








方案详情
文
粉末涂料是一种先进的提供装饰和保护的方法,广泛应用于各种材料领域以及同时适用于工业客户和普通消费者。加工过程中使用的粉末是一种颜料和树脂混合物,可喷到表面涂层。带电粉末粒子年粘附在接地表面,直至在固化炉中加热和通话呈平滑涂层。
方案详情

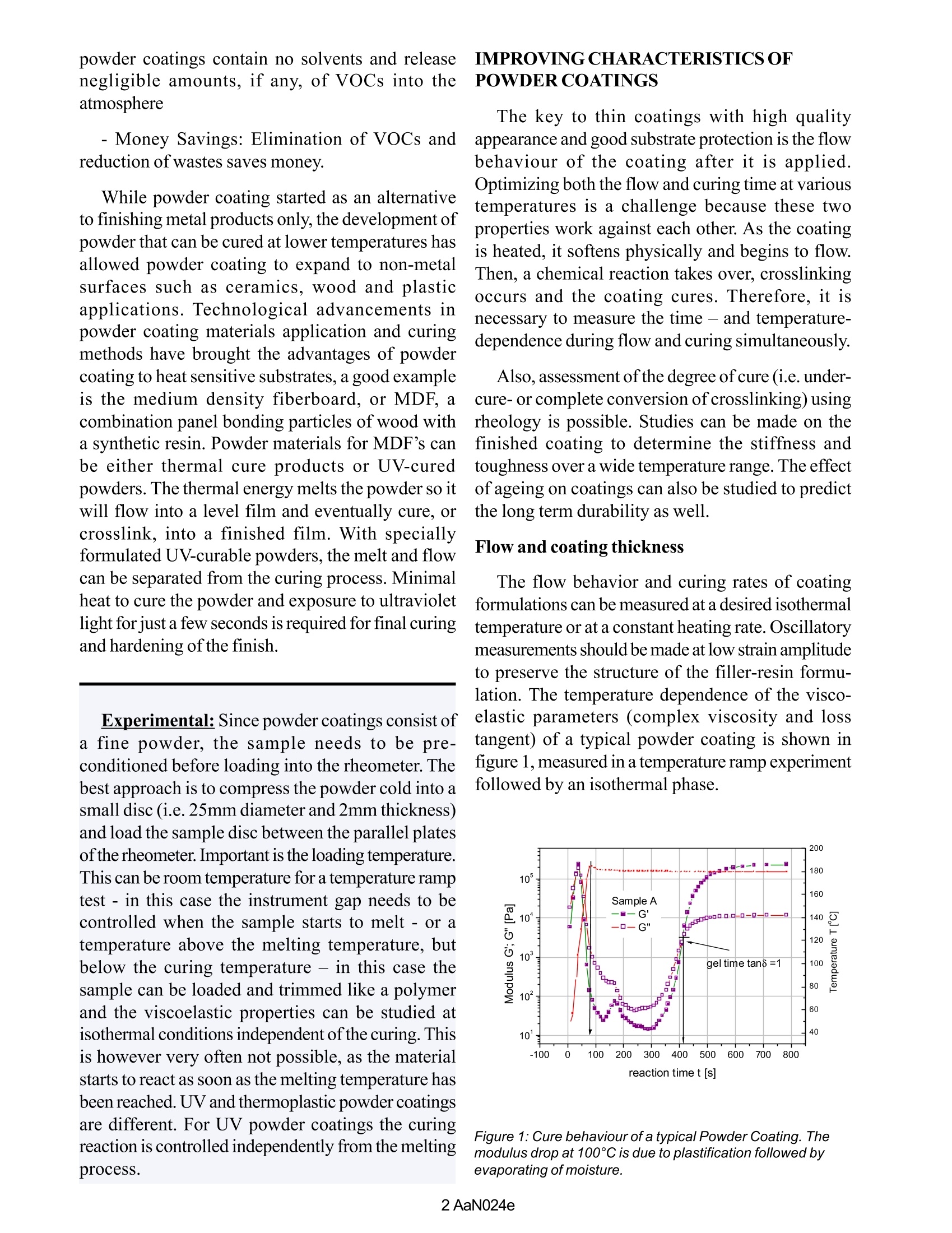
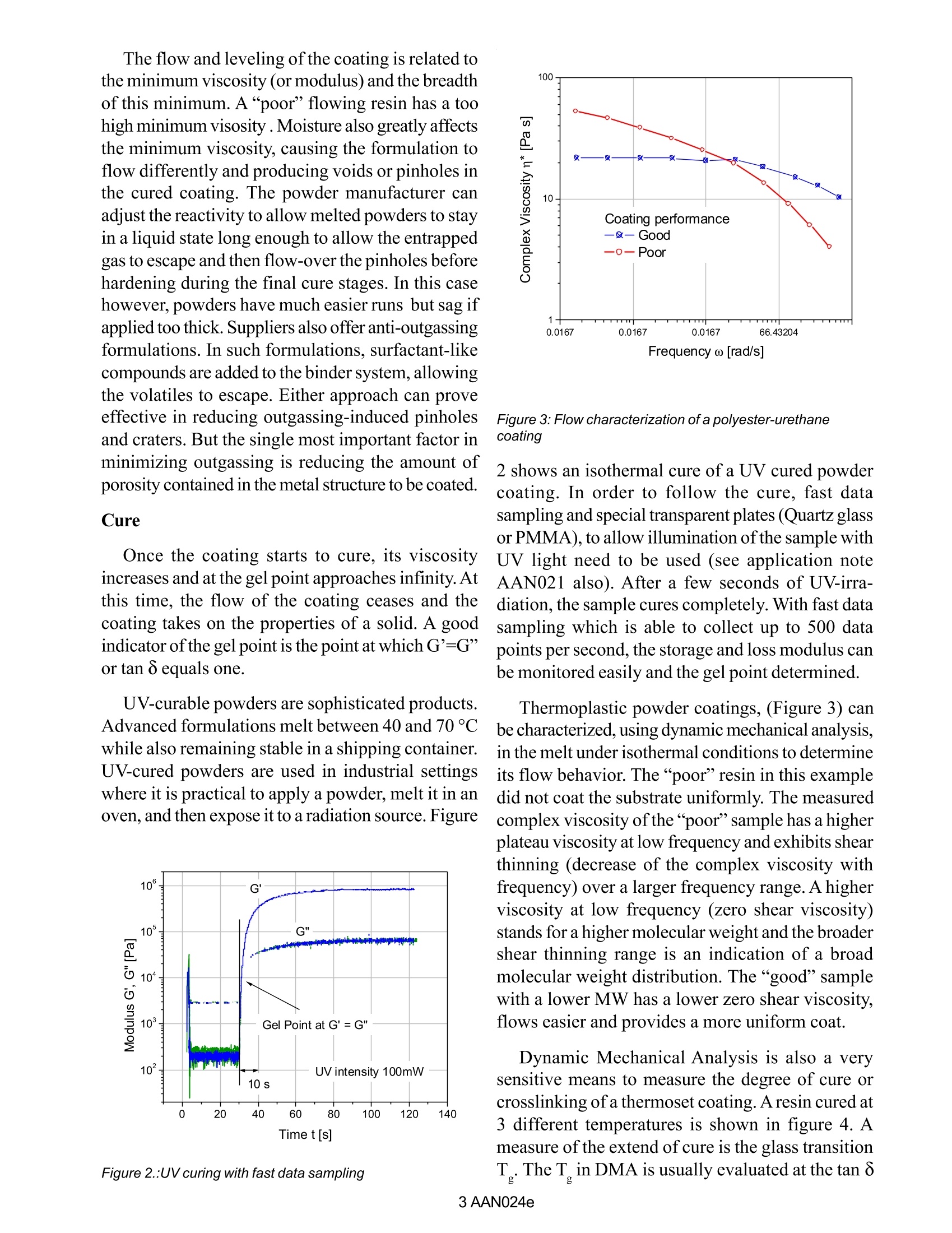
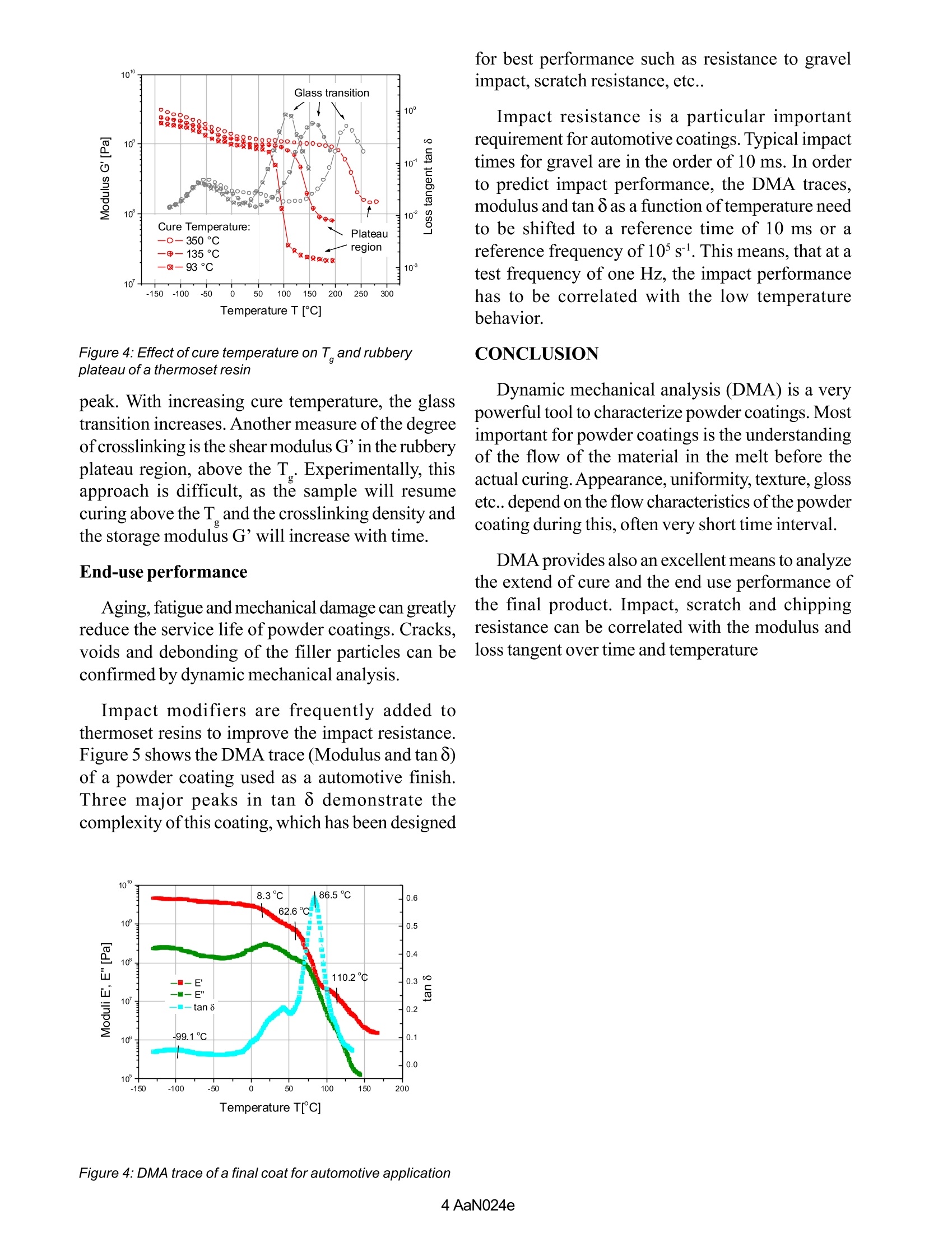
AAN024 DMA to improve Powder Coatings* A. Franck, TA Instruments Germany Kezwords: powder coatings, gel point,cure, pinholes, glass transition, impact, DMA BACKGROUND Powder coating is an advanced method ofapplying a decorative and protective finish to a widerange of materials and products that are used by bothindustries and consumers. The powder used for theprocess is a mixture of finely ground particles ofpigment and resin, which is sprayed onto a surfaceto be coated. The charged powder particles adhereto the electrically grounded surfaces until heated andfused into a smooth coating in a curing oven. Today, powder coatings are primarily being usedin home appliances, automotive, building, oil andgas piping, machinery, outdoor products and alsonon-metal products. Powder coating is the fastest-growing finishing technology, representing over 10%of all industrial finishing applications. The globalpowder coating market was estimated to 70.6 billionUS$ in 2000. Resins used in powder coatings may be eitherthermoplastic (flows when heat is applied) orthermosetting (cross-links when enough heat isapplied). Typical thermoplastic powder coatingsinclude: polyethylene, polypropylene,nylon, vinyl,polyvinyl chloride, polyvinylidene fluoride,thermoplastic polyamides, and thermoplasticpolyesters. These are high-molecular-weightpolymers that exhibit excellent chemical resistance,toughness, and flexibility. They are difficult to grindinto fine particles, and have a high viscositywhenheated. Thermoplastic powders are especially wellsuited for a thick coating capable of extremeperformance requirements Thermosetting powders are derived from threegeneric types ofresins: epoxy, polyester, and acrylic.From these three resins, five coating systems arederived: epoxy, epoxy-polyester, polyester-triglycidyl isocyanurate, acrylic-urethane, andpolyester-urethane. The powder coating formulation is much like aliquid coating formulation except that most ofthecomponents are in solid, melt processable form. Themain components of a thermosetting powder coatingare:-Resin, the key component of powder coatings;Curing agents, depending on the type ofresin systememployed and the final coating properties required;Accelerators to increase the cure reaction rate:Pigments; Fillers to reduce the cost of the coatingformulation; Degassing agents to improve out-gassing and eliminate pinholes and craters;Dry Flowagents to improve the free flow of powders; Flowagents and /or Rheological additives to enhancefilm properties and minimize / eliminate surfacedefects by improving the flow of the molten coating;Waxes to provide slip, hardness, scratch resistance;Matting to reduce the gloss and/or Texturingagents. The main advantages of today’s powder coatingsover wet coatings are: -Durability: Powder coated surfaces are moreresistant to chipping, scratching, fading, and wearingthan other finishes.. - Environment Protection: Powder coatings arealso highly protective of our environment. Whileliquid finishes contain solvents which have pollutantsknown as volatile organic compounds (VOCs), ( *based onRheometric Scientific Application bulletin 19,#902-00078 ) powder coatings contain no solvents and releasenegligible amounts, if any, of VOCs into theatmosphere - Money Savings: Elimination of VOCs andreduction of wastes saves money. While powder coating started as an alternativeto finishing metal products only, the development ofpowder that can be cured at lower temperatures hasallowed powder coating to expand to non-metalsurfaces such as ceramics, wood and plasticapplications. Technological advancements inpowder coating materials application and curingmethods have brought the advantages of powdercoating to heat sensitive substrates, a good exampleis the medium density fiberboard, or MDF, acombination panel bonding particles of wood witha synthetic resin. Powder materials for MDF’s canbe either thermal cure products or UV-curedpowders. The thermal energy melts the powder so itwill flow into a level film and eventually cure, orcrosslink, into a finished film. With speciallyformulated UV-curable powders, the melt and flowcan be separated from the curing process. Minimalheat to cure the powder and exposure to ultravioletlight for just a few seconds is required for final curingand hardening of the finish. Experimental: Since powder coatings consist ofa fine powder, the sample needs to be pre-conditioned before loading into the rheometer. Thebest approach is to compress the powder cold into asmall disc (i.e. 25mm diameter and 2mm thickness)and load the sample disc between the parallel platesofthe rheometer. Important is the loading temperature.This can be room temperature for a temperature ramptest - in this case the instrument gap needs to becontrolled when the sample starts to melt - or atemperature above the melting temperature, butbelow the curing temperature - in this case thesample can be loaded and trimmed like a polymerand the viscoelastic properties can be studied atisothermal conditions independent ofthe curing. Thisis however very often not possible, as the materialstarts to react as soon as the melting temperature hasbeen reached. UV and thermoplastic powder coatingsare different. For UV powder coatings the curingreaction is controlled independently from the meltingprocess. The key to thin coatings with high qualityappearance and good substrate protection is the flowbehaviour of the coating after it is applied.Optimizing both the flow and curing time at varioustemperatures is a challenge because these twoproperties work against each other. As the coatingis heated, it softens physically and begins to flow.Then, a chemical reaction takes over, crosslinkingoccurs and the coating cures. Therefore, it isnecessary to measure the time - and temperature-dependence during flow and curing simultaneously. Also, assessment ofthe degree ofcure (i.e. under-cure- or complete conversion of crosslinking) usingrheology is possible. Studies can be made on thefinished coating to determine the stiffness andtoughness over a wide temperature range. The effectofageing on coatings can also be studied to predictthe long term durability as well. Flow and coating thickness The flow behavior and curing rates of coatingformulations can be measured at a desired isothermaltemperature or at a constant heating rate. Oscillatorymeasurements should be made at low strain amplitudeto preserve the structure of the filler-resin formu-lation. The temperature dependence of the visco-elastic parameters (complex viscosity and losstangent) of a typical powder coating is shown infigure 1, measured in a temperature ramp experimentfollowed by an isothermal phase. Figure 1:Cure behaviour of a typical Powder Coating. Themodulus drop at 100℃ is due to plastification followed byevaporating of moisture. The flow and leveling of the coating is related tothe minimum viscosity (or modulus) and the breadthof this minimum. A“poor”flowing resin has a toohigh minimum visosity. Moisture also greatly affectsthe minimum viscosity, causing the formulation toflow differently and producing voids or pinholes inthe cured coating. The powder manufacturer canadjust the reactivity to allow melted powders to stayin a liquid state long enough to allow the entrappedgas to escape and then flow-over the pinholes beforehardening during the final cure stages. In this casehowever, powders have much easier runs but sag ifapplied too thick. Suppliers also offer anti-outgassingformulations. In such formulations, surfactant-likecompounds are added to the binder system, allowingthe volatiles to escape. Either approach can proveeffective in reducing outgassing-induced pinholesand craters. But the single most important factor inminimizing outgassing is reducing the amount ofporosity contained in the metal structure to be coated. Cure Once the coating starts to cure, its viscosityincreases and at the gel point approaches infinity. Atthis time, the flow of the coating ceases and thecoating takes on the properties of a solid. A goodindicator ofthe gel point is the point at which G'=G”or tan 8 equals one. UV-curable powders are sophisticated products.Advanced formulations melt between 40 and 70°Cwhile also remaining stable in a shipping container.UV-cured powders are used in industrial settingswhere it is practical to apply a powder, melt it in anoven, and then expose it to a radiation source. Figure Figure 2.:UV curing with fast data sampling Figure 3: Flow characterization of apolyester-urethanecoating 2 shows an isothermal cure of a UV cured powdercoating. In order to follow the cure, fast datasampling and special transparent plates (Quartz glassor PMMA), to allow illumination of the sample withUV light need to be used (see application noteAAN021 also). After a few seconds of UV-irra-diation, the sample cures completely. With fast datasampling which is able to collect up to 500 datapoints per second, the storage and loss modulus canbe monitored easily and the gel point determined. Thermoplastic powder coatings, (Figure 3) canbe characterized, using dynamic mechanical analysis,in the melt under isothermal conditions to determineits flow behavior. The“poor”resin in this exampledid not coat the substrate uniformly. The measuredcomplex viscosity ofthe“poor”sample has a higherplateau viscosity at low frequency and exhibits shearthinning (decrease of the complex viscosity withfrequency) over a larger frequency range. A higherviscosity at low frequency (zero shear viscosity)stands for a higher molecular weight and the broadershear thinning range is an indication of a broadmolecular weight distribution. The“good”samplewith a lower MW has a lower zero shear viscosity,flows easier and provides a more uniform coat. Dynamic Mechanical Analysis is also a verysensitive means to measure the degree of cure orcrosslinking of a thermoset coating. A resin cured at3 different temperatures is shown in figure 4. Ameasure ofthe extend of cure is the glass transitionT. TheT in DMA is usually evaluated at the tan 8 Figure 4: Effect of cure temperature on T andrubberyplateau of a thermoset resin peak. With increasing cure temperature, the glasstransition increases. Another measure of the degreeofcrosslinking is the shear modulus G’in the rubberyplateau region, above the T. Experimentally, thisapproach is difficult, as the sample will resumecuring above the T and the crosslinking density andthe storage modulus G'will increase with time. End-use performance Aging, fatigue and mechanical damage can greatlyreduce the service life of powder coatings. Cracks,voids and debonding of the filler particles can beconfirmed by dynamic mechanical analysis. Impact modifiers are frequently added tothermoset resins to improve the impact resistance.Figure 5 shows the DMA trace (Modulus and tan 8)of a powder coating used as a automotive finish.Three major peaks in tan 8 demonstrate thecomplexity of this coating, which has been designed for best performance such as resistance to gravelimpact, scratch resistance, etc.. Impact resistance is a particular importantrequirement for automotive coatings. Typical impacttimes for gravel are in the order of 10 ms. In orderto predict impact performance, the DMA traces,modulus and tan 8 as a function oftemperature needto be shifted to a reference time of 10 ms or areference frequency of10s. This means, that at atest frequency of one Hz, the impact performancehas to be correlated with the low temperaturebehavior. CONCLUSION Dynamic mechanical analysis (DMA) is a verypowerful tool to characterize powder coatings. Mostimportant for powder coatings is the understandingof the flow of the material in the melt before theactual curing. Appearance, uniformity, texture, glossetc.. depend on the flow characteristics of the powdercoating during this, often very short time interval. DMA provides also an excellent means to analyzethe extend of cure and the end use performance ofthe final product. Impact, scratch and chippingresistance can be correlated with the modulus andloss tangent over time and temperature AAN Powder coating is an advanced method of applying a decorative and protective finish to a wide range of materials and products that are used by both industries and consumers. The powder used for the process is a mixture of finely ground particles of pigment and resin, which is sprayed onto a surface to be coated. The charged powder particles adhere to the electrically grounded surfaces until heated and fused into a smooth coating in a curing oven.Today, powder coatings are primarily being used in home appliances, automotive, building, oil and gas piping, machinery, outdoor products and also non-metal products. Powder coating is the fastest growing finishing technology, representing over 10% of all industrial finishing applications. The global powder coating market was estimated to 70.6 billion US$ in 2000.
确定

还剩2页未读,是否继续阅读?

TA仪器为您提供《粉末涂料中涂料性能改善检测方案(动态热机械)》,该方案主要用于涂料中涂料性能改善检测,参考标准--,《粉末涂料中涂料性能改善检测方案(动态热机械)》用到的仪器有
相关方案
更多
该厂商其他方案
更多