








方案详情
文
Waterborne coatings do not have a priori, the same advantageous rheological properties as solvent-based coatings. If not formulated correctly, they are much inferior with regard to flow properties, leveling, application properties, film build, etc.. In order to obtain the desired performance, thickeners and rheological modifiers are added to improve waterborne paints. Conventional thickeners like cellulosics, high molecular weight polymers or inorganic clays increase the viscosity during application, but they provide poor spatter resistance and leveling to the paint. Associative thickeners are low molecular weight, water soluble polymers like modified alkali swellable emulsions, and provide overall good performance to a waterborne coating.
方案详情

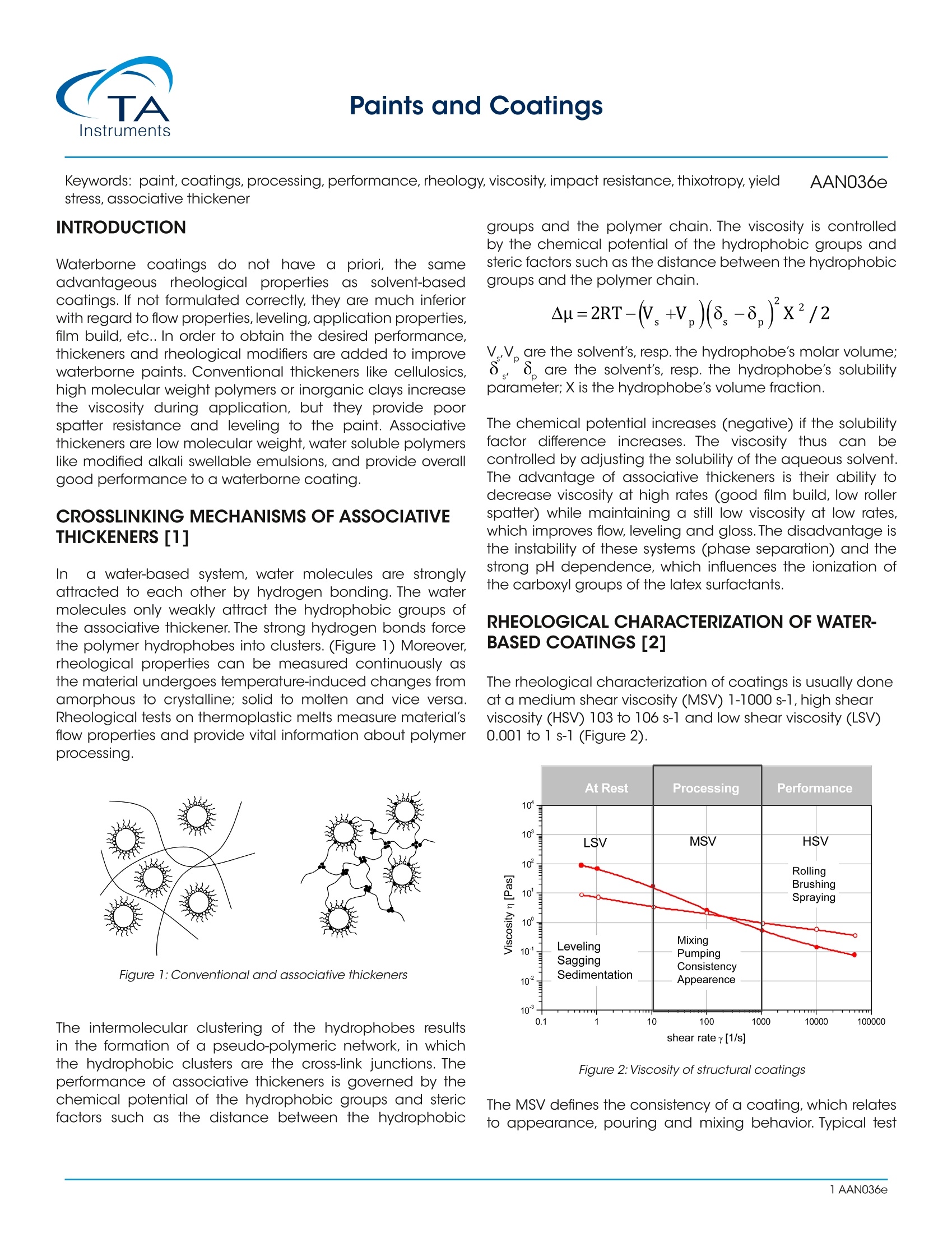
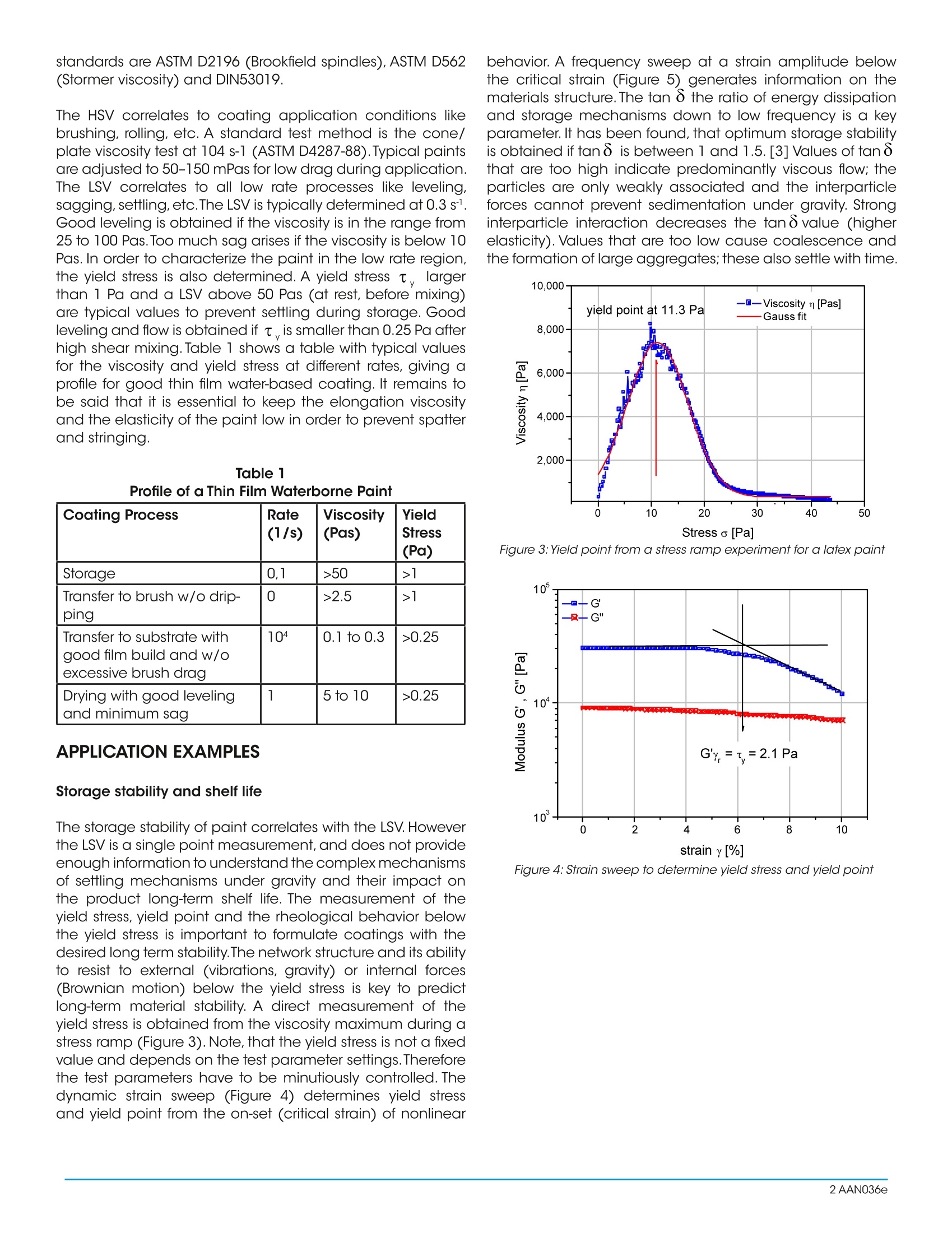
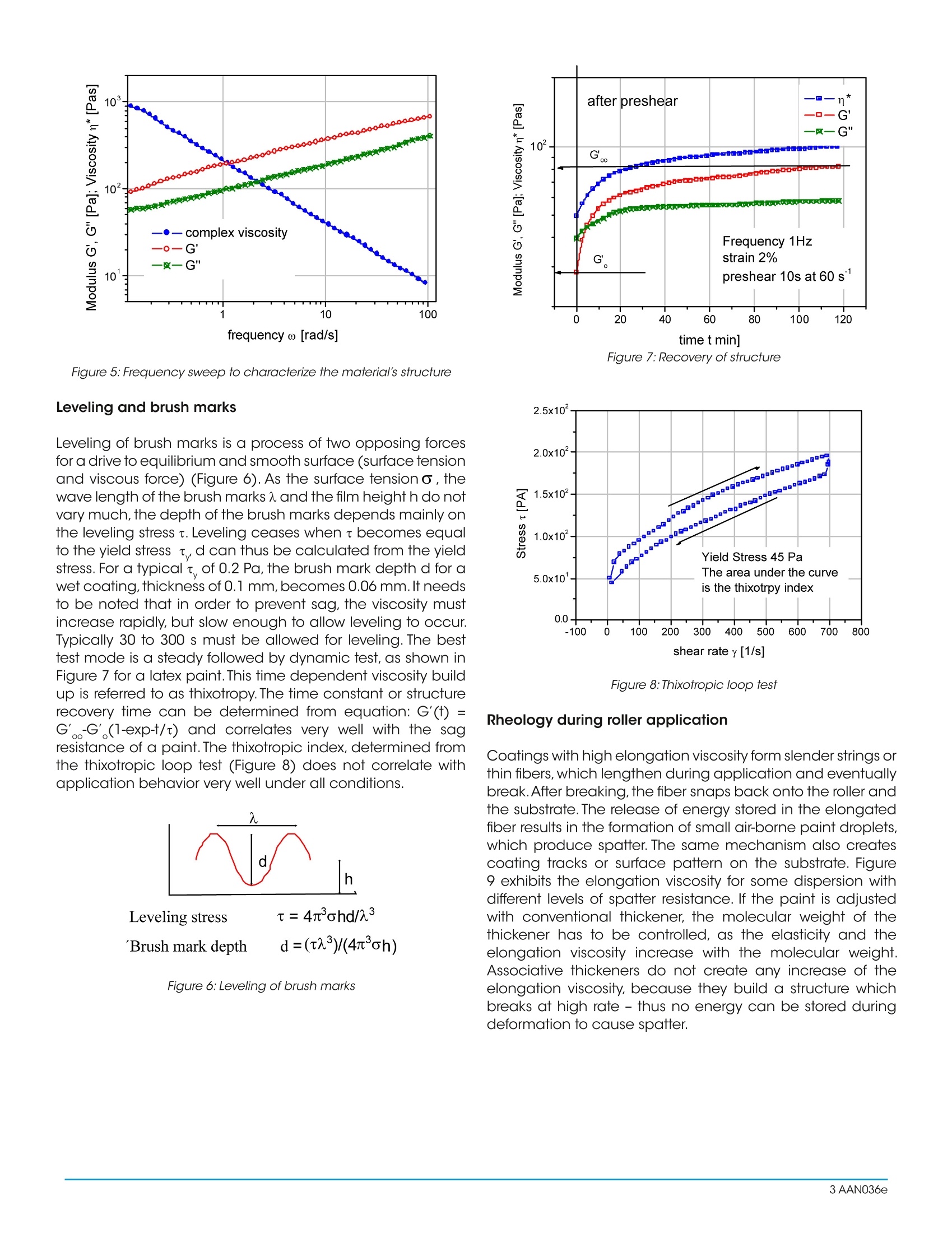
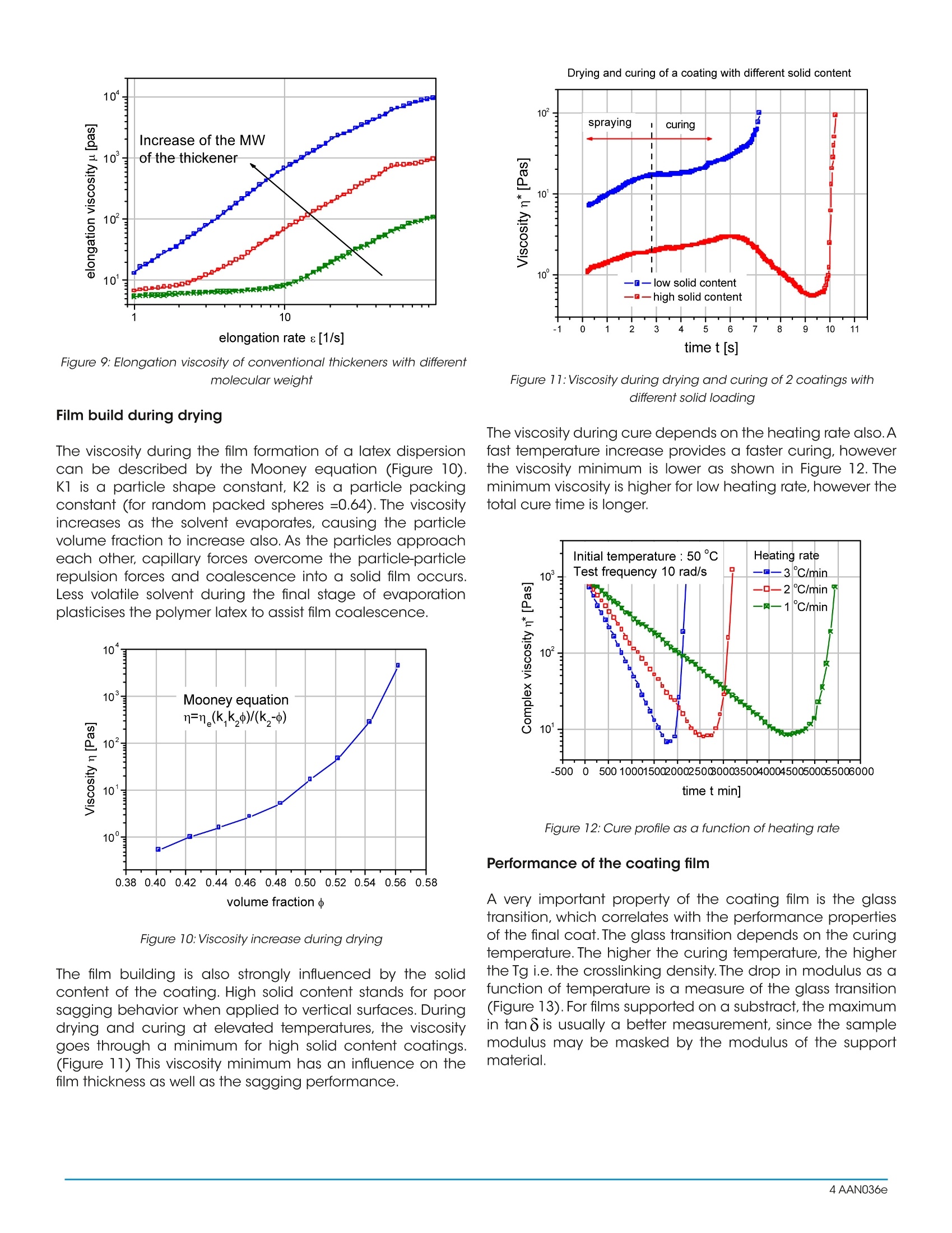
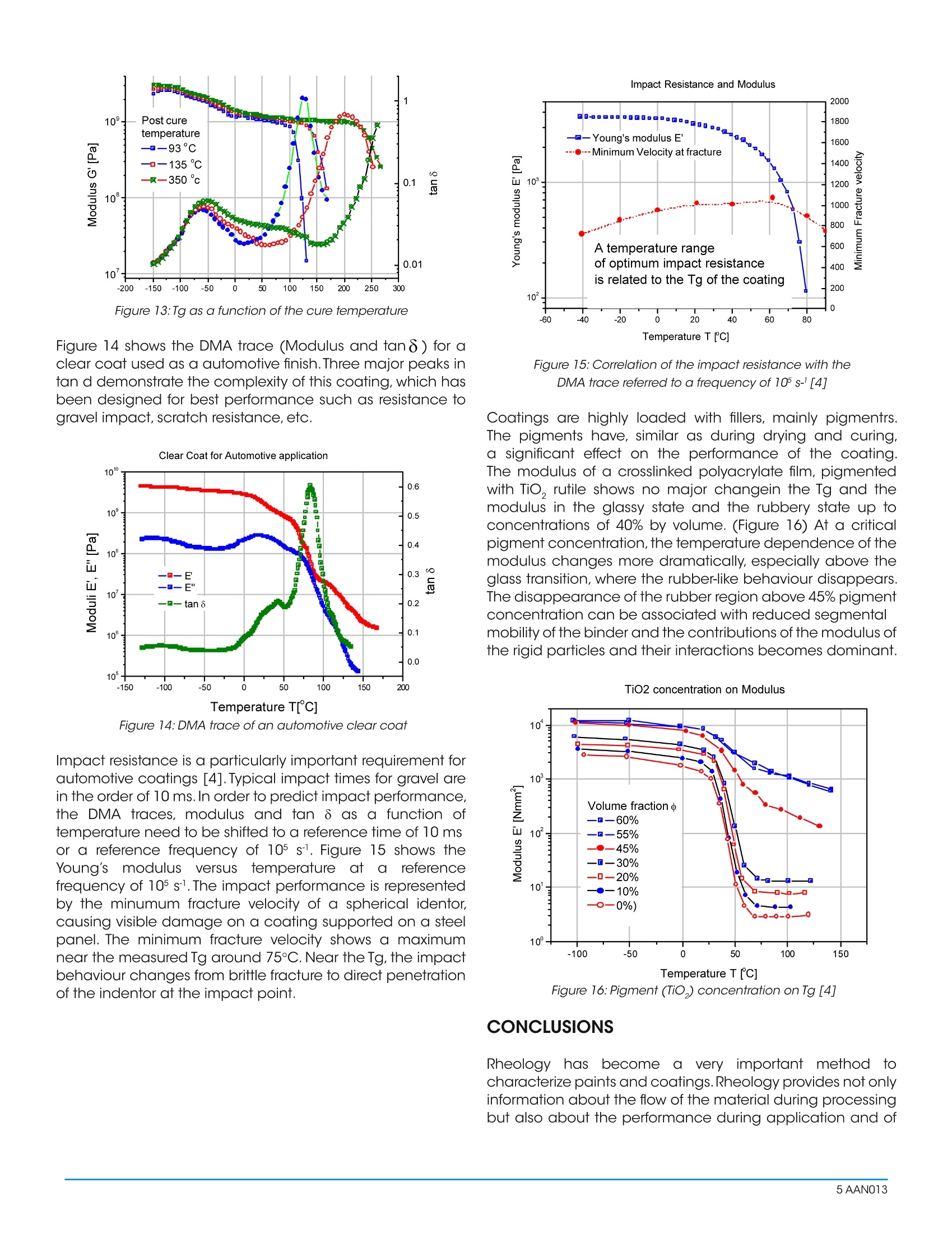
Keywords: paint, coatings, processing,performance, rheology,viscosity, impact resistance, thixotropy, yield AAN036estress, associative thickener INTRODUCTION Waterborne coatings do not have a priori, the sameadvantageous rheological properties assolvent-basedcoatings.If not formulated correctly, they are much inferiorwith regard to flow properties, leveling,application properties,film build, etc.. In order to obtain the desired performance,thickeners and rheological modifiers are added to improvewaterborne paints. Conventional thickeners like cellulosics,high molecular weight polymers or inorganic clays increasethe viscosity during application, but they provide poorspatter resistance and leveling to the paint. Associativethickeners are low molecular weight, water soluble polymerslike modified alkali swellable emulsions, and provide overallgood performance to a waterborne coating. CROSSLINKING MECHANISMS OF ASSOCIATIVETHICKENERS [1] Ina water-based system, water molecules are stronglyattracted to each other by hydrogen bonding. The watermolecules only weakly attract the hydrophobic groups ofthe associative thickener. The strong hydrogen bonds forcethe polymer hydrophobes into clusters. (Figure 1) Moreover,rheological properties can be measured continuously asthe material undergoes temperature-induced changes fromamorphous to crystalline; solid to molten and vice versa.Rheological tests on thermoplastic melts measure material'sflow properties and provide vital information about polymerprocessing. Figure 1:Conventional and associative thickeners The intermolecular clustering of the hydrophobes resultsin the formation of a pseudo-polymeric network, in whichthe hydrophobic clusters are the cross-link junctions. Theperformance of associative thickeners is governed by thechemical potential of the hydrophobic groups and stericfactors such as the distance between the hydrophobic groups and the polymer chain. The viscosity is controlledby the chemical potential of the hydrophobic groups andsteric factors such as the distance between the hydrophobicgroups and the polymer chain. V,, are the solvent’s, resp. the hydrophobe's molar volume;, 8 are the solvent’s, resp. the hydrophobe’s solubilityparameter; X is the hydrophobe's volume fraction. The chemical potential increases (negative) if the solubilityfactor difference increases. The viscosity thus can becontrolled by adjusting the solubility of the aqueous solvent.The advantage of associative thickeners is their ability todecrease viscosity at high rates (good film build, low rollerspatter) while maintaining a still low viscosity at low rates,which improves flow, leveling and gloss. The disadvantage isthe instability of these systems (phase separation) and thestrong pH dependence, which influences the ionization ofthe carboxyl groups of the latex surfactants. RHEOLOGICAL CHARACTERIZATION OF WATER-BASED COATINGS[21 The rheological characterization of coatings is usually doneat a medium shear viscosity (MSV) 1-1000 s-1, high shearviscosity (HSV) 103 to 106 s-1 and low shear viscosity (LSV)0.001 to 1 s-1 (Figure 2). Figure 2: Viscosity of structural coatings The MSV defines the consistency of a coating, which relatesto appearance, pouring and mixing behavior.Typical test standards are ASTM D2196 (Brookfield spindles), ASTM D562(Stormer viscosity) and DIN53019. The HSV correlates to coating application conditions likebrushing, rolling, etc. A standard test method is the cone/plate viscosity test at 104 s-1 (ASTM D4287-88). Typical paintsare adjusted to 50-150 mPas for low drag during application.The LSV correlates to all low rate processes like leveling,sagging,settling, etc.The LSV is typically determined at 0.3 s.Good leveling is obtained if the viscosity is in the range from25 to 100 Pas.Too much sag arises if the viscosity is below 10Pas. In order to characterize the paint in the low rate region,the yield stress is also determined. A yield stress t largerthan 1 Pa and a LSV above 50 Pas (at rest, before mixing)are typical values to prevent settling during storage. Goodleyleveling and flow is obtained ift is smaller than 0.25 Pa afterhigh shear mixing.Table 1 shows a table with typical valuesfor the viscosity and yield stress at different rates, giving aprofile for good thin film water-based coating. It remains tobe said that it is essential to keep the elongation viscosityand the elasticity of the paint low in order to prevent spatterand stringing. Table 1Profile of a Thin Film Waterborne Paint Coating Process Rate(1/s) Viscosity(Pas) YieldStress(Pa) Storage 0,1 >50 >1 Transfer to brush w/o drip-ping 0 >2.5 >1 Transfer to substrate withgood film build and w/o excessive brush drag 104 0.1 to 0.3 >0.25 Drying with good levelingand minimum sag 1 5 to 10 >0.25 APPLICATION EXAMPLES Storage stability and shelf life The storage stability of paint correlates with the LSV. Howeverthe LSV is a single point measurement, and does not provideenough information to understand the complex mechanismsof settling mechanisms under gravity and their impact onthe product long-term shelf life. The measurement of theyield stress, yield point and the rheological behavior belowthe yield stress is important to formulate coatings with thedesired long term stability.The network structure and its abilityto resist to external (vibrations, gravity) or internal forces(Brownian motion) below the yield stress is key to predictlong-term material stability. A direct measurement of theyield stress is obtained from the viscosity maximum during astress ramp (Figure 3). Note, that the yield stress is not a fixedvalue and depends on the test parameter settings. Thereforethe test parameters have to be minutiously controlled. Thedynamic strain sweep (Figure 4) determines yield stressand yield point from the on-set (critical strain) of nonlinear behavior. A frequency sweep at a strain amplitude belowthe critical strain (Figure 5) generates information on thematerials structure. The tan 8 the ratio of energy dissipationand storage mechanisms down to low frequency is a keyparameter. It has been found, that optimum storage stabilityis obtained if tan 8 is between 1 and 1.5. [3] Values of tan 8that are too high indicate predominantly viscous flow; theparticles are only weakly associated and the interparticleforces cannot prevent sedimentation under gravity. Stronginterparticle interaction decreases the tan 8 value (higherelasticity). Values that are too low cause coalescence andthe formation of large aggregates; these also settle with time. Figure 3: Yield point from a stress ramp experiment for a latex paint Figure 4: Strain sweep to determine yield stress and yield point Figure 5: Frequency sweep to characterize the material's structure Leveling and brush marks Leveling of brush marks is a process of two opposing forcesfor a drive to equilibrium and smooth surface (surface tensionand viscous force) (Figure 6). As the surface tension o, thewave length of the brush marks l and the film height h do notvary much,the depth of the brush marks depends mainly onthe leveling stress t. Leveling ceases when t becomes equalto the yield stress ty d can thus be calculated from the yieldstress. For a typical t of 0.2 Pa, the brush mark depth d for awet coating, thickness of 0.1 mm, becomes 0.06 mm.It needsto be noted that in order to prevent sag, the viscosity mustincrease rapidly, but slow enough to allow leveling to occur.Typically 30 to 300 s must be allowed for leveling. The besttest mode is a steady followed by dynamic test, as shown inFigure 7 for a latex paint.This time dependent viscosity buildup is referred to as thixotropy. The time constant or structurerecovery time can be determined from equation: G'(t) =G..G.(1-exp-t/t) and correlates very well with the sagresistance of a paint. The thixotropic index, determined fromthe thixotropic loop test (Figure 8) does not correlate withapplication behavior very well under all conditions. Figure 6:Leveling of brush marks Figure 7:Recovery of structure Figure 8:Thixotropic loop test Rheology during roller application Coatings with high elongation viscosity form slender strings orthin fibers, which lengthen during application and eventuallybreak.After breaking, the fiber snaps back onto the roller andthe substrate. The release of energy stored in the elongatedfiber results in the formation of small air-borne paint droplets,which produce spatter. The same mechanism also createscoating tracks or surface pattern on the substrate. Figure9 exhibits the elongation viscosity for some dispersion withdifferent levels of spatter resistance. If the paint is adjustedwith conventional thickener, the molecular weight of thethickener has to be controlled, as the elasticity and theelongation viscosity increase with the molecular weight.Associative thickeners do not create any increase of theelongation viscosity, because they build a structure whichbreaks at high rate - thus no energy can be stored duringdeformation to cause spatter. elongation rate e [1/s] Figure 9: Elongation viscosity of conventional thickeners with differentmolecular weight Film build during drying The viscosity during the film formation of a latex dispersioncan be described by the Mooney equation (Figure 10).K1 is a particle shape constant, K2 is a particle packingconstant (for random packed spheres =0.64). The viscosityincreases as the solvent evaporates, causing the particlevolume fraction to increase also. As the particles approacheach other, capillary forces overcome the particle-particlerepulsion forces and coalescence into a solid film occurs.Less volatile solvent during the final stage of evaporationplasticises the polymer latex to assist film coalescence. Figure 10:Viscosity increase during drying The film building is also strongly influenced by the solidcontent of the coating. High solid content stands for poorsagging behavior when applied to vertical surfaces. Duringdrying and curing at elevated temperatures, the viscositygoes through a minimum for high solid content coatings.(Figure 11) This viscosity minimum has an influence on thefilm thickness as well as the sagging performance. Figure 11: Viscosity during drying and curing of 2 coatings withdifferent solid loading The viscosity during cure depends on the heating rate also.Afast temperature increase provides a faster curing, howeverthe viscosity minimum is lower as shown in Figure 12. Theminimum viscosity is higher for low heating rate, however thetotal cure time is longer. Figure 12: Cure profile as a function of heating rate Performance of the coating film A very important property of the coating film is the glasstransition, which correlates with the performance propertiesof the final coat. The glass transition depends on the curingtemperature. The higher the curing temperature, the higherthe Tg i.e. the crosslinking density. The drop in modulus as afunction of temperature is a measure of the glass transition(Figure 13). For films supported on a substract, the maximumin tan 8 is usually a better measurement, since the samplemodulus may be masked by the modulus of the supportmaterial. Figure 13:Tg as a function of the cure temperature Figure 14 shows the DMA trace (Modulus and tan 8) for aclear coat used as a automotive finish. Three major peaks intan d demonstrate the complexity of this coating, which hasbeen designed for best performance such as resistance togravel impact, scratch resistance, etc. Figure 14: DMA trace of an automotive clear coat Impact resistance is a particularly important requirement forautomotive coatings [4]. Typical impact times for gravel arein the order of 10 ms. In order to predict impact performance,the DMA traces, modulus and tan 8 as a function oftemperature need to be shifted to a reference time of 10 msor a reference frequency of 105 s1. Figure 15 shows theYoung's modulusversus temperature at a referencefrequency of 105 s-1.The impact performance is representedby the minumum fracture velocity of a spherical identor,causing visible damage on a coating supported on a steelpanel. The minimum fracture velocity shows a maximumnear the measured Tg around 75C. Near the Tg, the impactbehaviour changes from brittle fracture to direct penetrationof the indentor at the impact point. Figure 15: Correlation of the impact resistance with theDMA trace referred to a frequency of 105 s-[4] Coatings are highly loaded with fillers, mainly pigmentrs.The pigments have, similar as during drying and curing,a significant effect on the performance of the coating.The modulus of a crosslinked polyacrylate film, pigmentedwith TiO, rutile shows no major changein the Tg and themodulus in the glassy state and the rubbery state up toconcentrations of 40% by volume. (Figure 16) At a criticalpigment concentration, the temperature dependence of themodulus changes more dramatically, especially above theglass transition, where the rubber-like behaviour disappears.The disappearance of the rubber region above 45% pigmentconcentration can be associated with reduced segmentalmobility of the binder and the contributions of the modulus ofthe rigid particles and their interactions becomes dominant. TiO2 concentration on Modulus Figure 16: Pigment (TiO,)concentration on Tg [4] CONCLUSIONS Rheology hass become a very important method tocharacterize paints and coatings.Rheology provides not onlyinformation about the flow of the material during processingbut also about the performance during application and of the final coating. Rheology has become a must for the formulation engineer,who has to develop paints and coatings with well definedapplication and end-use properties. REFERENCES 1.. HHester R.D., Squire,D.R. Journal of coatings technology,69 (1997),109 2. Koleske, J.V. Paints and Coating Testing Manual. 14thedition of the Gardner-Sward Handbook 3Rohn, C. Journal of water Borne Coatings, August 19874 ( Zosel,A. Progress in Organic Coatings, 8 ( 1980), 47 ) Revised By A. Franck AAN AN Waterborne coatings do not have a priori, the same advantageous rheological properties as solvent-based coatings. If not formulated correctly, they are much inferior with regard to flow properties, leveling, application properties, film build, etc.. In order to obtain the desired performance, thickeners and rheological modifiers are added to improve waterborne paints. Conventional thickeners like cellulosics, high molecular weight polymers or inorganic clays increase the viscosity during application, but they provide poor spatter resistance and leveling to the paint. Associative thickeners are low molecular weight, water soluble polymers like modified alkali swellable emulsions, and provide overall good performance to a waterborne coating.
确定
还剩4页未读,是否继续阅读?

产品配置单

TA仪器为您提供《油漆、涂料中流变性、粘度、耐冲击性、触变性、屈服应力检测方案(流变仪)》,该方案主要用于涂料中流变性、粘度、耐冲击性、触变性、屈服应力检测,参考标准--,《油漆、涂料中流变性、粘度、耐冲击性、触变性、屈服应力检测方案(流变仪)》用到的仪器有TA仪器Discovery 流变仪
推荐专场





相关方案
更多
该厂商其他方案
更多