








方案详情
文
针对晶体生长和CVD等半导体设备中对0.1%超高精度真空压力控制的要求,本文对相关专利技术进行了分析,认为采用低精度的真空度传感器、调节阀门和PID控制器,以及使用各种下游控制方法基本不太可能实现超高精度的长时间稳定控制。要满足超高精度要求,必须采用0.05%左右精度的传感器和相应精度的PID控制器,结合1s以内开合时间的高速电动针阀和电动球阀,同时还需采用上游进气控制模式。另外,本文提出的超高精度解决方案中,还创新性的提出了进气混合后的减压恒压措施,消除进气压力波动对超高精度控制的影响。
方案详情

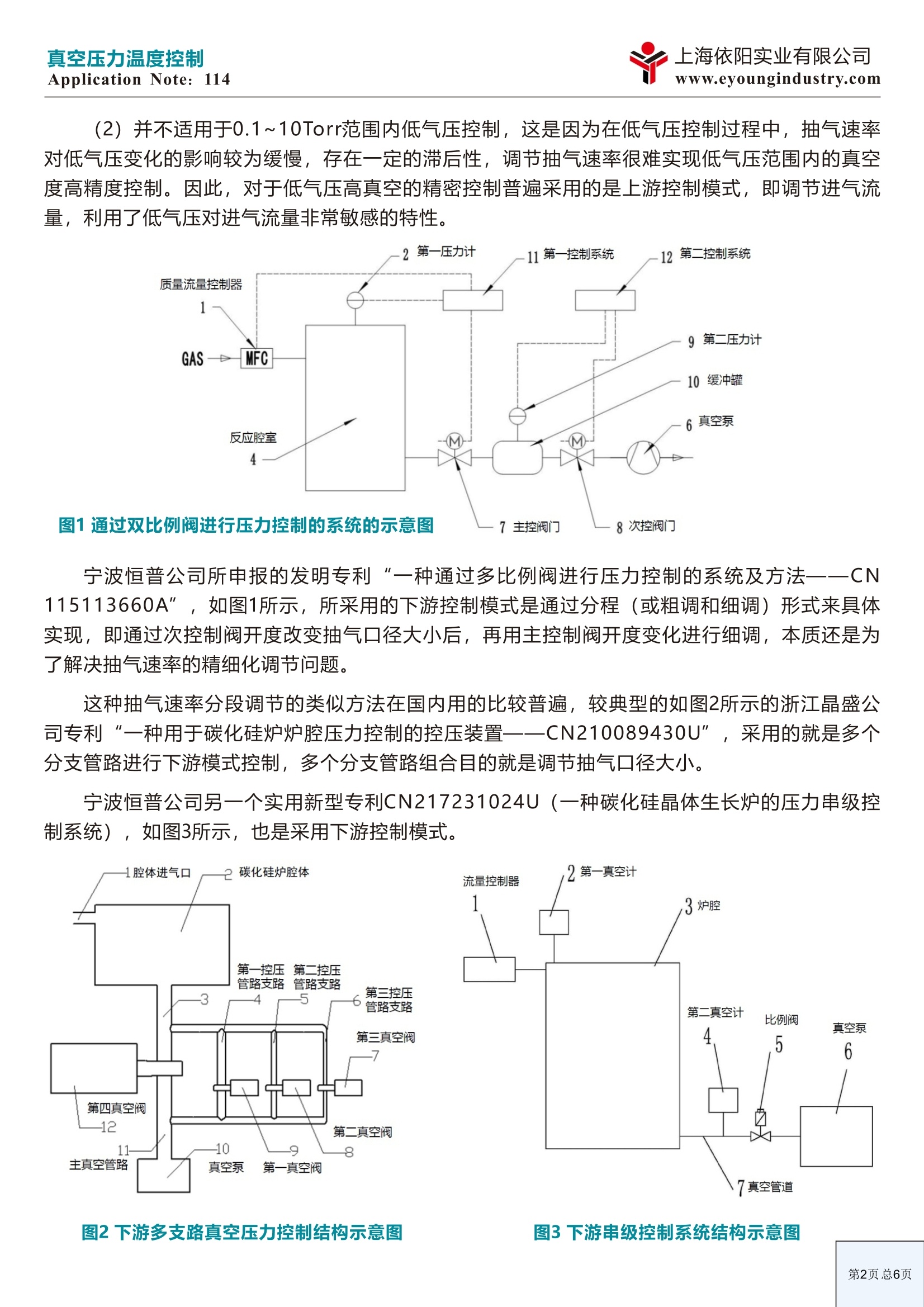
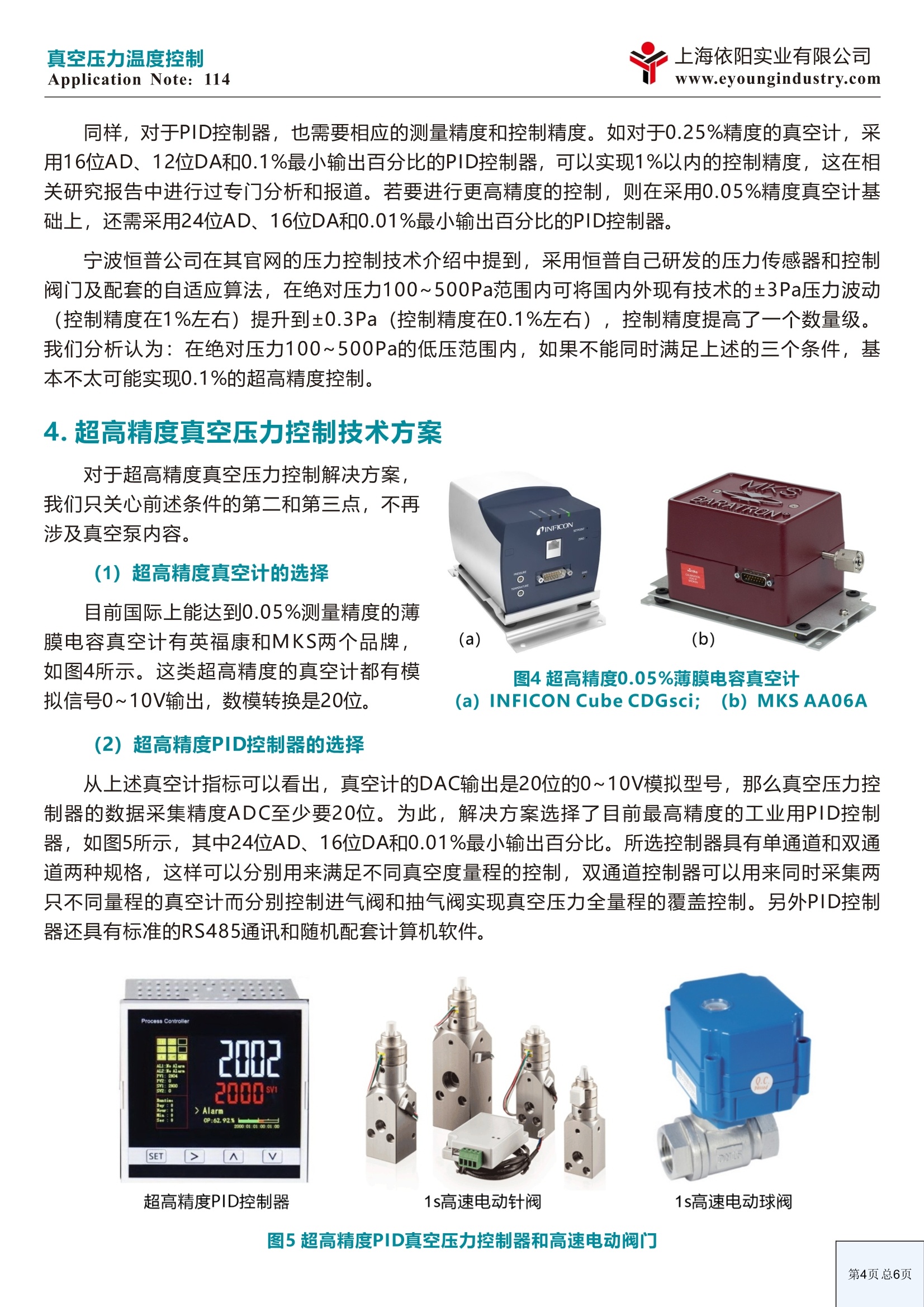
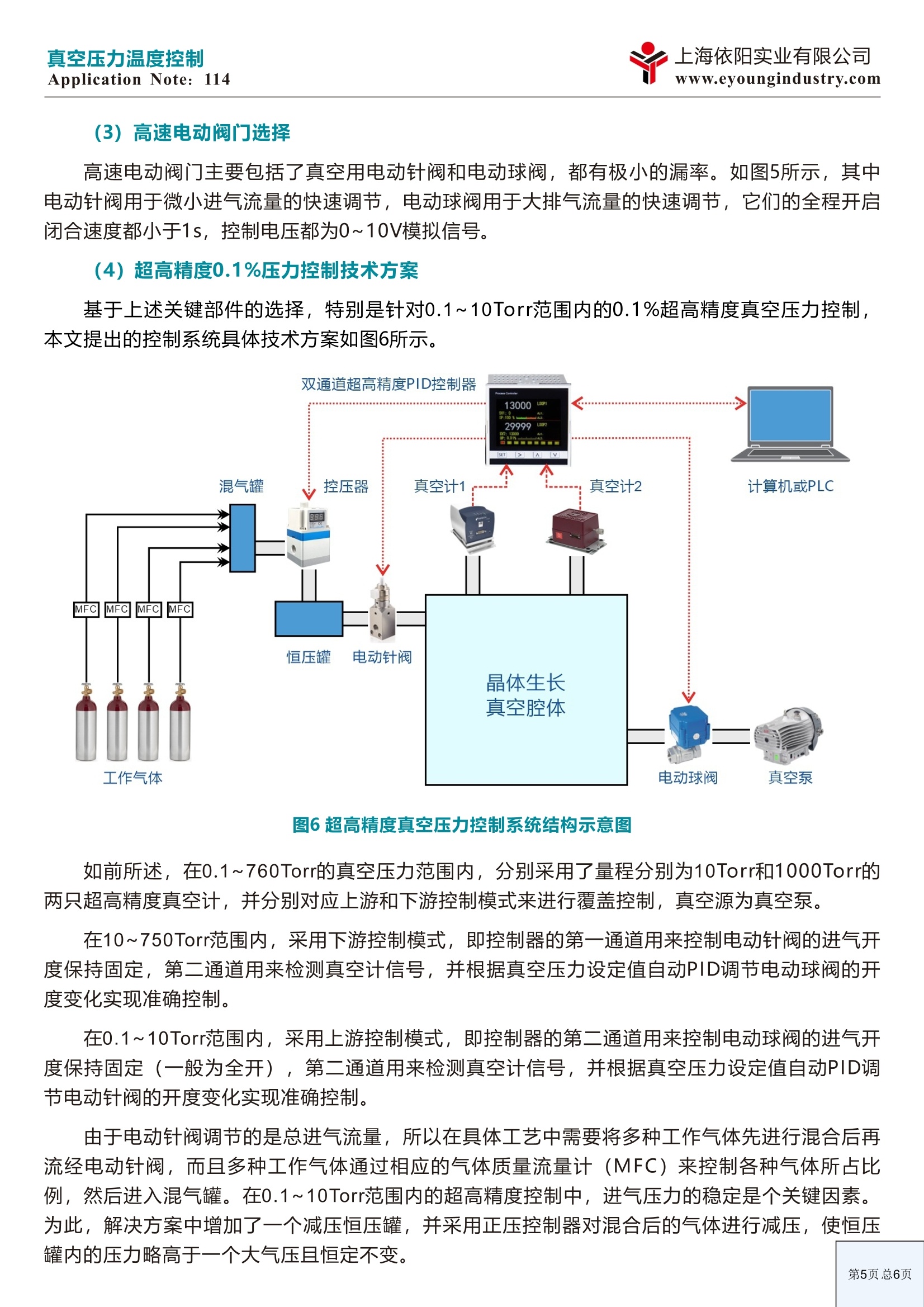
单晶生长炉0.1%超高精度真空压力控制技术改造方案Ultra-High Precision Vacuum Pressure Control Solution in Single Crystal Growth Process摘要:针对晶体生长和CVD等半导体设备中对0.1%超高精度真空压力控制的要求,本文对相关专利技术进行了分析,认为采用低精度的真空度传感器、调节阀门和PID控制器,以及使用各种下游控制方法基本不太可能实现超高精度的长时间稳定控制。要满足超高精度要求,必须采用0.05%左右精度的传感器和相应精度的PID控制器,结合1s以内开合时间的高速电动针阀和电动球阀,同时还需采用上游进气控制模式。另外,本文提出的超高精度解决方案中,还创新性的提出了进气混合后的减压恒压措施,消除进气压力波动对超高精度控制的影响。1. 问题的提出在晶体生长和CVD等半导体设备领域,普遍要求对反应腔室的真空压力进行快速和准确控制。目前许多半导体工艺设备的真空压力基本在绝对压力10~400Torr的真空度范围内,通过使用下游节流阀(电动球阀或电动蝶阀)的开度自动变化来调节抽气速率基本能达到1%以内的控制精度。但对于有些特殊晶体生长等生产工艺,往往会要求在0.1~10Torr真空度范围内进行控制,并要求实现0.1%的更高精度控制。最近有用户提出对现有晶体生长炉进行技术升级的要求,希望晶体炉的真空压力控制精度从当前的1%改造升级到0.1%,客户进行改造升级的依据是宁波恒普真空科技股份有限公司的低造价的压力控制系统,且技术指标是“公司研发的压力传感器和控制阀门及配套的自适应算法,可将压力稳定控制在±0.3Pa(设定压力在100~500Pa间)”。 我们分析了宁波恒普在真空压力控制方面的两个相关专利,CN115113660A(一种通过多比例阀进行压力控制的系统及方法)和CN217231024U(一种碳化硅晶体生长炉的压力串级控制系统),认为采用所示的专利技术可能无法实现100~500Pa全量程范围内0.1%的长时间稳定的控制精度,最多只可能在个别真空点和个别时间段内勉强内达到。本文将对这两项专利所设计的控制方法进行详细技术分析说明无法达到0.1%控制精度的原因,并提出相应的解决方案。2. 专利技术分析宁波恒普公司申报的发明专利“一种通过多比例阀进行压力控制的系统及方法”,其压力控制系统结构如图1所示,所采用的控制技术是一种真空压力动态平衡控制方法中典型的下游控制模式,即固定进气流量,通过调节排气流量实现真空压力控制。图1 通过双比例阀进行压力控制的系统的示意图在动态平衡法控制中,这种下游模式的特点是:(1)非常适用于10~760Torr范围内的高气压精确控制,抽气流量的变化可以很快改变真空腔体内部气压的变化,不存在滞后性,这对于高精度的高压气体控制非常重要,因此这种下游控制模式也是目前国内外绝大多数晶体炉的真空压力控制方法。(2)并不适用于0.1~10Torr范围内低气压控制,这是因为在低气压控制过程中,抽气速率对低气压变化的影响较为缓慢,存在一定的滞后性,调节抽气速率很难实现低气压范围内的真空度高精度控制。因此,对于低气压高真空的精密控制普遍采用的是上游控制模式,即调节进气流量,利用了低气压对进气流量非常敏感的特性。宁波恒普公司所申报的发明专利“一种通过多比例阀进行压力控制的系统及方法——CN 115113660A”,如图1所示,所采用的下游控制模式是通过分程(或粗调和细调)形式来具体实现,即通过次控制阀开度改变抽气口径大小后,再用主控制阀开度变化进行细调,本质还是为了解决抽气速率的精细化调节问题。这种抽气速率分段调节的类似方法在国内用的比较普遍,较典型的如图2所示的浙江晶盛公司专利“一种用于碳化硅炉炉腔压力控制的控压装置——CN210089430U”,采用的就是多个分支管路进行下游模式控制,多个分支管路组合目的就是调节抽气口径大小。图2 下游多支路真空压力控制结构示意图宁波恒普公司另一个实用新型专利CN217231024U(一种碳化硅晶体生长炉的压力串级控制系统),如图3所示,也是采用下游控制模式。图3 下游串级控制系统结构示意图在晶体生长和其他半导体工艺的真空压力控制中,国内外普遍都采用下游控制模式而很少用上游控制模式,主要原因如下:(1)绝大多数工艺对气氛环境的要求是高气压(低真空)范围内控制,如10~500Torr(绝对压力),且控制精度能达到1%即可。这种要求,最适合的控制方法就是下游模式。(2)绝大多数半导体工艺都需要输入多种工作气体,而且各种工作气体还要保持严格的质量和比例,所以进气控制基本都采用气体质量流量计。如果在质量和比例控制之后,再对进气流量进行控制,一是没有必要,二是会增加技术难度和设备成本。(3)在下游控制模式中安装节流阀(电动蝶阀)比较方便,可以在真空泵和腔体之间的真空管路上安装节流阀,而且对节流阀的拆卸和清洗维护也较方便。国内有些厂家在下游模式中采用上述分程控制方法的动机主要是为了规避使用高速和高精度但价格相对较贵的下游节流阀(电动蝶阀),这种高速高精度下游节流阀主要是具有1秒以内的全程闭合时间,直接使用这种高速蝶阀就可以在高气压范围内实现低真空度控制。而绝大多数国产真空用电动球阀和电动蝶阀尽管价格便宜,但响应速度普遍在几十秒左右,这使得压力控制的波动性很大。所以为了使用国产慢速电动蝶阀,且保证控制精度,只能在下游管路上想办法。如果采用高速电动球阀或电动蝶阀,且真空计和控制器达到一定精度,则采用任何形式的下游模式控制方式都可以在低气压范围内轻松实现1%的控制精度,但无法达到0.1%的控制精度。而如果采用低速阀门和上述专利所述的控制方法,也有可能达到1%控制精度,但更是无法实现更高精度0.1%的真空压力控制。3. 超高精度真空压力控制方法及其技术晶体生长炉的真空压力控制也是一种典型的闭环PID控制回路,回路中包括真空泵、真空计、电动阀门和PID控制器。其中真空泵提供真空源,真空计作为真空压力测量传感器,电动阀门作为执行器调节进气或出气流量,PID控制器接收传感器信号并与设定值进行比较和PID计算后输出控制信号给执行器。这里我们重点讨论在0.1~10Torr的低气压(高真空)范围内实现0.1%超高精度的控制方法和相关技术。依据动态平衡法控制理论以及大量的实际控制试验和成功应用经验,如果要实现上述低压范围内(0.1~10Torr)的高精度控制,必须满足以下几个条件,且缺一不可:(1)真空泵要具备覆盖此真空度范围的抽取能力,并尽可能保持较大的抽速,由此在高温加热过程中的气体受热膨胀压力突增时,能及时抽走多余的气体。(2)真空计和PID控制器要具有相应的测量和控制精度。(3)采用上游控制模式,并需采用高速电动针阀自动和快速的调节进气流量大小。国内外晶体生长炉和半导体工艺的真空压力控制,普遍采用的是薄膜电容真空计,价格在一万元人民币左右的这种进口真空计,测量精度基本在0.25%左右。这种真空计完全可以实现0.5 ~ 1%的控制精度,但无法满足更高精度控制(如0.1%)中的测量要求,更高精度的真空度测量则需要采用0.05%以上精度的昂贵的薄膜电容真空计。同样,对于PID控制器,也需要相应的测量精度和控制精度。如对于0.25%精度的真空计,采用16位AD、12位DA和0.1%最小输出百分比的PID控制器,可以实现1%以内的控制精度,这在相关研究报告中进行过专门分析和报道。若要进行更高精度的控制,则在采用0.05%精度真空计基础上,还需采用24位AD、16位DA和0.01%最小输出百分比的PID控制器。宁波恒普公司在其官网的压力控制技术介绍中提到,采用恒普自己研发的压力传感器和控制阀门及配套的自适应算法,在绝对压力100~500Pa范围内可将国内外现有技术的±3Pa压力波动(控制精度在1%左右)提升到±0.3Pa(控制精度在0.1%左右),控制精度提高了一个数量级。我们分析认为:在绝对压力100~500Pa的低压范围内,如果不能同时满足上述的三个条件,基本不太可能实现0.1%的超高精度控制。4. 超高精度真空压力控制技术方案对于超高精度真空压力控制解决方案,我们只关心前述条件的第二和第三点,不再涉及真空泵内容。(1)超高精度真空计的选择目前国际上能达到0.05%测量精度的薄膜电容真空计有英福康和MKS两个品牌,如图4所示。这类超高精度的真空计都有模拟信号0~10V输出,数模转换是20位。图4 超高精度0.05%薄膜电容真空计 (a)INFICON Cube CDGsci;(b)MKS AA06A(2)超高精度PID控制器的选择从上述真空计指标可以看出,真空计的DAC输出是20位的0~10V模拟型号,那么真空压力控制器的数据采集精度ADC至少要20位。为此,解决方案选择了目前最高精度的工业用PID控制器,如图5所示,其中24位AD、16位DA和0.01%最小输出百分比。所选控制器具有单通道和双通道两种规格,这样可以分别用来满足不同真空度量程的控制,双通道控制器可以用来同时采集两只不同量程的真空计而分别控制进气阀和抽气阀实现真空压力全量程的覆盖控制。另外PID控制器还具有标准的RS485通讯和随机配套计算机软件。图5 超高精度PID真空压力控制器和高速电动阀门(3)高速电动阀门选择高速电动阀门主要包括了真空用电动针阀和电动球阀,都有极小的漏率。如图5所示,其中电动针阀用于微小进气流量的快速调节,电动球阀用于大排气流量的快速调节,它们的全程开启闭合速度都小于1s,控制电压都为0~10V模拟信号。(4)超高精度0.1%压力控制技术方案基于上述关键部件的选择,特别是针对0.1~10Torr范围内的0.1%超高精度真空压力控制,本文提出的控制系统具体技术方案如图6所示。图6 超高精度真空压力控制系统结构示意图如前所述,在0.1~760Torr的真空压力范围内,分别采用了量程分别为10Torr和1000Torr的两只超高精度真空计,并分别对应上游和下游控制模式来进行覆盖控制,真空源为真空泵。在10~750Torr范围内,采用下游控制模式,即控制器的第一通道用来控制电动针阀的进气开度保持固定,第二通道用来检测真空计信号,并根据真空压力设定值自动PID调节电动球阀的开度变化实现准确控制。在0.1~10Torr范围内,采用上游控制模式,即控制器的第二通道用来控制电动球阀的进气开度保持固定(一般为全开),第二通道用来检测真空计信号,并根据真空压力设定值自动PID调节电动针阀的开度变化实现准确控制。由于电动针阀调节的是总进气流量,所以在具体工艺中需要将多种工作气体先进行混合后再流经电动针阀,而且多种工作气体通过相应的气体质量流量计(MFC)来控制各种气体所占比例,然后进入混气罐。在0.1~10Torr范围内的超高精度控制中,进气压力的稳定是个关键因素。为此,解决方案中增加了一个减压恒压罐,并采用正压控制器对混合后的气体进行减压,使恒压罐内的压力略高于一个大气压且恒定不变。解决方案中的超高精度PID控制器具有RS485接口并采用标准的MODBUS通讯协议,可以通过配套的计算机软件直接对控制器进行各种设置和操作运行,并显示、存储和调用各种控制参数的变化曲线,这非常便于整个工艺控制过程的调试。工艺参数和过程调试完毕后,可连接PLC上位机进行简单的编程就能与工艺设备控制软件进行集成。综上所述,本文设计的解决方案,结合相应的超高精度和高速的传感器、电动阀门和PID控制器,能够彻底解决超高精度且长时间的真空压力控制难题,可以满足生产工艺需要。5. 总结晶体生长和半导体材料的生产过程往往需要较长的时间,工艺过程中的真空压力控制精度必须还要考虑长时间的控制精度,仅仅某个真空度下或短时间内达到控制精度并不能保证工艺的稳定和产品质量。在本文的解决方案中,特别强调了一是必须采用相应高精度和高速的传感器、执行器和控制器,二是必须采用相应的上游或下游控制方式,否则,如果仅靠复杂PID控制算法根本无法通过低精度部件实现高精度控制,特别是在温度对真空压力的非规律性严重影响下更是如此,这在太多的温度和正压控制中得到过证明,也是一个常识性概念。对于超高精度的真空压力控制,本文创新性的提出了稳定进气压力的技术措施,其背后的工程含义也是先粗调后细调,尽可能消除外界波动对控制精度的影响,这在长时间内都要求进行超高精度稳定控制中尤为重要。这里需要说明的是,实现超高精度控制的代价就是昂贵的硬件装置,如超高精度的电容真空计。尽管在高速电动阀门和超高精度PID控制器上已经取得技术突破并降低了价格,但在薄膜电容真空计方面国内基本还处于空白阶段。除非在超高精度电容真空计上的国内技术取得突破,可以使得造价大幅降低,否则将不可避免使得真空压力控制系统的成本增大很多,而目前在国内还未看到这种迹象。~~~~~~~~~~~~~~~~~~~~~~~~~~上海依阳实业有限公司www.eyoungindustry.com真空压力温度控制Application Note: 114 单晶生长过程中的0.1%超高精度真空压力控制解决方案 0.1%Ul tra-H ig h Prec i sion Vacuum Pressure Contro l So l ution i n Si ng le Crysta l Growth Process 摘要:针对晶体生长和CVD等半导体设备中对0.1%超高精度真空压力控制的要求,本文对相 关专利技术进行了分析,认为采用低精度的真空度传感器、调节阀门和PID控制器,以及使用 各种下游控制方法基本不太可能实现超高精度的长时间稳定控制。要满足超高精度要求,必 须采用0.05%左右精度的传感器和相应精度的PID控制器,结合1s以内开合时间的高速电动针 阀和电动球阀,同时还需采用上游进气控制模式。另外,本文提出的超高精度解决方案中,还创新性的提出了进气混合后的减压恒压措施,消除进气压力波动对超高精度控制的影响。 1.问题的提出 在晶体生长和CVD等半导体设备领域,普遍要求对反应腔室的真空压力进行快速和准确控 制。目前许多半导体工艺设备的真空压力基本在绝对压力10~400Torr的真空度范围内,通过使 用下游节流阀(电动球阀或电动蝶阀)的开度自动变化来调节抽气速率基本能达到1%以内的控制 精度。但对于有些特殊晶体生长等生产工艺,往往会要求在0.1~10Torr真空度范围内进行控制,并要求实现0.1%的更高精度控制。 最近有用户提出对现有晶体生长炉进行技术升级的要求,希望晶体炉的真空压力控制精度从 当前的1%改造升级到0.1%,客户进行改造升级的依据是宁波恒普真空科技股份有限公司的低造 价的压力控制系统,且技术指标是“公司研发的压力传感器和控制阀门及配套的自适应算法,,可 将压力稳定控制在±0.3Pa (设定压力在100~500Pa间)”” 我们分析了宁波恒普在真空压力控制方面的两个相关专利, CN115113660A (一种通过多 比例阀进行压力控制的系统及方法)和CN217231024U (一种碳化硅晶体生长炉的压力串级控 制系统),认为采用所示的专利技术可能无法实现100~500Pa全量程范围内0.1%的长时间稳定 的控制精度,最多只可能在个别真空点和个别时间段内勉强内达到。本文将对这两项专利所设计 的控制方法进行详细技术分析说明无法达到0.1%控制精度的原因,并提出相应的解决方案。 2.专利技术分析 宁波恒普公司申报的发明专利“一种通过多比例阀进行压力控制的系统及方法”,其压力控 制系统结构如图1所示,所采用的控制技术是一种真空压力动态控制方法中典型的下游控制模 式,即固定进气流量,通过调节排气流量实现真空压力控制。这种下游控制模式的特点是: (1)非常适用于10~760Torr范围内的高气压精确控制,抽气流量的变化可以很快改变真空 腔体内部气压的变化,不存在滞后性,这对于高精度的高压气体控制非常重要,因此这种下游控 制模式也是目前国内外绝大多数晶体炉的真空压力控制方法。 (2)并不适用于0.1~10Torr范围内低气压控制,这是因为在低气压控制过程中,抽气速率 对低气压变化的影响较为缓慢,存在一定的滞后性,调节抽气速率很难实现低气压范围内的真空 度高精度控制。因此,对于低气压高真空的精密控制普遍采用的是上游控制模式,即调节进气流 量,利用了低气压对进气流量非常敏感的特性。 图1通过双比例阀进行压力控制的系统的示意图 -7主控阀门 8次控阀门 宁波恒普公司所申报的发明专利“一种通过多比例阀进行压力控制的系统及方法一—CN 115113660A”,如图1所示,所采用的下游控制模式是通过分程(或粗调和细调)形式来具体 实现,即通过次控制阀开度改变抽气口径大小后,再用主控制阀开度变化进行细调,本质还是为 了解决抽气速率的精细化调节问题。 这种抽气速率分段调节的类似方法在国内用的比较普遍,较典型的如图2所示的浙江晶盛公 司专利“一种用于碳化硅炉炉腔压力控制的控压装置——CN210089430U",采用的就是多个 分支管路进行下游模式控制,多个分支管路组合目的就是调节抽气口径大小。 宁波恒普公司另一个实用新型专利CN217231024U (一种碳化硅晶体生长炉的压力串级控 制系统),如图3所示,也是采用下游控制模式。 ,2 第一真空计 在晶体生长和其他半导体工艺的真空压力控制中,国内外普遍都采用下游控制模式而很少用 上游控制模式,主要原因如下: (1)绝大多数工艺对气氛环境的要求是高气压(低真空)范围内控制,如10~500Torr(绝 对压力),且控制精度能达到1%即可。这种要求,最适合的控制方法就是下游模式。 (2)绝大多数半导体工艺都需要输入多种工作气体,而且各种工作气体还要保持严格的质 量和比例,所以进气控制基本都采用气体质量流量计。如果在质量和比例控制之后,再对进气流 量进行控制,一是没有必要,二是会增加技术难度和设备成本。 (3)在下游控制模式中安装节流阀(电动蝶阀)比较方便,可以在真空泵和腔体之间的真 空管路上安装节流阀,而且对节流阀的拆卸和清洗维护也较方便。 国内有些厂家在下游模式中采用上述分程控制方法的动机主要是为了规避使用高速和高精度 但价格相对较贵的下游节流阀(电动蝶阀),这种高速高精度下游节流阀主要是具有1秒以内的 全程闭合时间,直接使用这种高速蝶阀就可以在高气压范围内实现低真空度控制。而绝大多数国 产真空用电动球阀和电动蝶阀尽管价格便宜,但响应速度普遍在几十秒左右,这使得压力控制的 波动性很大。所以为了使用国产慢速电动蝶阀,且保证控制精度,只能在下游管路上想办法。 如果采用高速电动球阀或电动蝶阀,且真空计和控制器达到一定精度,则采用任何形式的下 游模式控制方式都可以在低气压范围内轻松实现1%的控制精度,但无法达到0.1%的控制精度。而如果采用低速阀门和上述专利所述的控制方法,也有可能达到1%控制精度,但更是无法实现更 高精度0.1%的真空压力控制。 晶体生长炉的真空压力控制也是一种典型的闭环PID控制回路,回路中包括真空泵、真空 计、电动阀门和PID控制器。其中真空泵提供真空源,真空计作为真空压力测量传感器,电动阀 门作为执行器调节进气或出气流量, PID控制器接收传感器信号并与设定值进行比较和PID计算后 输出控制信号给执行器。 这里我们重点讨论在0.1~10Torr的低气压(高真空)范围内实现0.1%超高精度的控制方法 和相关技术。依据动态平衡法控制理论以及大量的实际控制试验和成功应用经验,如果要实现上 述低压范围内 (0.1~10Torr) 的高精度控制,必须满足以下几个条件,且缺一不可: (1)真空泵要具备覆盖此真空度范围的抽取能力,并尽可能保持较大的抽速,由此在高温 加热过程中的气体受热膨胀压力突增时,能及时抽走多余的气体。 (2)真空计和PID控制器要具有相应的测量和控制精度。 (3)采用上游控制模式,并需采用高速电动针阀自动和快速的调节进气流量大小。 国内外晶体生长炉和半导体工艺的真空压力控制,普遍采用的是薄膜电容真空计,价格在一 万元人民币左右的这种进口真空计,测量精度基本在0.25%左右。这种真空计完全可以实现0.5~1%的控制精度,但无法满足更高精度控制(如0.1%)中的测量要求,更高精度的真空度测量则 需要采用0.05%以上精度的昂贵的薄膜电容真空计。 同样,对于PID控制器,也需要相应的测量精度和控制精度。如对于0.25%精度的真空计,采 用16位AD、12位DA和0.1%最小输出百分比的PID控制器,可以实现1%以内的控制精度,这在相 关研究报告中进行过专门分析和报道。若要进行更高精度的控制,则在采用0.05%精度真空计基 础上,还需采用24位AD、16位DA和0.01%最小输出百分比的PID控制器。 宁波恒普公司在其官网的压力控制技术介绍中提到,采用恒普自己研发的压力传感器和控制 阀门及配套的自适应算法,在绝对压力100~500Pa范围内可将国内外现有技术的±3Pa压力波动 (控制精度在1%左右)提升到±0.3Pa (控制精度在0.1%左右),控制精度提高了一个数量级。我们分析认为:在绝对压力100~500Pa的低压范围内,如果不能同时满足上述的三个条件,基 本不太可能实现0.1%的超高精度控制。 4.超高精度真空压力控制技术方案 对于超高精度真空压力控制解决方案,我们只关心前述条件的第二和第三点,不再 涉及真空泵内容。 (1)超高精度真空计的选择 目前国际上能达到0.05%测量精度的薄 膜电容真空计有英福康和MKS两个品牌,如图4所示。这类超高精度的真空计都有模 拟信号0~10V输出,数模转换是20位。 图4超高精度0.05%薄膜电容真空计 (a) INFICON Cu b e CDGsc i ;(b) MKS AA06A (2)超高精度PID控制器的选择 从上述真空计指标可以看出,真空计的DAC输出是20位的0~10V模拟型号,那么真空压力控 制器的数据采集精度ADC至少要20位。为此,解决方案选择了目前最高精度的工业用PID控制 器,如图5所示,其中24位AD、16位DA和0.01%最小输出百分比。所选控制器具有单通道和双通 道两种规格,这样可以分别用来满足不同真空度量程的控制,双通道控制器可以用来同时采集两 只不同量程的真空计而分别控制进气阀和抽气阀实现真空压力全量程的覆盖控制。另外PID控制 器还具有标准的RS485通讯和随机配套计算机软件。 图 5超高精度PID真空压力控制器和高速电动阀门 (3)高速电动阀门选择 高速电动阀门主要包括了真空用电动针阀和电动球阀,都有极小的漏率。如图5所示,其中 电动针阀用于微小进气流量的快速调节,电动球阀用于大排气流量的快速调节,它们的全程开启 闭合速度都小于1s,控制电压都为0~10V模拟信号。 (4)超高精度0.1%压力控制技术方案 基于上述关键部件的选择,特别是针对0.1~10Torr范围内的0.1%超高精度真空压力控制,本文提出的控制系统具体技术方案如图6所示。 图6超高精度真空压力控制系统结构示意图 如前所述,在0.1~760Torr的真空压力范围内,分别采用了量程分别为10Torr和1000Torr的 两只超高精度真空计,并分别对应上游和下游控制模式来进行覆盖控制,真空源为真空泵。 在10~750Torr范围内,采用下游控制模式,即控制器的第一通道用来控制电动针阀的进气开 度保持固定,第二通道用来检测真空计信号,并根据真空压力设定值自动PID调节电动球阀的开 度变化实现准确控制。 在0.1~10Torr范围内,采用上游控制模式,即控制器的第二通道用来控制电动球阀的进气开 度保持固定(一般为全开),第二通道用来检测真空计信号,并根据真空压力设定值自动PID调 节电动针阀的开度变化实现准确控制。 由于电动针阀调节的是总进气流量,所以在具体工艺中需要将多种工作气体先进行混合后再 流经电动针阀,而且多种工作气体通过相应的气体质量流量计(MFC)来控制各种气体所占比 例,然后进入混气罐。在0.1~10Torr范围内的超高精度控制中,进气压力的稳定是个关键因素。为此,解决方案中增加了一个减压恒压罐,并采用正压控制器对混合后的气体进行减压,使恒压 罐内的压力略高于一个大气压且恒定不变。 解决方案中的超高精度PID控制器具有RS485接口并采用标准的MODBUS通讯协议,可以通 过配套的计算机软件直接对控制器进行各种设置和操作运行,并显示、存储和调用各种控制参数 的变化曲线,这非常便于整个工艺控制过程的调试。工艺参数和过程调试完毕后,可连接PLC上 位机进行简单的编程就能与工艺设备控制软件进行集成。 综上所述,本文设计的解决方案,结合相应的超高精度和高速的传感器、电动阀门和PID控 制器,能够彻底解决超高精度且长时间的真空压力控制难题,可以满足生产工艺需要。 5.总结 晶体生长和半导体材料的生产过程往往需要较长的时间,工艺过程中的真空压力控制精度必 须还要考虑长时间的控制精度,仅仅某个真空度下或短时间内达到控制精度并不能保证工艺的稳 定和产品质量。 在本文的解决方案中,特别强调了一是必须采用相应高精度和高速的传感器、执行器和控制 器,二是必须采用相应的上游或下游控制方式,否则,如果仅靠复杂PID控制算法根本无法通过 低精度部件实现高精度控制,特别是在温度对真空压力的非规律性严重影响下更是如此,这在太 多的温度和正压控制中得到过证明,也是一个常识性概念。 对于超高精度的真空压力控制,本文创新性的提出了稳定进气压力的技术措施,其背后的工 程含义也是先粗调后细调,尽可能消除外界波动对控制精度的影响,这在长时间内都要求进行超 高精度稳定控制中尤为重要。 这里需要说明的是,实现超高精度控制的代价就是昂贵的硬件装置,如超高精度的电容真空 计。尽管在高速电动阀门和超高精度PID控制器上已经取得技术突破并降低了价格,但在薄膜电 容真空计方面国内基本还处于空白阶段。除非在超高精度电容真空计上的国内技术取得突破,,可 以使得造价大幅降低,否则将不可避免使得真空压力控制系统的成本增大很多,而目前在国内还 未看到这种迹象。
确定
还剩4页未读,是否继续阅读?

产品配置单

上海依阳实业有限公司为您提供《单晶生长炉0.1%超高精度真空压力控制技术改造方案》,该方案主要用于太阳能中超高精度真空度测量和控制检测,参考标准--,《单晶生长炉0.1%超高精度真空压力控制技术改造方案》用到的仪器有上海依阳NCNV系列微型电动针阀(微流量调节阀)
推荐专场





相关方案
更多
该厂商其他方案
更多