








(1)工作锥入度。
将润滑脂试样放入标准工作器中,25℃条件下,经过60次剪切后,所测得的锥入度,叫工作锥入度。工作锥入度对润滑脂的生产和选用有两大意义:体现润滑脂的流动性;按照工作锥入度范围划分稠度牌号。
方案详情

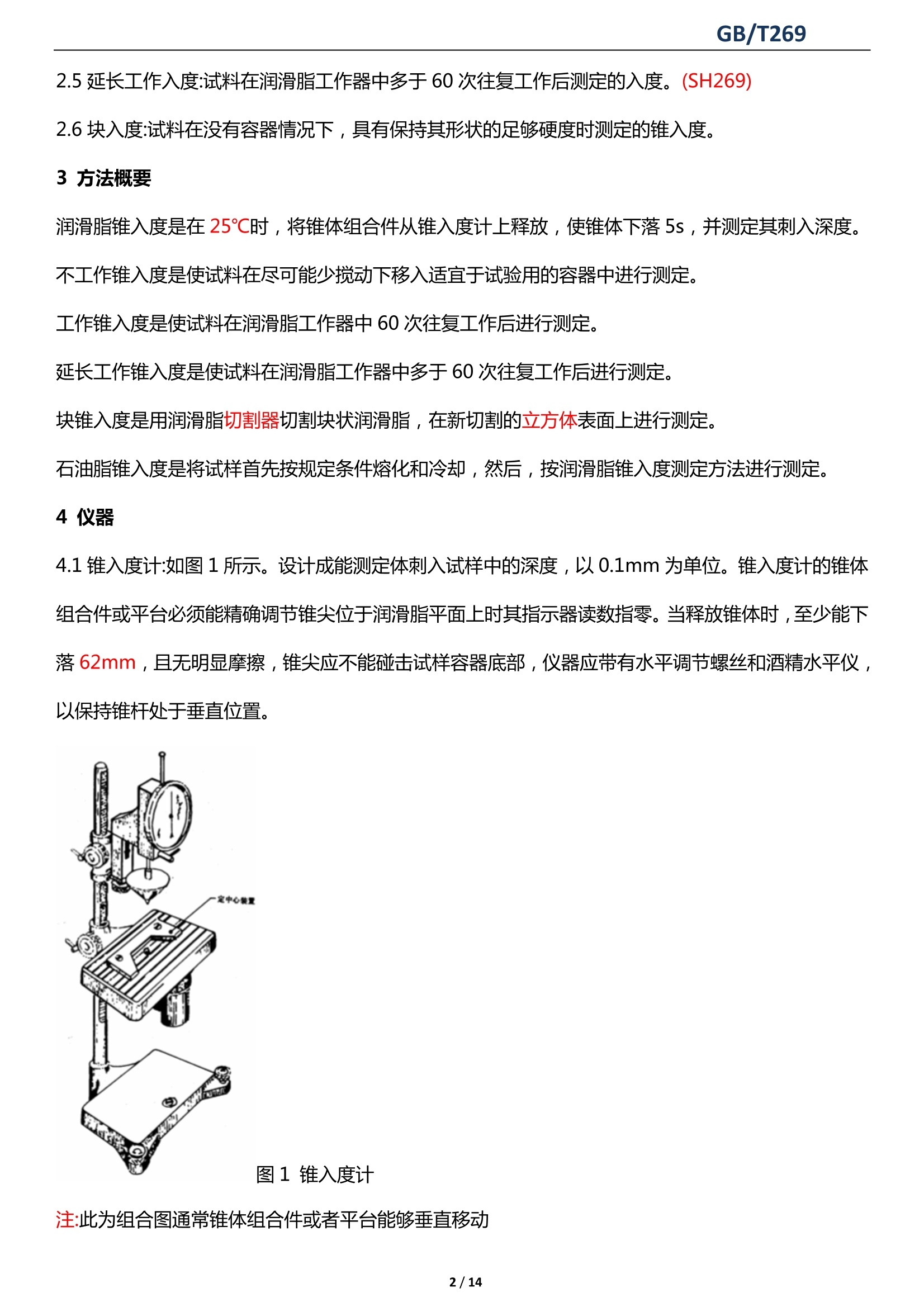
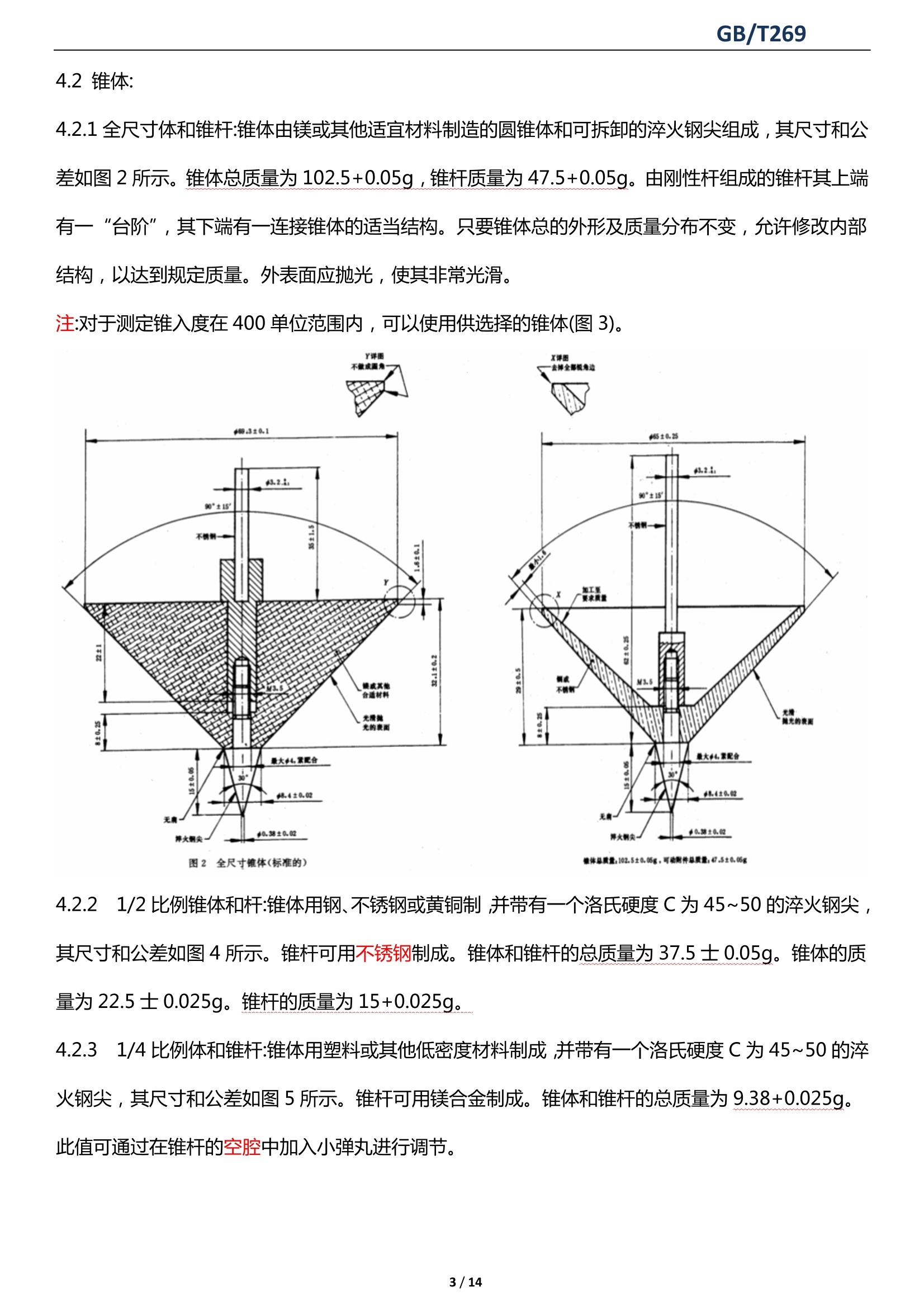
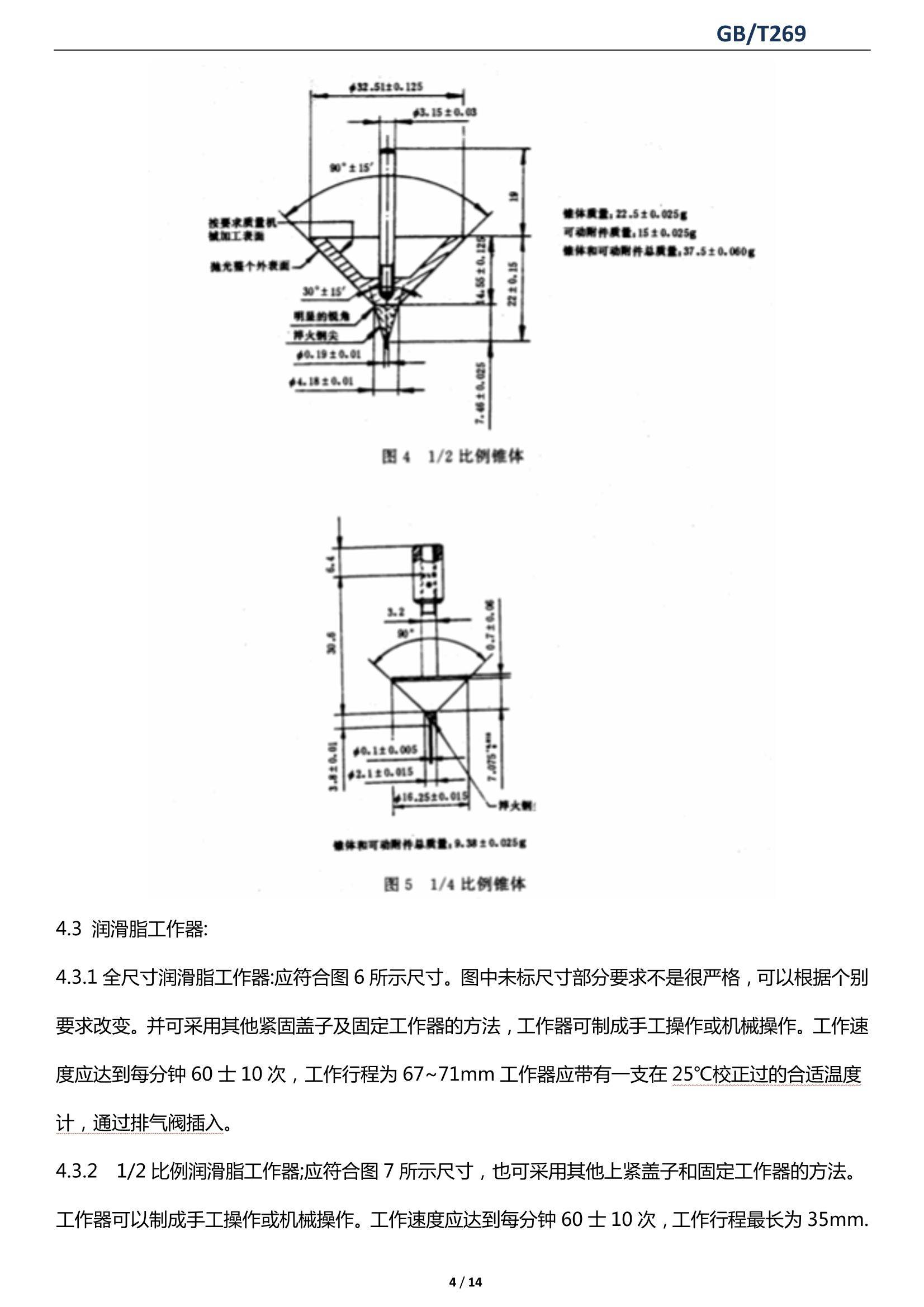
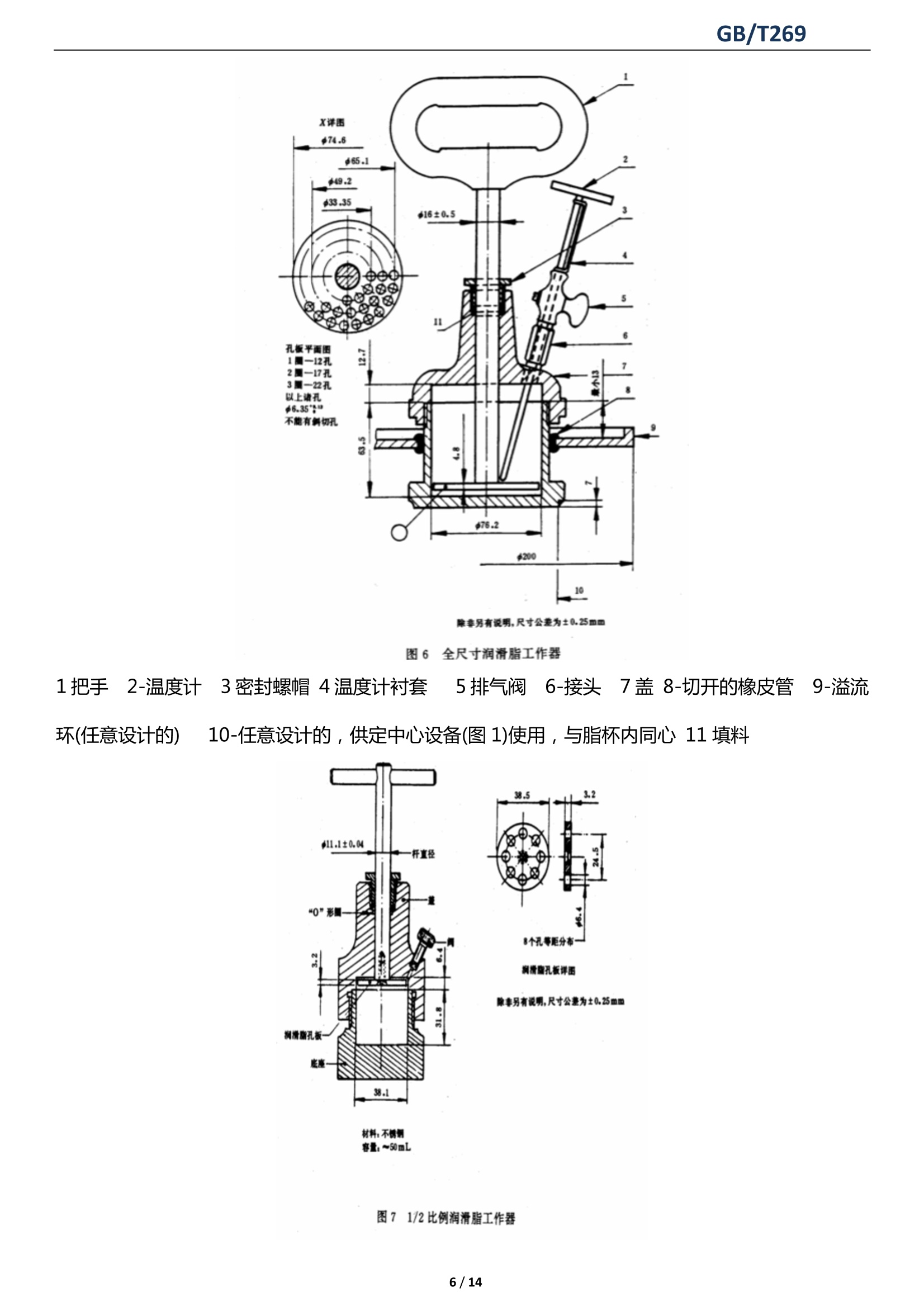
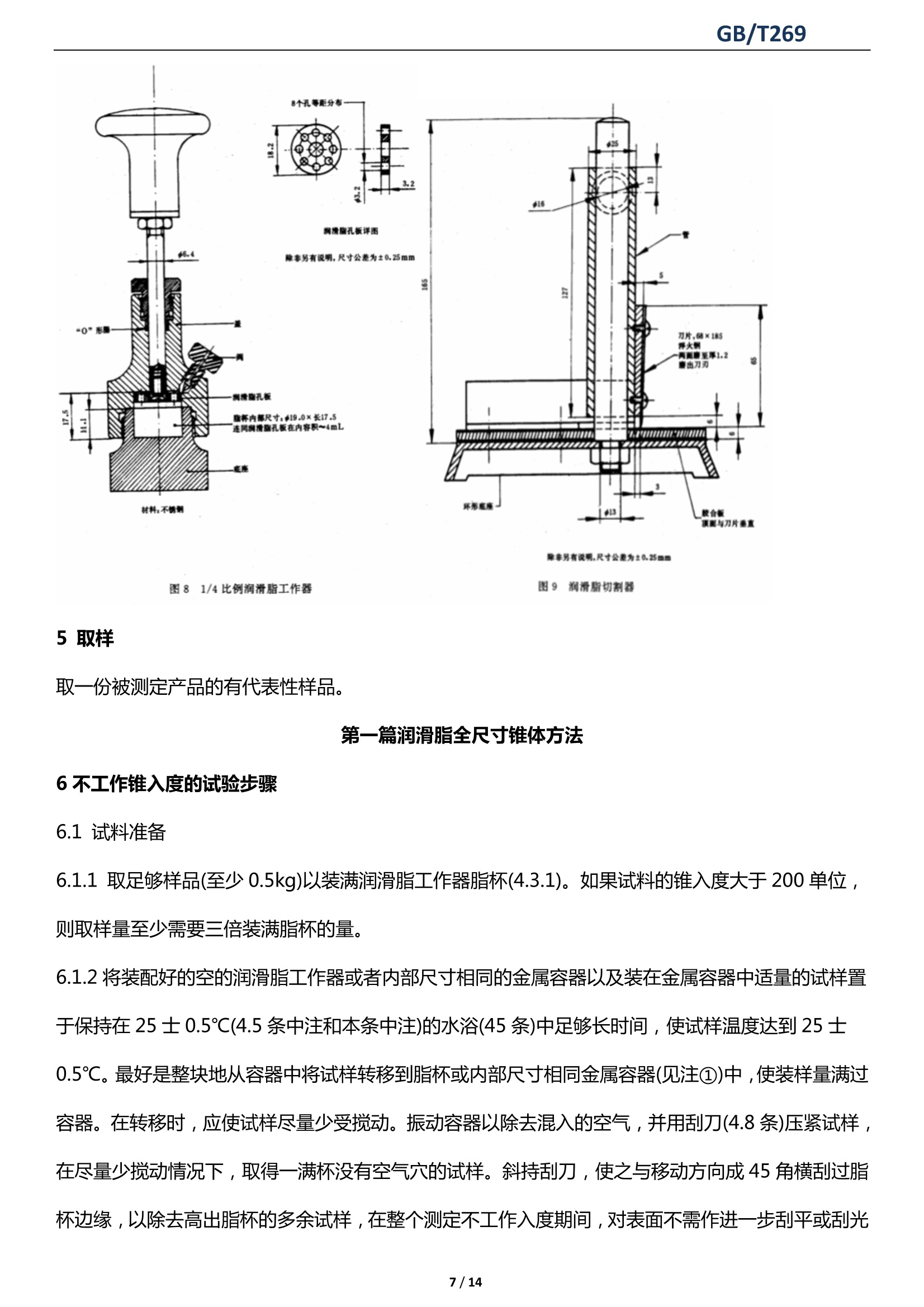
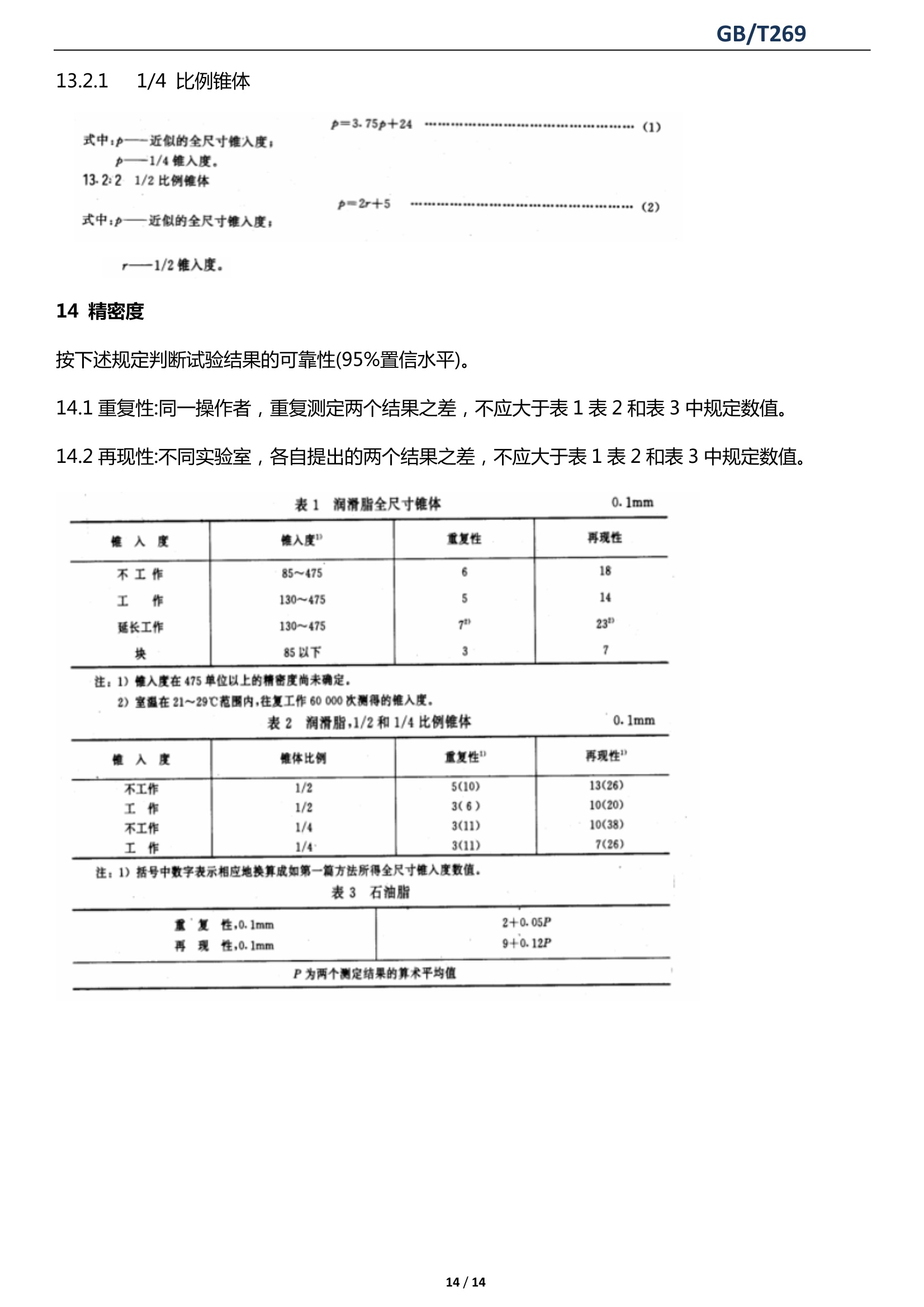
(1)工作锥入度。将润滑脂试样放入标准工作器中,25℃条件下,经过60次剪切后,所测得的锥入度,叫工作锥入度。工作锥入度对润滑脂的生产和选用有两大意义:体现润滑脂的流动性;按照工作锥入度范围划分稠度牌号。(2)非工作锥入度。润滑脂试样在尽可能少搅动的情况下,从样品容器直接转移到脂杯测得的锥入度。非工作锥入度不代表润滑脂在使用中的稠度。(3)延长工作锥入度。润滑脂试样在工作器中,经历多于60次剪切后(一般有10000次,100000次等),测得的锥入度。延长工作锥入度能反映润滑脂胶体稳定性,也能一定程度上体现润滑脂的寿命。(4)块锥入度。在测定稠度较大的润滑脂产品时,会使用到这一概念,它是指在润滑脂硬度足以保持形状的条件下,在25℃时测得的锥入度。(5)微锥入度。在进行润滑脂锥入度测试的时候,除了标准锥体(102.5g±0.05g)和脂杯以外,还有相对标准锥体的1/4锥(9.38g±0.025g),1/2锥(22.5g±0.05g)。微锥入度测试,适用于样品量较少的情况,或者不需要全尺寸锥测试的情况。微锥入度(B)和一般锥入度(A)的关系是可以表达为A=3.75B+24。GB/T269 润滑脂和石油脂锥人度测定法 本标准等效采用国际标准 ISO 2137-1985《润滑脂和石油脂锥入度测定法》。 1主题内容与适用范围 本标准规定了用锥入度法测定润滑脂和石油脂稠度的方法。 本标准适用于润滑脂和石油脂(凡士林)。 本标准的第一篇适用于用全尺寸锥体刺入润滑脂来测定其稠度的四种方法。这些方法包括不工作、工 作、延长工作和块入度的测定步骤。锥入度值可以测至620单位。 本标准的第二篇适用于用全尺寸推体的 1/2或 1/4比例体来测定其稠度的两个方法。这两个方法只 适用于样品量少,不能用第1部分测定方法时,而且全尺寸锥入度值为175~385单位的润滑脂。 虽然 1/2和 1/4锥入度可以换算为全尺寸锥入度,但这两个方法不是为了代替第 1部分所述的锥入 度。 注:①不工作入度通常不象工作入度那祥有效地代表润滑脑在使用中的度,最好使用工作入度检验润 滑脂 ②当润滑脂具有能保持其形状的足够硬度时,则可测定其块锥入度。通常这些润滑脂的全尺寸入度值 低于85单位。 本标准的第三篇适用于用全尺寸锥体刺入石油脂(凡士林)来测定其度的方法,全尺寸锥入度值可达到 300单位。 本方法亦适用于测定未经发汗脱油的含油蜡的稠度。 2定义 2.1锥入度:在规定的负荷、时间和温度的条件下,锥体刺入试料的深度。 注:其单位以 0.1mm表示。 2.2工作:使润滑脂受到润滑脂工作器的剪切作用。 2.3不工作锥入度;试料在尽可能少搅动情况下,从样品容器转移到工作器脂杯中测定的锥入度。 2.4工作入度:试料在润滑脂工作器中经60次往复工作后测定的入度。(SH269-1) 2.5延长工作入度:试料在润滑脂工作器中多于60次往复工作后测定的入度。(SH269) 2.6块入度:试料在没有容器情况下,具有保持其形状的足够硬度时测定的锥入度。 3方法概要 润滑脂锥入度是在25℃时,将锥体组合件从锥入度计上释放,使锥体下落5s,并测定其刺入深度。不工作锥入度是使试料在尽可能少搅动下移入适宜于试验用的容器中进行测定。 工作锥入度是使试料在润滑脂工作器中60次往复工作后进行测定。 延长工作锥入度是使试料在润滑脂工作器中多于60次往复工作后进行测定。 块锥入度是用润滑脂切割器切割块状润滑脂,在新切割的立方体表面上进行测定。 石油脂锥入度是将试样首先按规定条件熔化和冷却,然后,按润滑脂锥入度测定方法进行测定。 4仪器 4.1锥入度计:如图1所示。设计成能测定体刺入试样中的深度,以0.1mm为单位。锥入度计的锥体 组合件或平台必须能精确调节锥尖位于润滑脂平面上时其指示器读数指零。当释放锥体时,至少能下 落62mm,且无明显摩擦,锥尖应不能碰击试样容器底部,仪器应带有水平调节螺丝和酒精水平仪,以保持锥杆处于垂直位置。 图1锥入度计 注:此为组合图通常锥体组合件或者平台能够垂直移动 4.2锥体: 4.2.1全尺寸体和锥杆:锥体由镁或其他适宜材料制造的圆锥体和可拆卸的淬火钢尖组成,其尺寸和公 差如图2所示。锥体总质量为102.5+0.05g,锥杆质量为47.5+0.05g。由刚性杆组成的锥杆其上端 有一“台阶”,其下端有一连接锥体的适当结构。只要锥体总的外形及质量分布不变,允许修改内部 结构,以达到规定质量。外表面应抛光,使其非常光滑。 注:对于测定锥入度在400单位范围内,可以使用供选择的锥体(图3)。 4.2.2 1/2比例锥体和杆:锥体用钢、不锈钢或黄铜制,并带有一个洛氏硬度C为45~50的淬火钢尖,其尺寸和公差如图4所示。锥杆可用不锈钢制成。锥体和锥杆的总质量为37.5士0.05g。锥体的质 量为22.5士0.025g。锥杆的质量为15+0.025g。 4.2.3 1/4比例体和锥杆:锥体用塑料或其他低密度材料制成,并带有一个洛氏硬度C为45~50的淬 火钢尖,其尺寸和公差如图5所示。锥杆可用镁合金制成。锥体和锥杆的总质量为9.38+0.025g。此值可通过在锥杆的空腔中加入小弹丸进行调节。 图4 1/2比 例锥体 品2 d0.120.005 02-110.045 216.25±0.015 一 牌大制 图 5 1/4比 例锥体 4.3润滑脂工作器: 4.3.1全尺寸润滑脂工作器:应符合图6所示尺寸。图中未标尺寸部分要求不是很严格,可以根据个别 要求改变。并可采用其他紧固盖子及固定工作器的方法,工作器可制成手工操作或机械操作。工作速 度应达到每分钟60士10次,工作行程为67~71mm工作器应带有一支在25℃校正过的合适温度 计,通过排气阀插入。 4.3.2 1/2比例润滑脂工作器;应符合图7所示尺寸,也可采用其他上紧盖子和固定工作器的方法。工作器可以制成手工操作或机械操作。工作速度应达到每分钟60士10次,工作行程最长为35mm. 4.3.3 1/4比例润滑脂工作器:应符合图8所示尺寸。也可采用其他上紧盖子和固定工作器的方法。工作器可以制成手工操作或机械操作。工作速度应达到每分钟60士10次,工作行程最长为14mm。 4.3.4溢流环(任意设计的):原则上应符合图6说明。它是使溢流出的润滑脂放回工作器脂杯的一种有 效辅助装置。在测定锥入度时,溢流环应安放在距脂杯边缘以下至少13mm位置。溢流环边高为 13mm 4.4润滑脂切割器:具有牢固地安装的带斜削刀的锋利刀片,基本上如图9所示。刀片必须平直锋利。 4.5水浴:能够维持在25士0.5℃,并能容纳装配好的润滑脂工作器。如果水浴也用于不工作锥入度 试样,则需备有防止试样表面与水接触的设施。水浴还应带有盖子,使试样上部的空气温度维持25℃。空气浴,为了测定块锥入度,需要维持25士0.5℃空气浴;也可用一个放在水浴中的密封容器就足以 满足要求。 注:可以使用恒温试验室或空气浴代替水浴。 4.6温度计:25℃校正过的温度计,用于水浴或空气浴。 4.7烘箱:能够维持85士2℃,用于熔化石油脂样品。 4.8刮刀:宽度为32mm,长度不少于150mm的耐腐蚀方头硬刀片;对于1/2和1/4比例锥体试验,则刮刀宽度应约为13mm。 4.9秒表:分度为0.1s。 4.10石油脂试料容器:直径100士5mm,深度65mm或大于65mm的平底圆筒形的容器,用厚度 至少为1.6mm的金属制造,如果需要,每个容器可提供一个很合适的防水盖子(见12.1.3中的注①)。注:不能使用有柔性的“油膏盒”型的容器,因为手拿柔性的容器时,使石油脂有可能轻微工作。 图 6 全 尺寸润 滑脂 工作 器 1把手 2-温度计 3密封螺帽 4温度计衬套 5排气阀 6-接头 7盖 8-切开的橡皮管 9-溢流 环(任意设计的) 10-任意设计的,供定中心设备(图1)使用,与脂杯内同心 11填料 容量:~50mL 图 711/2比 例润滑脂工作器 图8 1/4比 例润滑脂工 作 器 图9 润 滑脂 切 割 器 5取样 取一份被测定产品的有代表性样品。 第一篇润滑脂全尺寸锥体方法 6不工作锥入度的试验步骤 6.1试料准备 6.1.1取足够样品(至少0.5kg)以装满润滑脂工作器脂杯(4.3.1)。如果试料的锥入度大于200单位,则取样量至少需要三倍装满脂杯的量。 6.1.2将装配好的空的润滑脂工作器或者内部尺寸相同的金属容器以及装在金属容器中适量的试样置 于保持在25士0.5℃(4.5条中注和本条中注)的水浴(45条)中足够长时间,使试样温度达到25士 0.5℃。最好是整块地从容器中将试样转移到脂杯或内部尺寸相同金属容器(见注①)中,使装样量满过 容器。在转移时,应使试样尽量少受搅动。振动容器以除去混入的空气,并用刮刀(4.8条)压紧试样,在尽量少搅动情况下,取得一满杯没有空气穴的试样。斜持刮刀,使之与移动方向成45角横刮过脂 杯边缘,以除去高出脂杯的多余试样,在整个测定不工作入度期间,对表面不需作进一步刮平或刮光 滑,立即进行锥入度测定。 注:①软润滑脂的锥入度与容器直径有关。因此,不工作锥入度大于265单位的润滑脂,锥入度测定 必须在与工作器附杯直径相同的容器中进行。如果容器直径超过工作器附杯直径,则对锥入度值小于 265单位的润滑脂测定结果无很大影响。 ②如果试样的初始温度与25℃相差约大于8℃或如果使用调节试祥到25℃的另外方法时,则允许适 当延长时间,以保证试料在测定前达到25士0.5℃。此外,如果试祥数量超过0.5kg,则也允许适 当延长时间以保证试料温度达到25士0.5℃,如果试料稳定在25士0.5℃,则可进行测定。 6.2清洗锥体和锥杆 每次试验前仔细地清洗锥入度计的锥体。在清洗时,为避免将锥杆扭弯,可将锥杆牢固地固定在升高 位置。除去锥杆上所有脂或油,因这些物质在锥杆上会引起阻力。不要转动体,这样会造成释放机构 磨损。 6.3锥人度测定 6.3.1把股杯放在推入度计平台上,应调节到完全水平位置,使杯确实不摇动,调节测定机构使推体 保持于“零”位,按6.3.2或6.3.3规定仔细地调节仪器,使锥尖刚好与试料表面接触。观察锥尖影 子有助于精确调节。对于锥入度大于400单位的试料,尖必须对准脂杯中心,偏差应在0.3mm以内。精确对准脂杯中心的一种方法是使用定中心装置(见图1)。迅速释放锥杆,使其落下50士0.1s,并 在此位置再夹住锥杆,释放机构不应对锥杆有限力。轻轻地压下指示器杆直至被锥杆挡为止,从指示 器刻度盘上读出锥入度值。 6.3.2如果试料锥入度超过200单位,则应小心地把锥体对准容器中心;此试料只能作一次试验。 6.3.3如果试料的入度为200或小于200单位,则可在同一容器中进行三次试验。三次试验的测定点 位于容器各隔120度的三个半径(容器中心到边缘)的中点上。这样,体既碰不到容器边缘,也不会碰 到上一次测定所形成的扰动区域。 6.3.4对试料总共进行三次测定(在三个容器中进行(见6.3.2),或在一个容器中进行(见6.3.3)),并记 录测定数值。 7工作锥入度的试验步骤 7.1试样准备 7.1.1取足够实验室样品(至少0.5kg)以满过润滑脂工作器脂杯(4-3条)。 7.1.2工作 将足够量的实验室样品移入清洁的润滑脂工作器脂杯(4.3条)中,使之填满(其中心部分堆起高约 13mm),用刮刀压紧以避免混入空气。装填过程中不时地振动脂杯,以除去任何混入的空气。 装配好孔板处于提升位置的润滑脂工作器,打开排气,把孔板乐到杯底,从排气阀插入温度计,使温 度计顶端位于试样中心。将装配好的润滑工作器放入保持在250.5℃的水浴(见4.5条中注)。 6.1.2中注及本条中注)中,直到温度计指示出润滑脂工作器及试样的温度达到250.5℃,从水浴中取 出润滑脂工作器,擦去工作器表面所沾的水,取出温度计,关上排气阀。使试样在约1min内经受 孔板60次全程往复工作。然后使孔板返回到其顶部位置。打开排气阀,取下顶盖和孔板,将沾在孔 板上的易刮下的试样尽量刮回脂杯内。由于润滑脂工作入度在放置过程会明显变化,因此,应按照 7.2和7.3条立即进行测定。 注:如果把脂杯连整漫入水中,则要求盖子能密封防水,以免水进入工作器中。 7.2试料准备 7.2.1在脂杯中制备工作过的试样,以获得均匀的和结构可再现的润滑脂。 7.2.2在凳子上或地板上强烈振动脂杯,用刮刀装填试祥以填满孔板留下的孔穴以及除去任何空气穴。注:要求强烈振动,以除去混入的空气,但匆使试祥减出脂杯。在这些操作中,应尽量减少搅动,任 何搅动会使试样受到增加工作次数而超过规定的60次的作用。 7.2.3用刮刀保持倾斜45角沿着脂杯边移动,刮去并保留高出脂杯边缘多余的试样。 注:特别是在试验软的试样时,保留从脂杯中出的试样,以便在下次试验时用来填满脂杯。保持脂杯 边缘外部的清洁,这样可被维体挤出脂杯外的试样刮回脑杯中进行下一次试验。 7.3锥人度测定 7.3.1按6.2条和6.3.1规定测定试料入度。 7.32立刻在同一试料中相继地进行两次以上的测定。首先,把在7.2.3中用刮刀将先前刮下的试料放 回脂杯中。重复7.2条~7.3.1条规定进行操作,记录得到的三次测定值。 8延长工作人度的试验步骤 8.1试料准备 8.1.1温度 保持实验室温度在15~30℃,不需要进一步控制润滑脂工作器温度。但在试验前,试样要在实脸室 里放置足够时间,以使脂温达到15~30℃。 8.1.2工作 按7.1.2所述,在干净工作器杯中填满试样,装好工作器,试样按规定或商定次数进行往复工作。注:在工作过程中,为了减少漏失,必须特别注意工作器盖子上的压帽要对严。 8.2锥人度测定 完成对试样的工作后,立即将润滑脂工作器放在恒温的空气浴或水浴中,使试样在1.5h内达到25士0.5℃。从恒温浴中取出工作器使试样在约1min内再60次往复工作。按 7.2条和 7.3条所述,进行试料准备和测定锥入度。 9.块入度的试验步驶 9.1试料准备 9.1.1要取足够数量的润滑脂样品,样品必须足够硬,以保持其形状。以便从其切出一块边长为50mm 的立方体作为试样。 9.1.2用润滑脂切割器(4.4条),在室温下把实验室样品切成边长约为50mm的立方体作为试样。按 住试样,切割时使切割器刀的不倾斜的边朝着试样,在一个角接邻的三个面上各切去一层厚约1.5mm 试样,为便于辨认(见下面的注),可以截去这个角的角顶,注意不要触动新拳露面上用作进行试验的 那些部分,也不要把制备好的面放到切割器底板或切割器导向器上。把制备好的试料放入保持在25士0.5℃恒温空气浴中至少1h(见6.1.2中注②),使试料达到25+0.5℃。 注:在三个表面上进行测定是考虑在测定纤维性润滑脂时补偿纤维定向性对最终数据的影响,当有关 单位互相阿意时,对光滑结构非纤维性润滑脂可只在一个表面上进行测定。 9.2锥入度测定 将试料放在已调节至完全水平的锥入度计平台上,使试料的一个试验面朝上,并压其各角,使试料保 持水平并稳固地放在平台上,以防试料在试验时播动。调节测定机构使体处于“零位”,并仔细地调 节仪器使锥尖刚好接触试料的中心表面。按 6.2条和6.3.1条所述测定锥入度。在试料的一个暴露 面上总共进行三次测定。测定点至少距边6mm,并尽可能互相远离也不碰到任何被触动过的地方、空气孔或表面上其他明显的缺陷。如果其中任一结果与其他结果的差值超过3个单位,则应进行补充 试验,直到所得的三个数值的差值不超过3个单位。将这三个数据的平均值作为受试表面的锥入度值。9.3补充测定 按9.2条所述,在试料的另两个试验面上进行重复测定,记录得到的平均值。 第二篇润滑脂1/2和1/4比例锥体方法 10不工作入度的试验步骤 10.1试料准备 101.1取足够的样品,装满润滑脂工作器(4.3.2或4.3.3)脂杯。如果试料的1/4锥入度大于47单位 或1/2锥入度大于97单位,则在一个杯中只进行一次试验,所以至少需要装满三个脂杯的样品量。按6.1.2进行操作。 10.2清洗锥体和锥杆 每次试验前要仔细地清洗锥入度计的体(4.2.2或4.2.3)。在清洗时,应将锥杆固定在升高的位置上,以避免锥杆扭弯。除去锥杆上所有脂或油,因这些物质在锥杆上会引起阻力。不要转动锥体,这样会 造成释放机构磨损。 10.3锥人度测定 10.3.1如下所述,用锥体在试料表面中心处进行一次入度预测定,如果已知锥入度的大约数值,则可 省去此步骤。 10.32如果试料的1/4入度大于47单位或1/2入度大于97单位,则仔细地将体对准容器中 心,此试料只能做一次试验。 10.3.3如果试料的1/4锥入度等于或小于47单位,1/2锥入度等于或小于97单位,则可在同一容器 内作三次试验。三次试验的测定点应位于容器相隔120°的三个半径(容器的中心到边缘)的中心点上,这样,锥体既碰不到容器的边缘,也不碰到上一次测定所形成的扰动区域。 10.3.4按6.3.1和6.3.4进行操作。 11工作锥入度试验步骤 11.1试样准备 11.1.1取足够样品,装满适合的润滑脂工作器脂杯(4.3.2或4.3.3)。 11.1.2工作 按7.1.2进行操作,但其中心部分堆起高约6mm。在润滑脂工作器中不用温度计。 11.2试料准备 按 7.2条进行。 11.3锥人度测定 11.3.1按10.2条和10.3.1~10.3.3规定,立即测定试料的锥入度。 11.3.2按6.3.1规定进行操作。立即在同一试料中相继进行两次以上测定。首先,把7.2.3中用刮刀 将先前刮下的试料放回脂杯中。然后,重复7.2条、10.2条10.3.1~10.3.3和6.3.1规定操作。记录 得到的三次测定值。 第三篇石油脂锥入度测定方法 12锥人度的试验步骤 12.1试料准备 12.1.1对于锥入度大于200单位的石油脂,需取约1kg实验室样品;而对于锥入度等于或小于200单位的石油脂需取约700g实验室样品。 12.1.2如果石油脂的锥入度大于200单位,则需分别准备三份试料。如果锥入度等于或小于200单 位,则按12.1.3规定准备一份试料。 121.3将试样放入保持在85士2℃的烘箱(4.7条)中行并需数量的试料容器(4.10条) 与试样一起放入烘箱中使达到85℃。当试样熔化并达到该温度的3℃以内,取出试样和被加热了的 试料容器。将试样充满所需数量的容器,满至离容器边沿6mm以内。把充满试料的容器放置在没有 通风且温度控制在25士2℃的地方冷却16~18h。在试验前,把充满试料的容器放在水浴(4.5条)中2h,使其潮度达到25士0.5℃。不要对试料表面削平或以任何其他方式对试料进行工作,从水浴中 取出充满试料的容器,应立即进行测定。 注:①某些合成的石油脂与水接触将受影响。对于这样的石油附必须按酮滑脂要求(见第一篇)用密封盖 董住,非合成的石油脂不受水影响,不需加盖。 ②含有较高熔点蜡的某些石油脂可以要求较高流动温度,在那种情况下。表3提供的精密度数值不适 用于此种石油脂的测定结果。 如果室温与25℃偏差2℃或2℃以上,则在立即测定试料之前,把锥体放在水浴(4.5条)中,使其恒 温至25±0.5℃,随后用不起毛的布或纸把锥体擦干。如果室温明显偏离25℃,则必须多次调节锥体 温度。 12.2锥人度测定 按6.2和6.3条进行操作。 注:某些较硬的石油脂蔓固时,在中心部位趋于形成明显的凹陷。对这样的试料,不应在凹隔处试验,因为在凹陷处 所得的测定值与偏离中心位置的平面上所得测定值可以不相同。 第四篇结果表示密度 13结果表示 13.1计算 计算在测定中所得记录值的平均值。其结果修约到最接近整数单位(0.1mm)。 13.2 1/2和1/4入度换算成全尺寸入度。 需要时,以1/4和1/2比例体测定的入度值可以按照下列方程式之一换算成全尺寸锥入度。 13.2.1 1/4比例锥体 p=3.75p+24 ....(1) 式中 :p——近似 的全 尺寸 锥 入 度 : r ——1/2锥 入 度 。 14精密度 按下述规定判断试验结果的可靠性(95%置信水平)。 14.1重复性:同一操作者,重复测定两个结果之差,不应大于表1表2和表3中规定数值。 14.2再现性:不同实验室,各自提出的两个结果之差,不应大于表1表2和表3中规定数值。 表 1 润滑脂全尺 寸 锥体 0.1mm 惟人度 恤入度” 重复性 再现性 不工作 工作 延长工作 块 85~475 130~475 130~475 85以下 6 57 3 18 14 23 7 注: 1) 镜 入 度在475单 位 以上的精密度尚未确定 。 2)宣温在 21~29℃范围内 ,往复 工作60 000次测得的惟 人 度 。 表 2润滑脂 :1/2和 1/4比例锥体 0.1mm 恤人度 锥体比例 重复性 再现性” 不工作 工作 不工作 工作 1/2 1/2 1/4 1/4 5(10) 3(6) 3(11) 3(11) 13(26) 10(20) 10(38) 7(26) 注:1)括号中数字表 示 相应地换算成如第 一 篇方法所得全 尺寸 惟 入 度数值 。 注:1)括号中数字表示相应地换算成如第一篇方法所得全尺寸惟入度数值。 表3石油脂 重复性.0.1mm 再现性,0.1mm 2+0.05P 9+0.12P P为两个测定结果的算术平均值
确定
还剩12页未读,是否继续阅读?

产品配置单


山东盛泰仪器有限公司为您提供《润滑脂锥入度的测定方法》,该方案主要用于其他中锥入度检测,参考标准--,《润滑脂锥入度的测定方法》用到的仪器有延长工作针入度测定仪SH269、SD-2801A石油专用分析仪器锥(针)入度测定仪
相关方案
更多
该厂商其他方案
更多