








近年来,食品、药品安全问题频发,企业除了紧抓产品质量监管,更加重视对相应包装的筛选、生产和研发工作,以降低流通过程中由包装引发的内容物变质问题。真空镀铝复合包装是公认的阻隔性极佳的包装材料,该材料既有塑料薄膜柔软性和良好的物理机械性能,又兼具金属材料的高阻隔特性,且成本较纯铝箔材料更低,种种优势使其在肉类、糕点、干果、药品等广泛应用。然而消费者在购物过程中,往往忽视包装材质的区别,更加信奉“眼见为实”,即亲眼看到内容物的状态才能判断其品质好坏,因此“局部透明”真空镀铝复合包装应运而生。这种包装既不失镀铝包装优异特性,亦满足了消费者的“可视化”需求,具有很好的推广价值。
方案详情

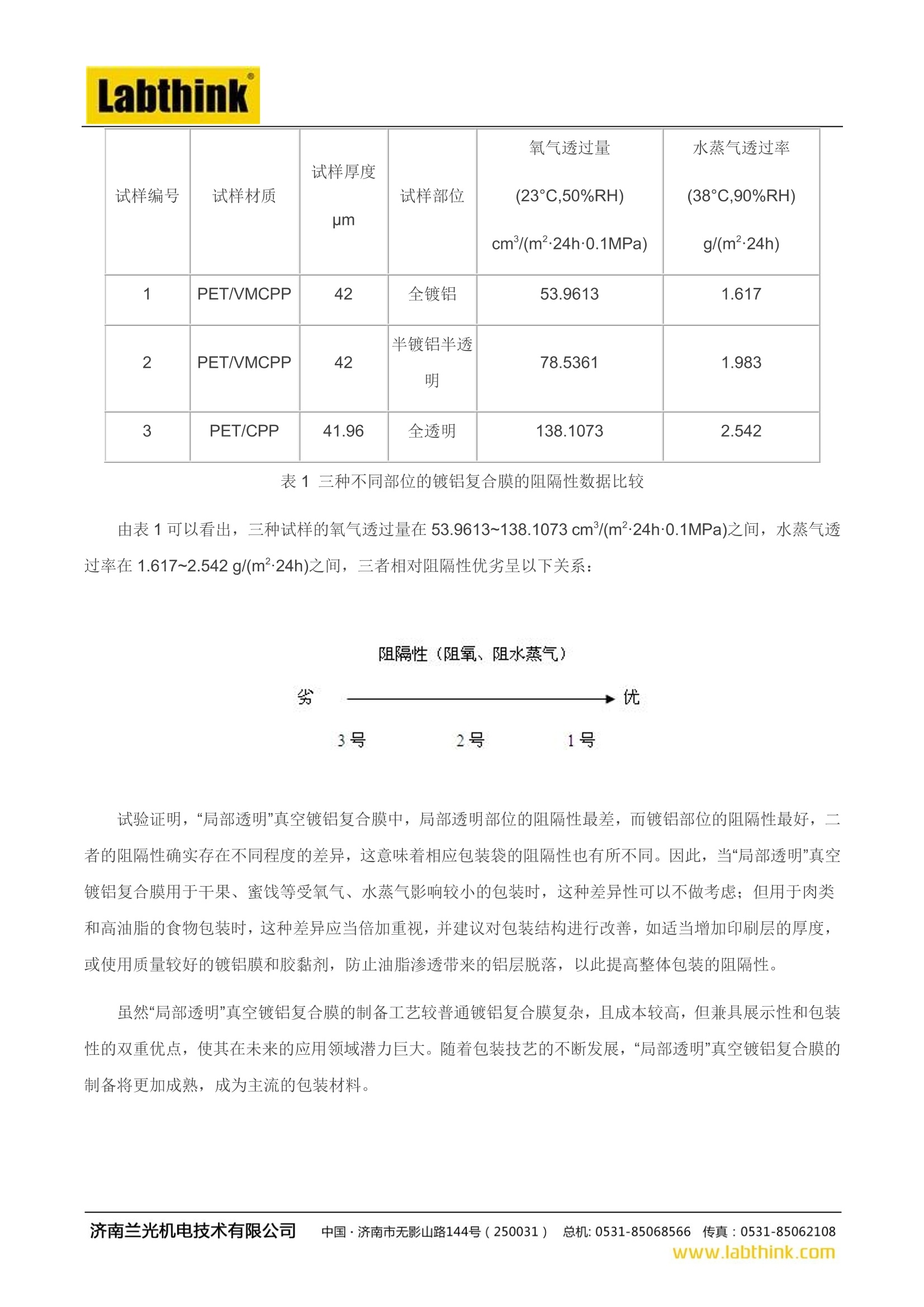
“局部透明”真空镀铝复合膜的研制工艺及应用问题分析 15引言 近年来,食品、药品安全问题频发,企业除了紧抓产品质量监管,更加重视对相应包装的筛选、生产和研发工作,以降低流通过程中由包装引发的内容物变质问题。真空镀铝复合包装是公认的阻隔性极佳的包装材料,该材料既有塑料薄膜柔软性和良好的物理机械性能,又兼具金属材料的高阻隔特性,且成本较纯铝箔材料更低,种种优势使其在肉类、糕点、干果、药品等广泛应用。然而消费者在购物过程中,往往忽视包装材质的区别,更加信奉“眼见为实”,即亲眼看到内容物的状态才能判断其品质好坏,因此“局部透明”真空镀铝复合包装应运而生。这种包装既不失镀铝包装优异特性,亦满足了消费者的“可视化”需求,具有很好的推广价值。 2“局部透明”真空镀铝复合膜的研制 真空镀铝复合膜呈现“局部透明”的技术,依靠的是一种在特定工艺下能使铝层与基膜相互分离的透明涂料(或腊克)。而依据特定工艺使用的材料不同,该技术可分为“水洗铝”和“酸/碱洗铝”两种。“水洗铝”的基本原理如下:将醇水互溶型涂料预先精确涂布在透明基膜设计的透明区域上,经烘道烘干后,覆有涂料的基膜进入镀铝机,铝分子连续均匀的蒸镀在其表层,非透明区域铝铝与基膜紧密结合,而透明区域因覆有涂料而与铝层有所隔离。后用水冲洗,涂料连同附着的铝层同时脱落,透明区域显现。相比“水洗铝”的方法,“酸/碱洗铝”的工序有所变化,即首先基膜镀铝,在镀铝膜非透明区域涂覆一层耐酸/碱的透明聚酯油墨为保护层,浸入无机酸溶液(如稀盐酸、稀硫酸等)或碱性溶液(如氢氧化钠、氢氧化钾溶液等)中,无油墨保护的铝层将被溶液初蚀,,以此达到透明的效果。由于“酸/碱洗铝”的资源消耗较大,程序复杂,,目前行业逐渐趋向于水洗工艺为主。 在“水洗铝”工艺中,醇水互溶型涂料在整个过程中占据重要地位,决定着透明部位的清晰度和完整性,因此其质量和性能必须达到以下要求:①与塑料基膜保持一定的附着力;②遇水易与基膜彻底分离;③易涂布,抗高温;;④无毒。 3“局部透明”真空镀铝复合膜在包装应用中的问题 3.1生产工序的调整 当“局部透明”真空镀铝复合膜应用于包装时,一方面要满足不同企业对透明区域的大小、形状和位置要求,另一方面需要考虑彩色印刷对制膜的影响。因此,可采用以下两种工艺进行制袋: 工艺一:在制得上述“局部透明”真空镀铝复合膜后,外层干式复合一层 PET 或 BOPP 材质的彩印膜,分切制袋。这种方式最大的难点在于如何使镀铝复合膜的透明区域与彩印膜的透明区域一一重合。对此,除了提高套印的精准性,版辊设计亦非常重要。另外,由于镀铝复合膜被用作包装的热封层,其基膜需要选择具备一定热封性能的材料,如 CPP等。 工艺二:首先,利用彩印机对基膜进行彩色套印,醇水互溶型涂料作为油墨的一种涂布在设计的透明区域,而普通油墨则正常印刷在非透明区域。完成印刷后,真空镀铝彩印基膜,熔融后的铝分子通过镀铝机蒸镀到基膜表层,此时的铝分子的温度非常高,极易对基膜表层油墨的色泽产生影响,因此建议在镀铝环节前对彩印基膜涂覆特制保护油以防止油墨变色。接下来进入水洗工序,镀铝膜透明区域的铝层完全脱落,展现出局部透明的效果。后续皆为正常的制袋流程,如复合PE、CPP热封膜等,分切制袋等。这种工艺的最大特点在于将涂布涂料的环节融入彩色套印中,相对简化了制袋工艺,提高了“洗铝”的精确性,但该工艺尚且新颖,仍需在实际操作中逐步完善。 3.2阻隔性的变化 所谓阻隔性,是指材料阻隔渗透物质透过的能力。无论食品、药品,氧气和水蒸气始终是导致其发生酸败、霉变、涨袋、潮解等一系列质量问题的根源,因此,包装材料氧气和水蒸气的阻隔能力至关重要。 镀铝复合膜,不但对水蒸气、氧气有着很强的阻隔性,因其自身具有良好的反射性,所以遮光效果显著,这就大幅延长了食品和药品的货架期和保质期。然而,经过“局部透明”工序制得的镀铝复合袋,透明区域的铝层被洗除,仅剩基膜和热封膜复合,该部分的阻隔性较其他镀铝区域必然有所下降。倘若内容物对水、氧非常敏感,那么这种阻隔性的变化将会对内容物的品质产生重大影响,进而缩短相应的保质期。为了详细比较镀铝复合膜透明区域和非透明区域域隔性的差异,兰光实验室选取了一种“局部透明”真空镀铝复合膜材质的麻辣花生包装袋,进行了膜材的氧气透过量和水蒸气透过率试验,通过对比试验数据对这种差异变化进行了综合分析: 试验项目:氧气透过量(参考标准 GB1038-2000);试验设备: VAC-V2压差法气体渗透仪。 试验项目:水蒸气透过率(参考标准 GB/T 21529-2008);试验设备:W3/330水蒸气透过率测试系统。 为了进行数据比对,分别从包装的全镀铝部位、半镀铝半透明部位和全透明部位各制取 中97mm和108*108mm的试样若干,装夹在两台仪器的测试腔内进行测试,测试结果的平均值见表1: 试样编号 试样材质 试样厚度 um 试样部位 氧气透过量 (23°C,50%RH) cm/(m²24h0.1MPa) 水蒸气透过率 (38°C,90%RH) g/(m224h) 1 PET/VMCPP 42 全镀铝 53.9613 1.617 2 PET/VMCPP 42 半镀铝半透 明 78.5361 1.983 3 PET/CPP 41.96 全透明 138.1073 2.542 表1三种不同部位的镀铝复合膜的阻隔性数据比较 由表1可以看出,三种试样的氧气透过量在 53.9613~138.1073 cm³/(m²24h.0.1MPa)之间,水蒸气透过率在1.617~2.542 g/(m².24h)之间,三者相对阻隔性优劣呈以下关系: 阻隔性(阻氧、阻水蒸气) 劣 →优3号 2号 1号 试验证明,“局部透明”真空镀铝复合膜中,局部透明部位的阻隔性最差,而镀铝部位的阻隔性最好,二者的阻隔性确实存在不同程度的差异,这意味着相应包装袋的阻隔性也有所不同。因此,,当“局部透明”真空镀铝复合膜用于干果、蜜饯等受氧气、水蒸气影响较小的包装时,这种差异性可以不做考虑;但用于肉类和高油脂的食物包装时,这种差异应当倍加重视,并建议对包装结构进行改善,如适当增加印刷层的厚度,或使用质量较好的镀铝膜和胶黏剂,防止油脂渗透带来的铝层脱落,以此提高整体包装的阻隔性。 虽然“局部透明”真空镀铝复合膜的制备工艺较普通镀铝复合膜复杂,且成本较高,但兼具展示性和包装性的双重优点,使其在未来的应用领域潜力巨大。随着包装技艺的不不发展,,“局部透明”真空镀铝复合膜的制备将更加成熟,成为主流的包装材料。 济南兰光机电技术有限公司 中国·济南市无影山路( 总机:真:ww.labthink.com 1 引言 近年来,食品、药品安全问题频发,企业除了紧抓产品质量监管,更加重视对相应包装的筛选、生产和研发工作,以降低流通过程中由包装引发的内容物变质问题。真空镀铝复合包装是公认的阻隔性极佳的包装材料,该材料既有塑料薄膜柔软性和良好的物理机械性能,又兼具金属材料的高阻隔特性,且成本较纯铝箔材料更低,种种优势使其在肉类、糕点、干果、药品等广泛应用。然而消费者在购物过程中,往往忽视包装材质的区别,更加信奉“眼见为实”,即亲眼看到内容物的状态才能判断其品质好坏,因此“局部透明”真空镀铝复合包装应运而生。这种包装既不失镀铝包装优异特性,亦满足了消费者的“可视化”需求,具有很好的推广价值。2 “局部透明”真空镀铝复合膜的研制 真空镀铝复合膜呈现“局部透明”的技术,依靠的是一种在特定工艺下能使铝层与基膜相互分离的透明涂料(或腊克)。而依据特定工艺使用的材料不同,该技术可分为“水洗铝”和“酸/碱洗铝”两种。“水洗铝”的基本原理如下:将醇水互溶型涂料预先精确涂布在透明基膜设计的透明区域上,经烘道烘干后,覆有涂料的基膜进入镀铝机,铝分子连续均匀的蒸镀在其表层,非透明区域铝层与基膜紧密结合,而透明区域因覆有涂料而与铝层有所隔离。后用水冲洗,涂料连同附着的铝层同时脱落,透明区域显现。相比“水洗铝”的方法,“酸/碱洗铝”的工序有所变化,即首先基膜镀铝,在镀铝膜非透明区域涂覆一层耐酸/碱的透明聚酯油墨为保护层,浸入无机酸溶液(如稀盐酸、稀硫酸等)或碱性溶液(如氢氧化钠、氢氧化钾溶液等)中,无油墨保护的铝层将被溶液腐蚀,以此达到透明的效果。由于“酸/碱洗铝”的资源消耗较大,程序复杂,目前行业逐渐趋向于水洗工艺为主。 在“水洗铝”工艺中,醇水互溶型涂料在整个过程中占据重要地位,决定着透明部位的清晰度和完整性,因此其质量和性能必须达到以下要求:① 与塑料基膜保持一定的附着力;② 遇水易与基膜彻底分离;③ 易涂布,抗高温;④ 无毒。3 “局部透明”真空镀铝复合膜在包装应用中的问题3.1 生产工序的调整 当“局部透明”真空镀铝复合膜应用于包装时,一方面要满足不同企业对透明区域的大小、形状和位置要求,另一方面需要考虑彩色印刷对制膜的影响。因此,可采用以下两种工艺进行制袋: 工艺一:在制得上述“局部透明”真空镀铝复合膜后,外层干式复合一层PET或BOPP材质的彩印膜,分切制袋。这种方式最大的难点在于如何使镀铝复合膜的透明区域与彩印膜的透明区域一一重合。对此,除了提高套印的精准性,版辊设计亦非常重要。另外,由于镀铝复合膜被用作包装的热封层,其基膜需要选择具备一定热封性能的材料,如CPP等。 工艺二:首先,利用彩印机对基膜进行彩色套印,醇水互溶型涂料作为油墨的一种涂布在设计的透明区域,而普通油墨则正常印刷在非透明区域。完成印刷后,真空镀铝彩印基膜,熔融后的铝分子通过镀铝机蒸镀到基膜表层,此时的铝分子的温度非常高,极易对基膜表层油墨的色泽产生影响,因此建议在镀铝环节前对彩印基膜涂覆特制保护油以防止油墨变色。接下来进入水洗工序,镀铝膜透明区域的铝层完全脱落,展现出局部透明的效果。后续皆为正常的制袋流程,如复合PE、CPP热封膜等,分切制袋等。这种工艺的最大特点在于将涂布涂料的环节融入彩色套印中,相对简化了制袋工艺,提高了“洗铝”的精确性,但该工艺尚且新颖,仍需在实际操作中逐步完善。3.2 阻隔性的变化 所谓阻隔性,是指材料阻隔渗透物质透过的能力。无论食品、药品,氧气和水蒸气始终是导致其发生酸败、霉变、涨袋、潮解等一系列质量问题的根源,因此,包装材料氧气和水蒸气的阻隔能力至关重要。 镀铝复合膜,不但对水蒸气、氧气有着很强的阻隔性,因其自身具有良好的反射性,所以遮光效果显著,这就大幅延长了食品和药品的货架期和保质期。然而,经过“局部透明”工序制得的镀铝复合袋,透明区域的铝层被洗除,仅剩基膜和热封膜复合,该部分的阻隔性较其他镀铝区域必然有所下降。倘若内容物对水、氧非常敏感,那么这种阻隔性的变化将会对内容物的品质产生重大影响,进而缩短相应的保质期。为了详细比较镀铝复合膜透明区域和非透明区域阻隔性的差异,兰光实验室选取了一种“局部透明”真空镀铝复合膜材质的麻辣花生包装袋,进行了膜材的氧气透过量和水蒸气透过率试验,通过对比试验数据对这种差异变化进行了综合分析: 试验项目:氧气透过量 (参考标准GB 1038-2000);试验设备:VAC-V2压差法气体渗透仪。 试验项目:水蒸气透过率(参考标准GB/T 21529-2008);试验设备:W3/330水蒸气透过率测试系统。 为了进行数据比对,分别从包装的全镀铝部位、半镀铝半透明部位和全透明部位各制取Φ97mm和108*108mm的试样若干,装夹在两台仪器的测试腔内进行测试,测试结果的平均值见表1:试样编号试样材质试样厚度μm试样部位氧气透过量(23°C,50%RH)cm3/(m2·24h·0.1MPa)水蒸气透过率(38°C,90%RH)g/(m2·24h)1PET/VMCPP42全镀铝53.96131.6172PET/VMCPP42半镀铝半透明78.53611.9833PET/CPP41.96全透明138.10732.542表1 三种不同部位的镀铝复合膜的阻隔性数据比较 由表1可以看出,三种试样的氧气透过量在53.9613~138.1073 cm3/(m2·24h·0.1MPa)之间,水蒸气透过率在1.617~2.542 g/(m2·24h)之间,三者相对阻隔性优劣呈以下关系: 试验证明,“局部透明”真空镀铝复合膜中,局部透明部位的阻隔性最差,而镀铝部位的阻隔性最好,二者的阻隔性确实存在不同程度的差异,这意味着相应包装袋的阻隔性也有所不同。因此,当“局部透明”真空镀铝复合膜用于干果、蜜饯等受氧气、水蒸气影响较小的包装时,这种差异性可以不做考虑;但用于肉类和高油脂的食物包装时,这种差异应当倍加重视,并建议对包装结构进行改善,如适当增加印刷层的厚度,或使用质量较好的镀铝膜和胶黏剂,防止油脂渗透带来的铝层脱落,以此提高整体包装的阻隔性。 虽然“局部透明”真空镀铝复合膜的制备工艺较普通镀铝复合膜复杂,且成本较高,但兼具展示性和包装性的双重优点,使其在未来的应用领域潜力巨大。随着包装技艺的不断发展,“局部透明”真空镀铝复合膜的制备将更加成熟,成为主流的包装材料。
确定

还剩1页未读,是否继续阅读?

产品配置单

济南兰光机电技术有限公司为您提供《真空镀铝复合膜中透气、透湿检测方案(透气度测试仪)》,该方案主要用于包装中透气、透湿检测,参考标准--,《真空镀铝复合膜中透气、透湿检测方案(透气度测试仪)》用到的仪器有牙膏管片材气体透过率测定仪 包材透气率测定仪 气体透过率检测仪厂家
推荐专场




相关方案
更多
该厂商其他方案
更多