








方案详情
文
熔融挤出(Melt-extrusion),或者被大家俗称的热熔挤出(Hot-melt extrusion)技术,在后一致性评价阶段和4+7形势下,已被众多制药企业作为制药新工艺和新剂型开发的热门工艺。赛默飞「 HAAKE 」流变学与连续化工艺自2008年开始在国内推广此技术,陪伴着国内用户对此技术从设备认识(1.0阶段:2016年前),工艺加速(2.0阶段:2016-2019年)至今天的3.0产品化,已经积累了百套从Pharma Mini锥形双螺杆系列,Pharma 11至Pharam 24平行双螺杆系列的庞大连续化工艺用户群。但发现用户任然在面对何种配方和辅料,使用何种工艺,配套何种挤出工艺和设备,互相混淆。那么此次将通过从原理、工艺配套设备至如何产品化开始讲解。
方案详情

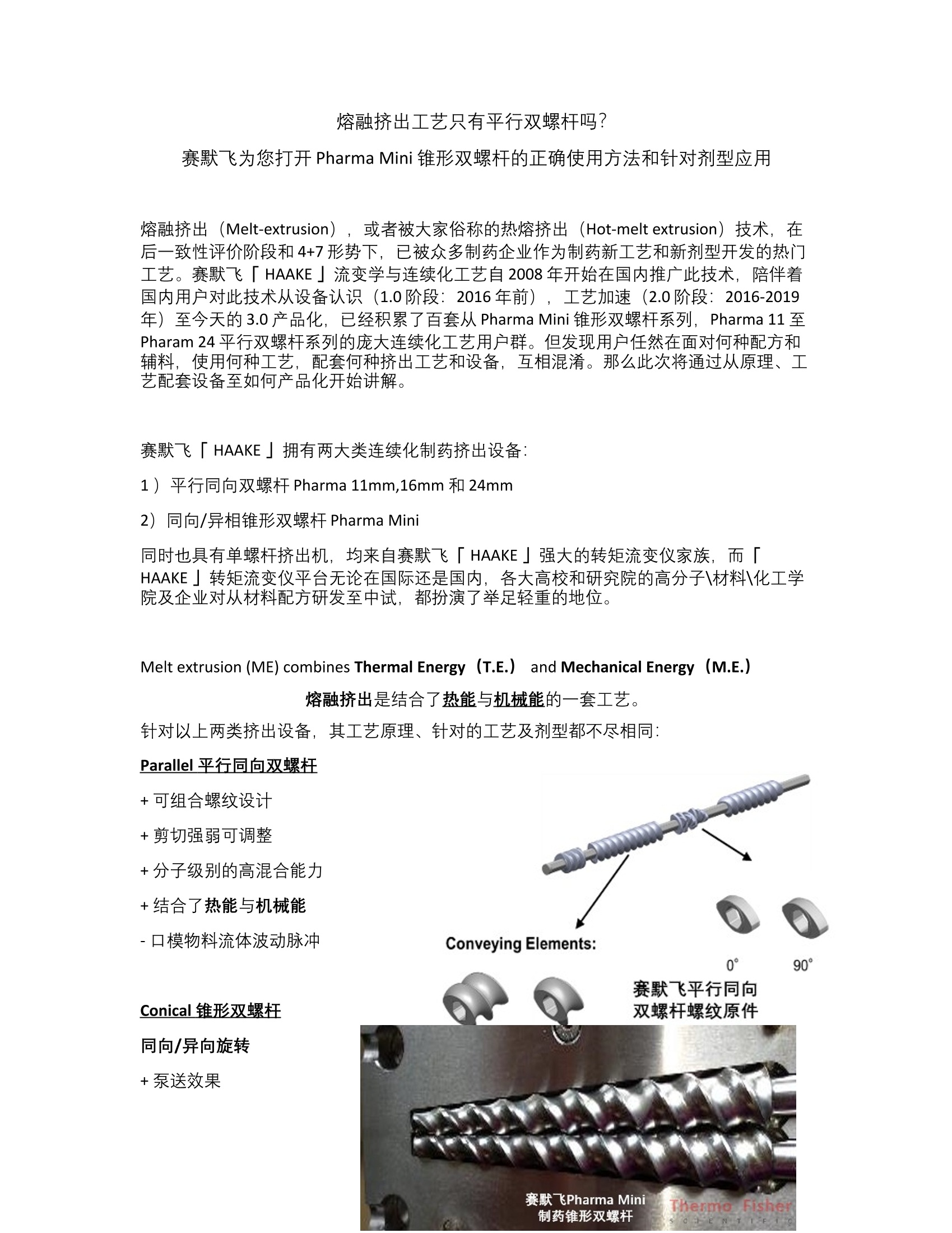
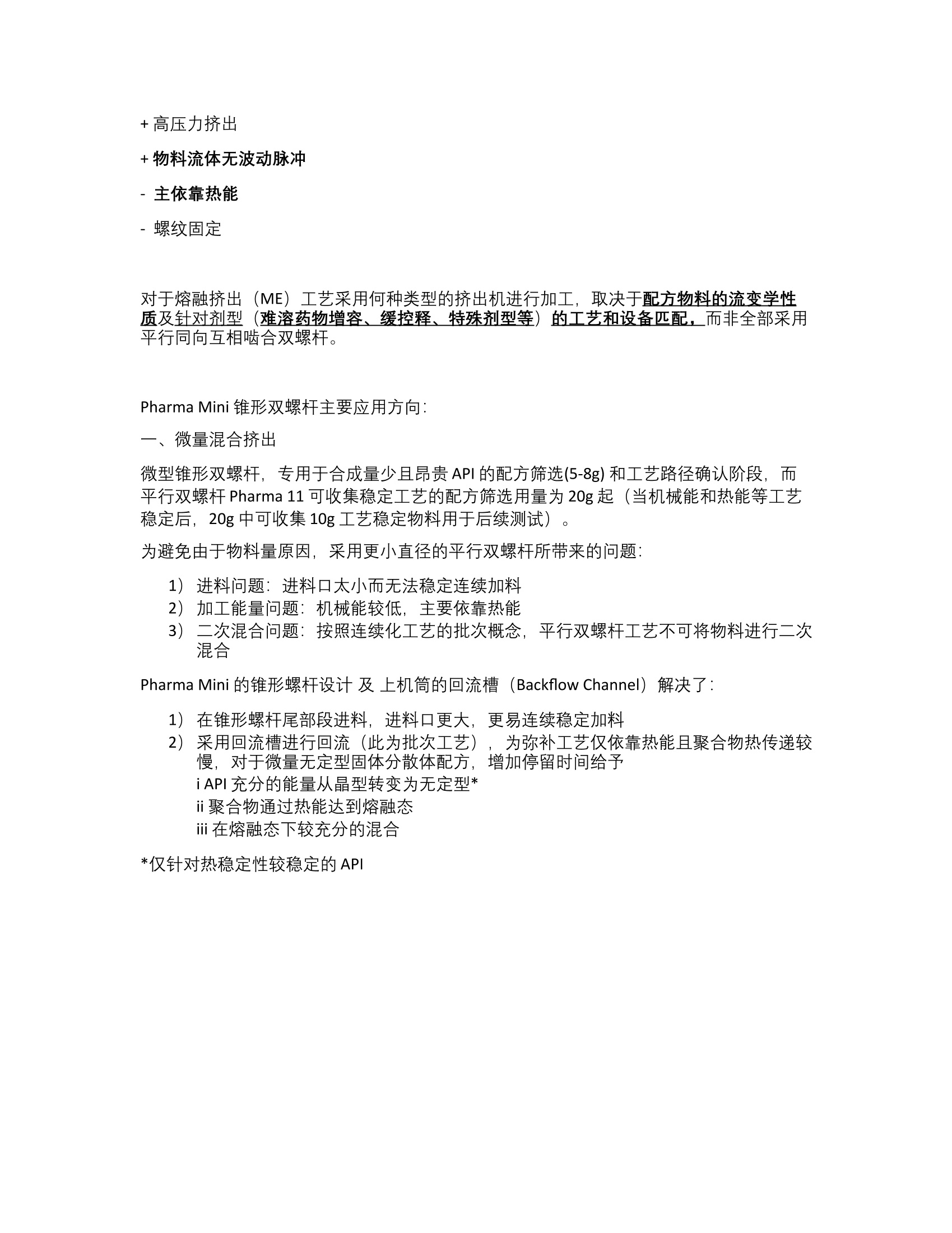
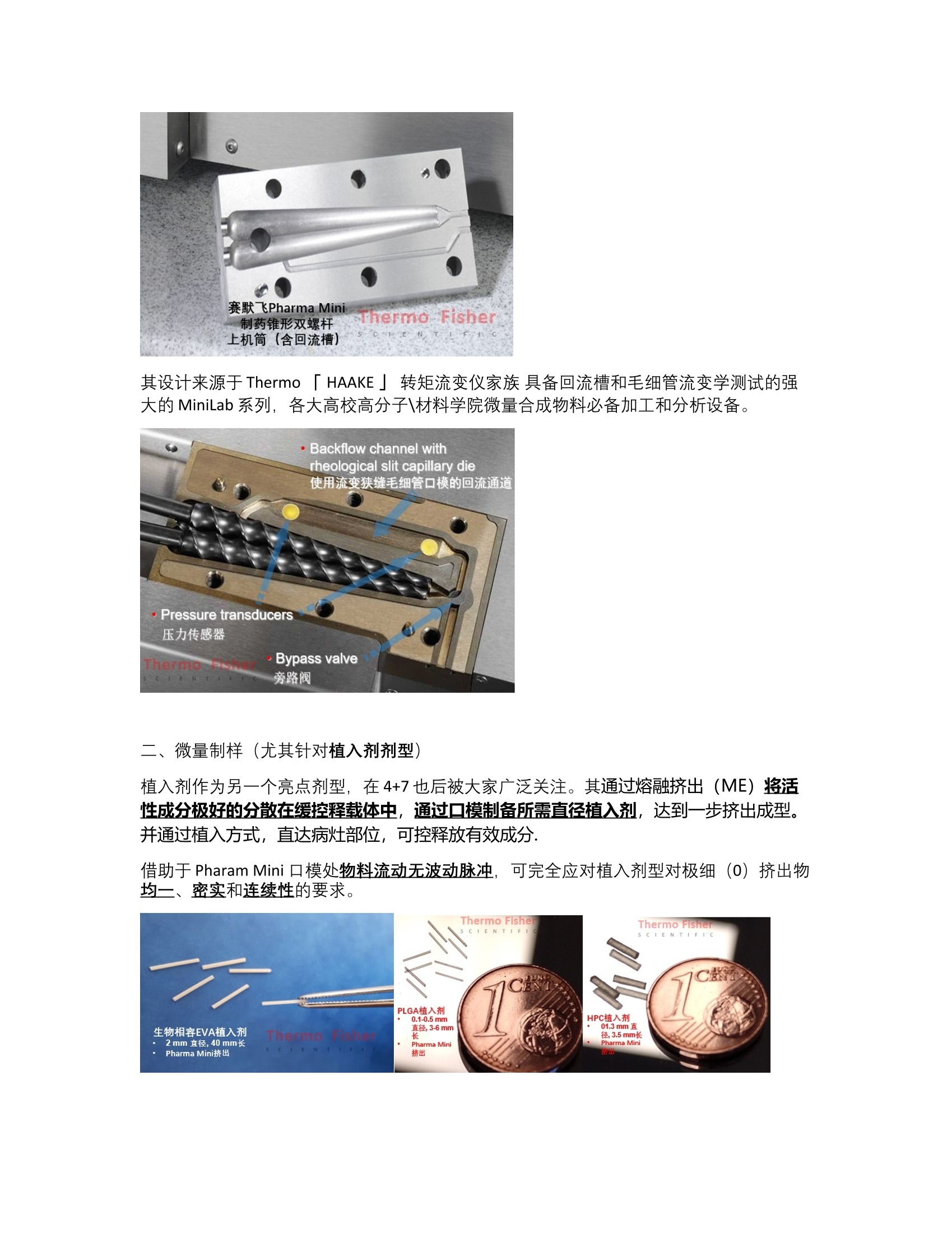
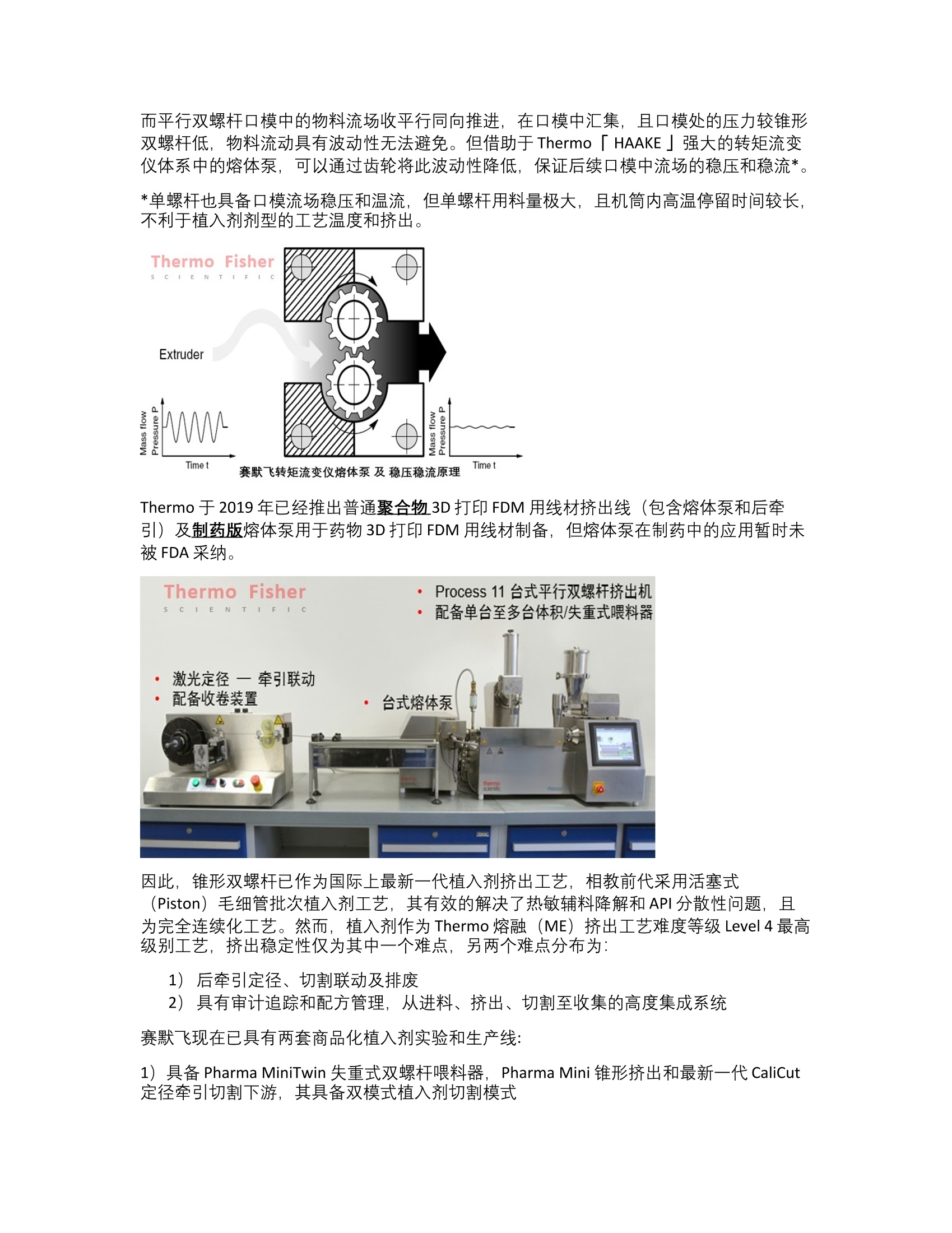
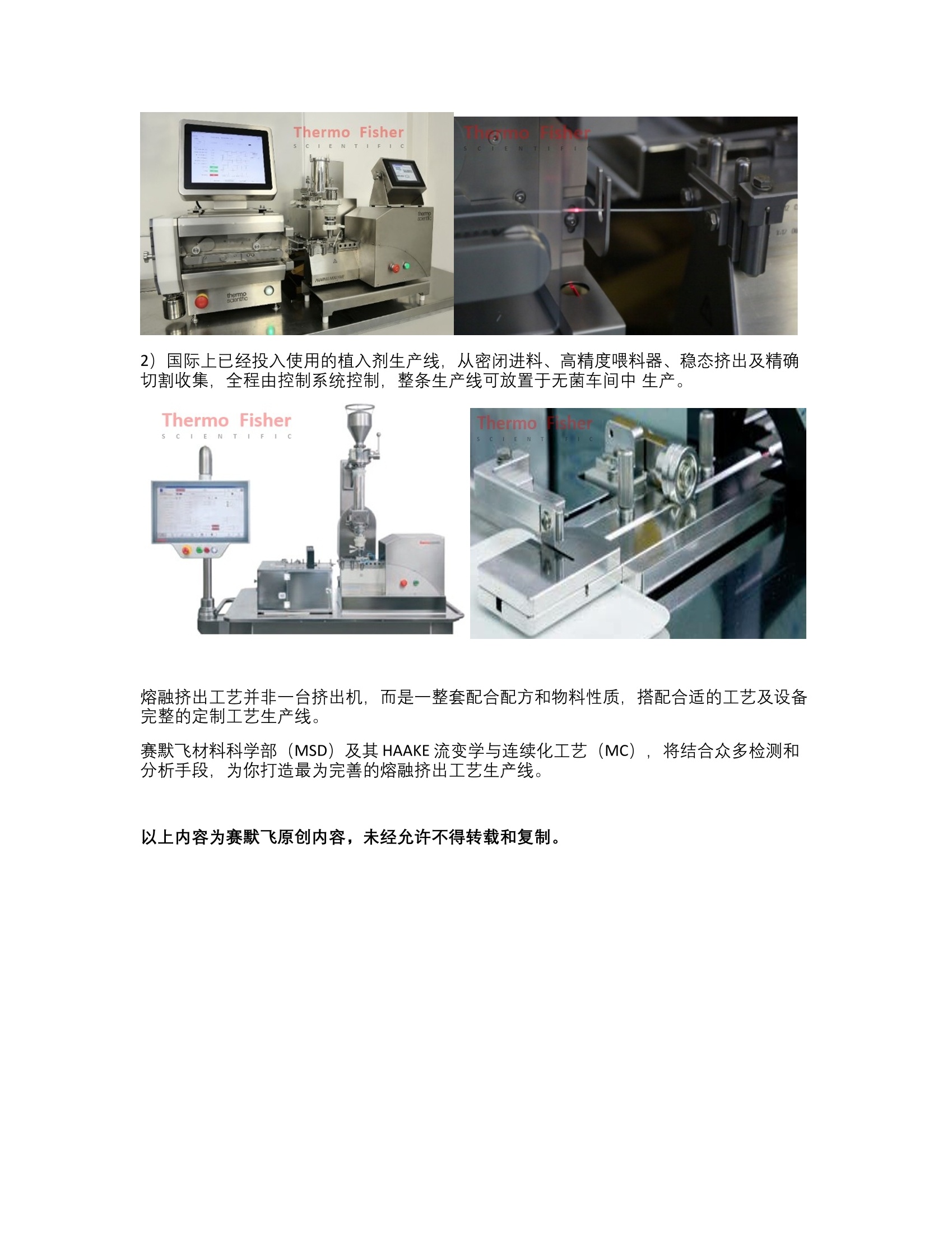
熔融挤出工艺只有平行双螺杆吗? 赛默飞为您打开Pharma Mini锥形双螺杆的正确使用方法和针对剂型应用 熔融挤出(Melt-extrusion),或者被大家俗称的热熔挤出(Hot-melt extrusion)技术,在后一致性评价阶段和4+7形势下,已被众多制药企业作为制药新工艺和新剂型开发的热门工艺。赛默飞「 HAAKE 」流变学与连续化工艺自2008年开始在国内推广此技术,陪伴着国内用户对此技术从设备认识(1.0阶段:2016年前),工艺加速(2.0阶段:2016-2019年)至今天的3.0产品化,已经积累了百套从Pharma Mini锥形双螺杆系列,Pharma 11至Pharam 24平行双螺杆系列的庞大连续化工艺用户群。但发现用户任然在面对何种配方和辅料,使用何种工艺,配套何种挤出工艺和设备,互相混淆。那么此次将通过从原理、工艺配套设备至如何产品化开始讲解。 赛默飞「 HAAKE 」拥有两大类连续化制药挤出设备: 1 )平行同向双螺杆Pharma 11mm,16mm和24mm 2)同向/异相锥形双螺杆Pharma Mini 同时也具有单螺杆挤出机,均来自赛默飞「 HAAKE 」强大的转矩流变仪家族,而「 HAAKE 」转矩流变仪平台无论在国际还是国内,各大高校和研究院的高分子\材料\化工学院及企业对从材料配方研发至中试,都扮演了举足轻重的地位。 Melt extrusion (ME) combines Thermal Energy(T.E.) and Mechanical Energy(M.E.) 熔融挤出是结合了热能与机械能的一套工艺。 针对以上两类挤出设备,其工艺原理、针对的工艺及剂型都不尽相同: Parallel 平行同向双螺杆 + 可组合螺纹设计 + 剪切强弱可调整 + 分子级别的高混合能力 + 结合了热能与机械能 - 口模物料流体波动脉冲 Conical 锥形双螺杆 同向/异向旋转 + 泵送效果 + 高压力挤出 + 物料流体无波动脉冲 - 主依靠热能 - 螺纹固定 对于熔融挤出(ME)工艺采用何种类型的挤出机进行加工,取决于配方物料的流变学性质及针对剂型(难溶药物增容、缓控释、特殊剂型等)的工艺和设备匹配,而非全部采用平行同向互相啮合双螺杆。 Pharma Mini锥形双螺杆主要应用方向: 一、微量混合挤出 微型锥形双螺杆,专用于合成量少且昂贵API的配方筛选(5-8g) 和工艺路径确认阶段,而平行双螺杆Pharma 11可收集稳定工艺的配方筛选用量为20g起(当机械能和热能等工艺稳定后,20g中可收集10g工艺稳定物料用于后续测试)。 为避免由于物料量原因,采用更小直径的平行双螺杆所带来的问题: 进料问题:进料口太小而无法稳定连续加料 加工能量问题:机械能较低,主要依靠热能 二次混合问题:按照连续化工艺的批次概念,平行双螺杆工艺不可将物料进行二次混合 Pharma Mini的锥形螺杆设计 及 上机筒的回流槽(Backflow Channel)解决了: 在锥形螺杆尾部段进料,进料口更大,更易连续稳定加料 采用回流槽进行回流(此为批次工艺),为弥补工艺仅依靠热能且聚合物热传递较慢,对于微量无定型固体分散体配方,增加停留时间给予 i API充分的能量从晶型转变为无定型* ii 聚合物通过热能达到熔融态 iii在熔融态下较充分的混合 *仅针对热稳定性较稳定的API 其设计来源于Thermo 「 HAAKE 」 转矩流变仪家族 具备回流槽和毛细管流变学测试的强大的MiniLab系列,各大高校高分子\材料学院微量合成物料必备加工和分析设备。 二、微量制样(尤其针对植入剂剂型) 植入剂作为另一个亮点剂型,在4+7也后被大家广泛关注。其通过熔融挤出(ME)将活性成分极好的分散在缓控释载体中,通过口模制备所需直径植入剂,达到一步挤出成型。并通过植入方式,直达病灶部位,可控释放有效成分. 借助于Pharam Mini口模处物料流动无波动脉冲,可完全应对植入剂型对极细(0)挤出物均一、密实和连续性的要求。 而平行双螺杆口模中的物料流场收平行同向推进,在口模中汇集,且口模处的压力较锥形双螺杆低,物料流动具有波动性无法避免。但借助于Thermo「 HAAKE 」强大的转矩流变仪体系中的熔体泵,可以通过齿轮将此波动性降低,保证后续口模中流场的稳压和稳流*。 *单螺杆也具备口模流场稳压和温流,但单螺杆用料量极大,且机筒内高温停留时间较长,不利于植入剂剂型的工艺温度和挤出。 Thermo于2019年已经推出普通聚合物3D打印FDM用线材挤出线(包含熔体泵和后牵引)及制药版熔体泵用于药物3D打印FDM用线材制备,但熔体泵在制药中的应用暂时未被FDA采纳。 因此,锥形双螺杆已作为国际上最新一代植入剂挤出工艺,相教前代采用活塞式(Piston)毛细管批次植入剂工艺,其有效的解决了热敏辅料降解和API分散性问题,且为完全连续化工艺。然而,植入剂作为Thermo熔融(ME)挤出工艺难度等级Level 4最高级别工艺,挤出稳定性仅为其中一个难点,另两个难点分布为: 后牵引定径、切割联动及排废 具有审计追踪和配方管理,从进料、挤出、切割至收集的高度集成系统 赛默飞现在已具有两套商品化植入剂实验和生产线: 1)具备Pharma MiniTwin失重式双螺杆喂料器,Pharma Mini锥形挤出和最新一代CaliCut定径牵引切割下游,其具备双模式植入剂切割模式 2)国际上已经投入使用的植入剂生产线,从密闭进料、高精度喂料器、稳态挤出及精确切割收集,全程由控制系统控制,整条生产线可放置于无菌车间中 生产。 熔融挤出工艺并非一台挤出机,而是一整套配合配方和物料性质,搭配合适的工艺及设备完整的定制工艺生产线。 赛默飞材料科学部(MSD)及其HAAKE流变学与连续化工艺(MC),将结合众多检测和分析手段,为你打造最为完善的熔融挤出工艺生产线。 以上内容为赛默飞原创内容,未经允许不得转载和复制。 熔融挤出工艺只有平行双螺杆吗?赛默飞为您打开Pharma Mini锥形双螺杆的正确使用方法和针对剂型应用 如需图片请下载原文。以上内容为赛默飞原创内容,未经允许不得转载和复制。熔融挤出(Melt-extrusion),或者被大家俗称的热熔挤出(Hot-melt extrusion)技术,在后一致性评价阶段和4+7形势下,已被众多制药企业作为制药新工艺和新剂型开发的热门工艺。赛默飞「 HAAKE 」流变学与连续化工艺自2008年开始在国内推广此技术,陪伴着国内用户对此技术从设备认识(1.0阶段:2016年前),工艺加速(2.0阶段:2016-2019年)至今天的3.0产品化,已经积累了百套从Pharma Mini锥形双螺杆系列,Pharma 11至Pharam 24平行双螺杆系列的庞大连续化工艺用户群。但发现用户任然在面对何种配方和辅料,使用何种工艺,配套何种挤出工艺和设备,互相混淆。那么此次将通过从原理、工艺配套设备至如何产品化开始讲解。 赛默飞「 HAAKE 」拥有两大类连续化制药挤出设备:1 )平行同向双螺杆Pharma 11mm,16mm和24mm2)同向/异相锥形双螺杆Pharma Mini同时也具有单螺杆挤出机,均来自赛默飞「 HAAKE 」强大的转矩流变仪家族,而「 HAAKE 」转矩流变仪平台无论在国际还是国内,各大高校和研究院的高分子\材料\化工学院及企业对从材料配方研发至中试,都扮演了举足轻重的地位。 Melt extrusion (ME) combines Thermal Energy(T.E.) and Mechanical Energy(M.E.)熔融挤出是结合了热能与机械能的一套工艺。针对以上两类挤出设备,其工艺原理、针对的工艺及剂型都不尽相同:Parallel 平行同向双螺杆+ 可组合螺纹设计+ 剪切强弱可调整+ 分子级别的高混合能力+ 结合了热能与机械能- 口模物料流体波动脉冲 Conical 锥形双螺杆同向/异向旋转+ 泵送效果+ 高压力挤出+ 物料流体无波动脉冲- 主依靠热能- 螺纹固定 对于熔融挤出(ME)工艺采用何种类型的挤出机进行加工,取决于配方物料的流变学性质及针对剂型(难溶药物增容、缓控释、特殊剂型等)的工艺和设备匹配,而非全部采用平行同向互相啮合双螺杆。 Pharma Mini锥形双螺杆主要应用方向:一、微量混合挤出微型锥形双螺杆,专用于合成量少且昂贵API的配方筛选(5-8g) 和工艺路径确认阶段,而平行双螺杆Pharma 11可收集稳定工艺的配方筛选用量为20g起(当机械能和热能等工艺稳定后,20g中可收集10g工艺稳定物料用于后续测试)。为避免由于物料量原因,采用更小直径的平行双螺杆所带来的问题:1) 进料问题:进料口太小而无法稳定连续加料2) 加工能量问题:机械能较低,主要依靠热能 3) 二次混合问题:按照连续化工艺的批次概念,平行双螺杆工艺不可将物料进行二次混合Pharma Mini的锥形螺杆设计 及 上机筒的回流槽(Backflow Channel)解决了:1) 在锥形螺杆尾部段进料,进料口更大,更易连续稳定加料2) 采用回流槽进行回流(此为批次工艺),为弥补工艺仅依靠热能且聚合物热传递较慢,对于微量无定型固体分散体配方,增加停留时间给予i API充分的能量从晶型转变为无定型*ii 聚合物通过热能达到熔融态iii在熔融态下较充分的混合*仅针对热稳定性较稳定的API其设计来源于Thermo 「 HAAKE 」 转矩流变仪家族 具备回流槽和毛细管流变学测试的强大的MiniLab系列,各大高校高分子\材料学院微量合成物料必备加工和分析设备。 二、微量制样(尤其针对植入剂剂型)植入剂作为另一个亮点剂型,在4+7也后被大家广泛关注。其通过熔融挤出(ME)将活性成分极好的分散在缓控释载体中,通过口模制备所需直径植入剂,达到一步挤出成型。并通过植入方式,直达病灶部位,可控释放有效成分.借助于Pharam Mini口模处物料流动无波动脉冲,可完全应对植入剂型对极细(0)挤出物均一、密实和连续性的要求。 而平行双螺杆口模中的物料流场收平行同向推进,在口模中汇集,且口模处的压力较锥形双螺杆低,物料流动具有波动性无法避免。但借助于Thermo「 HAAKE 」强大的转矩流变仪体系中的熔体泵,可以通过齿轮将此波动性降低,保证后续口模中流场的稳压和稳流*。*单螺杆也具备口模流场稳压和温流,但单螺杆用料量极大,且机筒内高温停留时间较长,不利于植入剂剂型的工艺温度和挤出。Thermo于2019年已经推出普通聚合物3D打印FDM用线材挤出线(包含熔体泵和后牵引)及制药版熔体泵用于药物3D打印FDM用线材制备,但熔体泵在制药中的应用暂时未被FDA采纳。因此,锥形双螺杆已作为国际上最新一代植入剂挤出工艺,相教前代采用活塞式(Piston)毛细管批次植入剂工艺,其有效的解决了热敏辅料降解和API分散性问题,且为完全连续化工艺。然而,植入剂作为Thermo熔融(ME)挤出工艺难度等级Level 4最高级别工艺,挤出稳定性仅为其中一个难点,另两个难点分布为:1) 后牵引定径、切割联动及排废2) 具有审计追踪和配方管理,从进料、挤出、切割至收集的高度集成系统赛默飞现在已具有两套商品化植入剂实验和生产线:1)具备Pharma MiniTwin失重式双螺杆喂料器,Pharma Mini锥形挤出和最新一代CaliCut定径牵引切割下游,其具备双模式植入剂切割模式2)国际上已经投入使用的植入剂生产线,从密闭进料、高精度喂料器、稳态挤出及精确切割收集,全程由控制系统控制,整条生产线可放置于无菌车间中 生产。 熔融挤出工艺并非一台挤出机,而是一整套配合配方和物料性质,搭配合适的工艺及设备完整的定制工艺生产线。赛默飞材料科学部(MSD)及其HAAKE流变学与连续化工艺(MC),将结合众多检测和分析手段,为你打造最为完善的熔融挤出工艺生产线。
确定
还剩3页未读,是否继续阅读?

产品配置单

赛默飞世尔科技(中国)有限公司集团展位为您提供《制药工艺中熔融挤出技术检测方案(挤出机)》,该方案主要用于其他中其他检测,参考标准--,《制药工艺中熔融挤出技术检测方案(挤出机)》用到的仪器有实验室级热熔挤出机Pharma Mini HME
推荐专场




相关方案
更多
该厂商其他方案
更多