要获得更准确和实际的PVT数据以进行更准确的预测、评估、优化和计算。 二、PVT测试原理: 聚合物PVT测试设备主要由测试料筒、测试传动系统、加温冷却控制系统、传感器及数据采集分析系统等部分组成。测试时,将固定量的聚合物依所设定的温度加温或降温,可选择使用速率式温度控制,采用模拟量的气流冷却增加温度控制的精准性,利用伺服马达控制加压柱塞依所设定的压力保持恒压,再使用高精度光栅尺感知聚合物温度变化时膨胀或收缩时的体积变化,过程保证系统的密封性,防止泄漏和空气的进入,以得出密度、比容等数据。 三、PVT关系的应用 应用1:得出在注射成型时PVT状态变化曲线; 注射成型过程中,非牛顿塑料熔体在模腔中做非等温瞬态流动,熔体一方面因与低温模具接触而快速冷却,另一方面因高速剪切作用又产生热量,在此期间经历了不同的压力、温度和剪切速率变化过程,要完全描述加工条件对熔体流动性质的影响,就必须知道在各种条件下(压力、温度和剪切速率)的黏性[2]。聚合物材料在成型的过程中各项物性参数也经历了一系列的变化,通过对材料P-V-T特性关系的分析,可在材料PVT关系曲线中找到对应的加工路径。 表12] 注塑加工工艺参数 图2[2] PVT状态曲线及注塑加工工艺路线 图2所示,A-B-C-D-E-F-G路线是通过表格中的工艺参数和PVT曲线所描述的整个注射成型过程。注塑过程一般包括如下几个阶段: 1.塑化:图中A 点,表示已塑化好、处于熔融温度下的熔体在注射前的状态。塑化压力增加,塑化时间增加,熔体温度提升,塑化质量好,温度均匀,但塑化效率下降,一般背压不易太高。一般情况下背压越低越好,不宜超过20MPA。 2.充模(注射):A-B段为物料在塑化温度(T4)下的填充注射阶段。如果注射压力不够,易产生制品凹陷。压力高时,制品密实收缩小。 3.注射切换到保压:B-C段为从填充到保压的切换。准确的切换是保证型腔中压力的关键,如果切换太早,则充模要在保压下完成,引起较大的保压压力取向;切换太晚,模腔内压力升高过大可能导致过充,进而使制品产生飞边和内应力。保压过程中进料口处产生的高取向对制品的质量是很不利的,为了减少保压取向,则在保压阶段压入模腔的物料应尽可能少。 4.冷却成型:等压线上的C-D段为物料在型腔内保压冷却的过程。保压压力应不小于注射压力,略大于注射压力,这样才能起到保压作用。保压压力增加,模腔压力增加,制品密度增大,收缩率变小,内应力增加。D点表示型腔内物料在一定的压力下冷却到进料口温度T3,此时其所对应的比容为VD。此时起,物料再不会进入型腔。D-E段是等比容冷却的过程,冷却决定型腔内的压力变化,直至达到常压线。 5.开模顶出:E-F段指制品沿常压线冷却达到顶出温度T2时,制品顶出。G点为环境温度,表示取出制品在常压下冷却到室温T1,这样完成了整个注射成型周期。此时VG为聚丙烯在室温下的比容。 从图可以看出,注射成型的加工路径有很多,即通过不同的工艺条件,均可使得每次注射成型都在相同点到达常压线,这样便可以获得相同的体积收缩,达到高的尺寸精度,利用PVT测试技术可以快速选择最为简单的加工路径。 应用2:状态方程法获得高聚物的热力学参数; 目前在注射成型模拟方面描述聚合物PVT关系应用最广泛的是修正的双域Tait状态方程。通过对PVT 测试数据的非线性回归,得到Tait状态方程。 状态方程法可获得高聚物的热力学参数,为注射成型模拟软件提供材料物性参数数据库支持,如材料比容、热膨胀系数、等温压缩系数、和结晶温度等。受材料物性参数准确可靠性的影响、计算机模拟结果与实际成型过程会有所差别。 通过对9928H该种材料的PVT性能研究,利用修正的双域Tait状态方程模拟其曲线,如图3可以看出,300bar及600bar压力条件下拟合的曲线与实际测试曲线基本一致。 图3 试验曲线与Tait模型曲线比对 应用3:测量聚合物的相转变温度及压力; 图4 聚合物在不同压力下的相转变温度 如图4所示,通过测试聚合物不同压力下的PVT关系曲线,可以直观的看出该种聚合物在不同压力条件下的相转变温度。 四、结语 通过对聚合物PVT关系的测试,不仅可以找到最佳的生产工艺路径,减少制品在生产中出现的外观、尺寸、重量等质量问题,而且可以通过状态方程求得材料的各项物性参数,为理论研究提供数据支持;PVT测试与实际生产工艺相结合,可以提升新材料研发到量产的转换效率,助力非金属材料的发展,促进我国在新能源汽车上的技术突破及创新应用。 参考文献: [1] 杨卫民,王建,谢鹏程,丁玉梅,聚合物PVT关系测试技术研究进展,中国塑料,2008,22(2):81-89. [2] 李峰,孙晋,李永泉,聚丙烯的流变性能和PVT关系研究及在注射成型中的应用,中国塑料,2012,26(6):62-66. 图1 PVT测试设备的结构原理 随着新能源汽车行业的持续发展,对车用非金属材料的的要求朝着高精度化、高功能化、轻量化、低成本及高附加值方向发展,但目前新材料发展的速度远不及市场的需求,材料到精密制品的转化过程中出现的尺寸精度、重量精度、工作稳定性等问题亟待有更便捷、更高效的技术解决。聚合物的PVT参数,即聚合物的压力(P)、体积(V)、温度(T)之间的相互关系,作为聚合物的基本性质,在聚合物的生产、加工及应用等方面有着十分重要的作用 [1] 。由聚合物PVT关系曲线图可得到温度、压力对于聚合物比容积的影响,并直观了解聚合物密度、比容积、可压缩性、体积膨胀系数、状态方程等方面的信息。通过对聚合物PVT关系的研究,可得到注射模塑过程中与压力、密度、温度等相关的现象,分析制品加工中翘曲、收缩、气泡、瑕疵点等缺陷的产生原因,更快捷地制定工艺参数,从而获得高质量的制品。因此,需要获得更准确和实际的PVT数据以进行更准确的预测、评估、优化和计算。
确定
还剩3页未读,是否继续阅读?

产品配置单

高铁检测仪器(东莞)有限公司为您提供《车用非金属材料、注射挤出成型、PVT测试中车用非金属材料检测方案(万能试验机)》,该方案主要用于车身及附件中理化分析检测,参考标准--,《车用非金属材料、注射挤出成型、PVT测试中车用非金属材料检测方案(万能试验机)》用到的仪器有高铁检测仪器GOTECH.聚合物PVT测试仪PVT-6000
相关方案
更多
该厂商其他方案
更多