








方案详情
文
为解决电主轴热误差影响大以及预热和冷却响应速度慢的问题,本文基于改变冷却介质热容可调节散热量的原理,提出了高速和高精度冷却液流量调节的闭环控制解决方案。解决方案中的反馈式闭环控制系统主要包括非接触式位移传感器、高速电控针阀和高精度PID控制器,通过高速和高精度电控针阀对冷却介质流量进行实施调节,可快速改变作用在主轴上的散热量,使主轴轴向热变形快速达到最小值并始终保持稳定状态。
方案详情

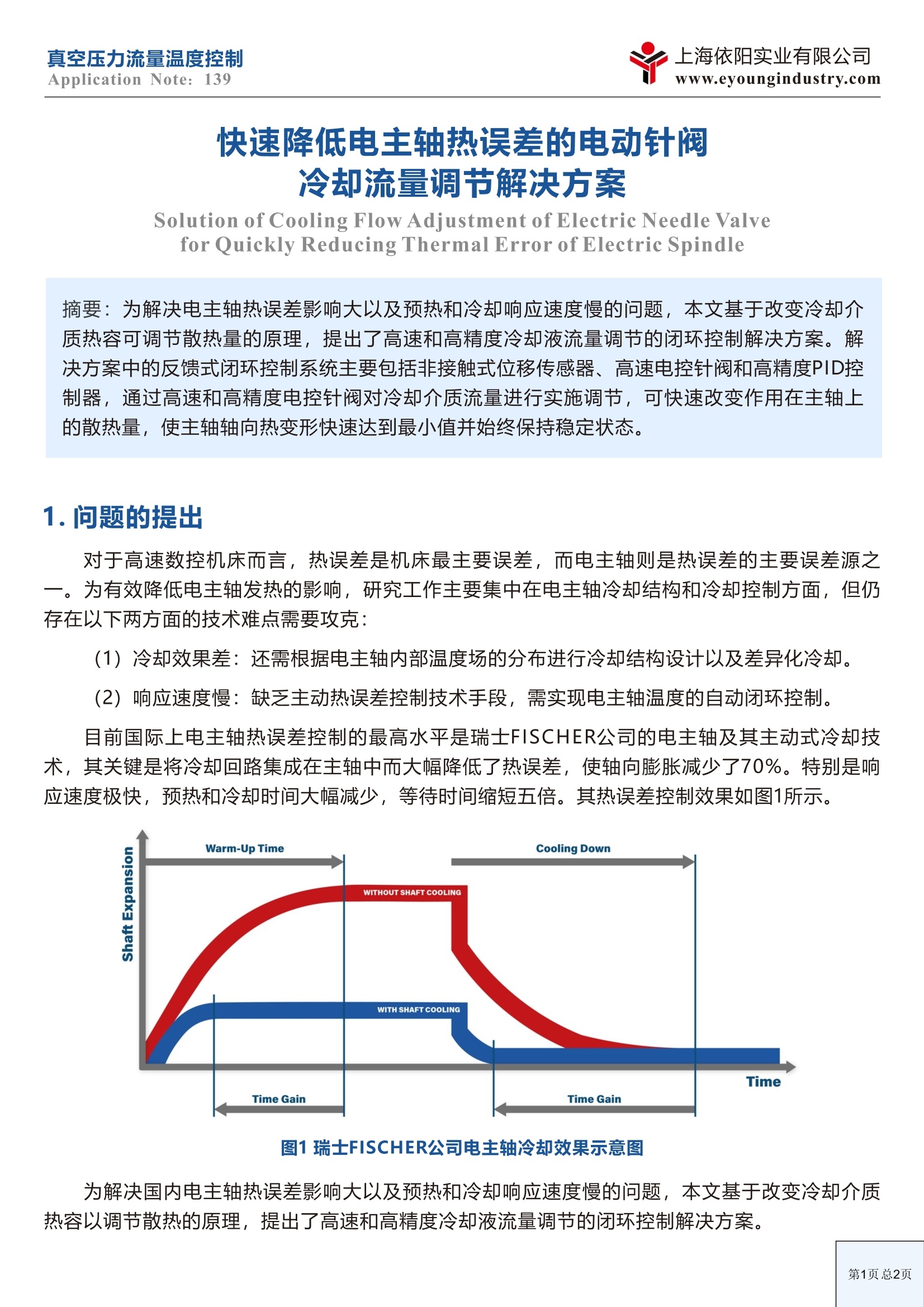
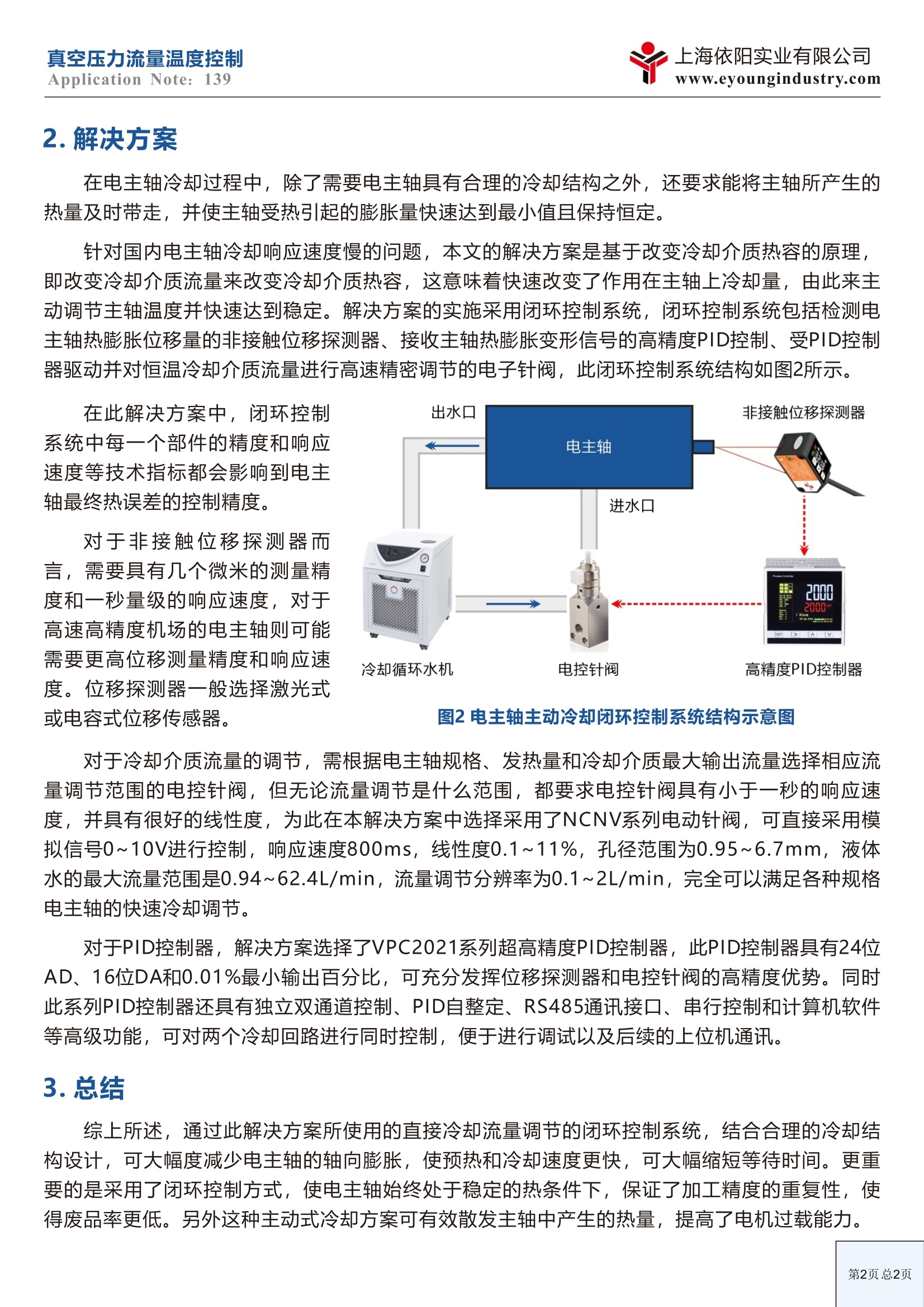
电主轴热误差控制中的数控针阀冷却液流量调节解决方案Solution of Cooling Flow Adjustment of Electric Needle Valve for Quickly Reducing Thermal Error of Electric Spindle摘要:为解决电主轴热误差影响大以及预热和冷却响应速度慢的问题,本文基于改变冷却介质热容可调节散热量的原理,提出了高速和高精度冷却液流量调节的闭环控制解决方案。解决方案中的反馈式闭环控制系统主要包括非接触式位移传感器、高速电控针阀和高精度PID控制器,通过高速和高精度电控针阀对冷却介质流量进行实施调节,可快速改变作用在主轴上的散热量,使主轴轴向热变形快速达到最小值并始终保持稳定状态。~~~~~~~~~~~~~~~~~~~~~~~~~~~1. 问题的提出对于高速数控机床而言,热误差是机床最主要误差,而电主轴则是热误差的主要误差源之一。为有效降低电主轴发热的影响,研究工作主要集中在电主轴冷却结构和冷却控制方面,但仍存在以下两方面的技术难点需要攻克:(1)冷却效果差:还需根据电主轴内部温度场的分布进行冷却结构设计以及差异化冷却。(2)响应速度慢:缺乏主动热误差控制技术手段,需实现电主轴温度的自动闭环控制。目前国际上电主轴热误差控制的最高水平是瑞士FISCHER公司的电主轴及其主动式冷却技术,其关键是将冷却回路集成在主轴中而大幅降低了热误差,使轴向膨胀减少了70%。特别是响应速度极快,预热和冷却时间大幅减少,等待时间缩短五倍。其热误差控制效果如图1所示。图1 瑞士FISCHER公司电主轴冷却效果示意图为解决国内电主轴热误差影响大以及预热和冷却响应速度慢的问题,本文基于改变冷却介质热容以调节散热的原理,提出了高速和高精度冷却液流量调节的闭环控制解决方案。2. 解决方案在电主轴冷却过程中,除了需要电主轴具有合理的冷却结构之外,还要求能将主轴所产生的热量及时带走,并使主轴受热引起的膨胀量快速达到最小值且保持恒定。针对国内电主轴冷却响应速度慢的问题,本文的解决方案是基于改变冷却介质热容的原理,即改变冷却介质流量来改变冷却介质热容,这意味着快速改变了作用在主轴上冷却量,由此来主动调节主轴温度并快速达到稳定。解决方案的实施采用闭环控制系统,闭环控制系统包括检测电主轴热膨胀位移量的非接触位移探测器、接收主轴热膨胀变形信号的高精度PID控制、受PID控制器驱动并对恒温冷却介质流量进行高速精密调节的电子针阀,此闭环控制系统结构如图2所示。图2 电主轴主动冷却闭环控制系统结构示意图在此解决方案中,闭环控制系统中每一个部件的精度和响应速度等技术指标都会影响到电主轴最终热误差的控制精度。对于非接触位移探测器而言,需要具有几个微米的测量精度和一秒量级的响应速度,对于高速高精度机场的电主轴则可能需要更高位移测量精度和响应速度。位移探测器一般选择激光式或电容式位移传感器。对于冷却介质流量的调节,需根据电主轴规格、发热量和冷却介质最大输出流量选择相应流量调节范围的电控针阀,但无论流量调节是什么范围,都要求电控针阀具有小于一秒的响应速度,并具有很好的线性度,为此在本解决方案中选择采用了NCNV系列电动针阀,可直接采用模拟信号0~10V进行控制,响应速度800ms,线性度0.1~11%,孔径范围为0.95~6.7mm,液体水的最大流量范围是0.94~62.4L/min,流量调节分辨率为0.1~2L/min,完全可以满足各种规格电主轴的快速冷却调节。对于PID控制器,解决方案选择了VPC2021系列超高精度PID控制器,此PID控制器具有24位AD、16位DA和0.01%最小输出百分比,可充分发挥位移探测器和电控针阀的高精度优势。同时此系列PID控制器还具有独立双通道控制、PID自整定、RS485通讯接口、串行控制和计算机软件等高级功能,可对两个冷却回路进行同时控制,便于进行调试以及后续的上位机通讯。3. 总结综上所述,通过此解决方案所使用的直接冷却流量调节的闭环控制系统,结合合理的冷却结构设计,可大幅度减少电主轴的轴向膨胀,使预热和冷却速度更快,可大幅缩短等待时间。更重要的是采用了闭环控制方式,使电主轴始终处于稳定的热条件下,保证了加工精度的重复性,使得废品率更低。另外这种主动式冷却方案可有效散发主轴中产生的热量,提高了电机过载能力。~~~~~~~~~~~~~~~~~上海依阳实业有限公司www.eyoungindustry.com真空压力流量温度控制Application Note::1139 快速降低电主轴热误差的电动针阀 冷却流量调节解决方案 Solution of Cooli ng Flow Ad ju stment of Electric Needle Valve for Quickly Reducing Thermal Error of Electric Spindle 摘要:为解决电主轴热误差影响大以及预热和冷却响应速度慢的问题,本文基于改变冷却介 质热容可调节散热量的原理,提出了高速和高精度冷却液流量调节的闭环控制解决方案。解 决方案中的反馈式闭环控制系统注要包括非接触式位移传感器、高速电控针阀和高精度PID控 制器,通过高速和高精度电控针阀对冷却介质流量进行实施调节,可快速改变作用在主轴上 的散热量,使主轴轴向热变形快速达到最小值并始终保持稳定状态。 1.问题的提出 对于高速数控机床而言,热误差是机床最主要误差,而电主轴则是热误差的主要误差源之 一。为有效降低电主轴发热的影响,研究工作主要集中在电主轴冷却结构和冷却控制方面,但仍 存在以下两方面的技术难点需要攻克: (1)冷却效果差:还需根据电主轴内部温度场的分布进行冷却结构设计以及差异化冷却。 (2)响应速度慢:缺乏主动热误差控制技术手段,需实现电主轴温度的自动闭环控制。 目前国际上电主轴热误差控制的最高水平是瑞士FISCHER公司的电主轴及其主动式冷却技 术,其关键是将冷却回路集成在主轴中而大幅降低了热误差,使轴向膨胀减少了70%。特别是响 应速度极快,预热和冷却时间大幅减少,等待时间缩短五倍。其热误差控制效果如图1所示。 图1瑞士 F ISCHER公司电主轴冷却效果示意图 为解决国内电主轴热误差影响大以及预热和冷却响应速度慢的问题,本文基于改变冷却介质 热容以调节散热的原理,提出了高速和高精度冷却液流量调节的闭环控制解决方案。 2.解决方 案 在电主轴冷却过程中,除了需要电主轴具有合理的冷却结构之外,还要求能将主轴所产生的 热量及时带走,并使主轴受热引起的膨胀量快速达到最小值且保持恒定。 针对国内电主轴冷却响应速度慢的问题,本文的解决方案是基于改变冷却介质热容的原理,即改变冷却介质流量来改变冷却介质热容,这意味着快速改变了作用在主轴上冷却量,由此来主 动调节主轴温度并快速达到稳定。解决方案的实施采用闭环控制系统,闭环控制系统包括检测电 主轴热膨胀位移量的非接触位移探测器、接收主轴热膨胀变形信号的高精度PID控制、受PID控制 器驱动并对恒温冷却介质流量进行高速精密调节的电子针阀,此闭环控制系统结构如图2所示。 在此解决方案中,闭环控制 系统中每一个部件的精度和响应 速度等技术指标都会影响到电主 轴最终热误差的控制精度。 对于非接触位移探测器而 言,需要具有几个微米的测量精 度和一秒量级的响应速度,对于 高速高精度机场的电主轴则可能 需要更高位移测量精度和响应速 度。位移探测器一般选择激光式 或电容式位移传感器。 图2电主轴主动冷却闭环控制系统结构示意图 对于冷却介质流量的调节,需根据电主轴规格、发热量和冷却介质最大输出流量选择相应流 量调节范围的电控针阀,但无论流量调节是什么范围,都要求电控针阀具有小于一秒的响应速 度,并具有很好的线性度,为此在本解决方案中选择采用了NCNV系列电动针阀,可直接采用模 拟信号0~10V进行控制,响应速度800ms,线性度0.1~11%,孔径范围为0.95~6.7mm, 液体 水的最大流量范围是0.94~62.4L/min,流量调节分辨率为0.1~2L/min, 完全可以满足各种规格 电主轴的快速冷却调节。 对于PID控制器,解决方案选择了VPC2021系列超高精度PID控制器, 此PID控制器具有24位 AD、16位DA和0.01%最小输出百分比,可充分发挥位移探测器和电控针阀的高精度优势。同时 此系列PID控制器还具有独立双通道控制、PID自整定、RS485通讯接口 、串行控制和计算机软件 等高级功能,可对两个冷却回路进行同时控制,便于进行调试以及后续的上位机通讯。 3.总结 综上所述,通过此解决方案所使用的直接冷却流量调节的闭环控制系统,结合合理的冷却结 构设计,可大幅度减少电主轴的轴向膨胀,使预热和冷却速度更快,可大幅缩短等待时间。更重 要的是采用了闭环控制方式,使电主轴始终处于稳定的热条件下,保证了加工精度的重复性,使 得废品率更低。另外这种主动式冷却方案可有效散发主轴中产生的热量,提高了电机过载能力。
确定
还剩1页未读,是否继续阅读?

产品配置单

上海依阳实业有限公司为您提供《电主轴热误差控制中的数控针阀冷却液流量调节解决方案》,该方案主要用于机床中机床电主轴热膨胀检测,参考标准--,《电主轴热误差控制中的数控针阀冷却液流量调节解决方案》用到的仪器有上海依阳NCNV系列微型电动针阀(微流量调节阀)
推荐专场





相关方案
更多
该厂商其他方案
更多