








方案详情
文
ABSTRACT: This is a study of the flow properties of a range of magnetic toners produced from a common base in relation to three physical variables – the milling method, the type and amount of flow additive and to a limited extent, particle size.
Two methods of milling were used for sample preparation – air jet milling and mechanical milling. The flow additives were either HMDS or PDMS silicas.
The study used the FT3 powder Rheometer (Freeman Technology) to determine the rheology of powder samples in terms of the energy required to cause a powder to flow.
The dependence upon environmental factors commonly imposed on powders such as flow rate, the level of aeration and the amount of consolidation are determined for each of the materials. The propensity to retain air is also investigated and quantified. The results clearly indicate the complex nature of toners and how their flow properties are affected by a large number of variables, of which one of the most significant is the effect of aeration and de-aeration representing the transition from fluidisation to consolidation.
方案详情

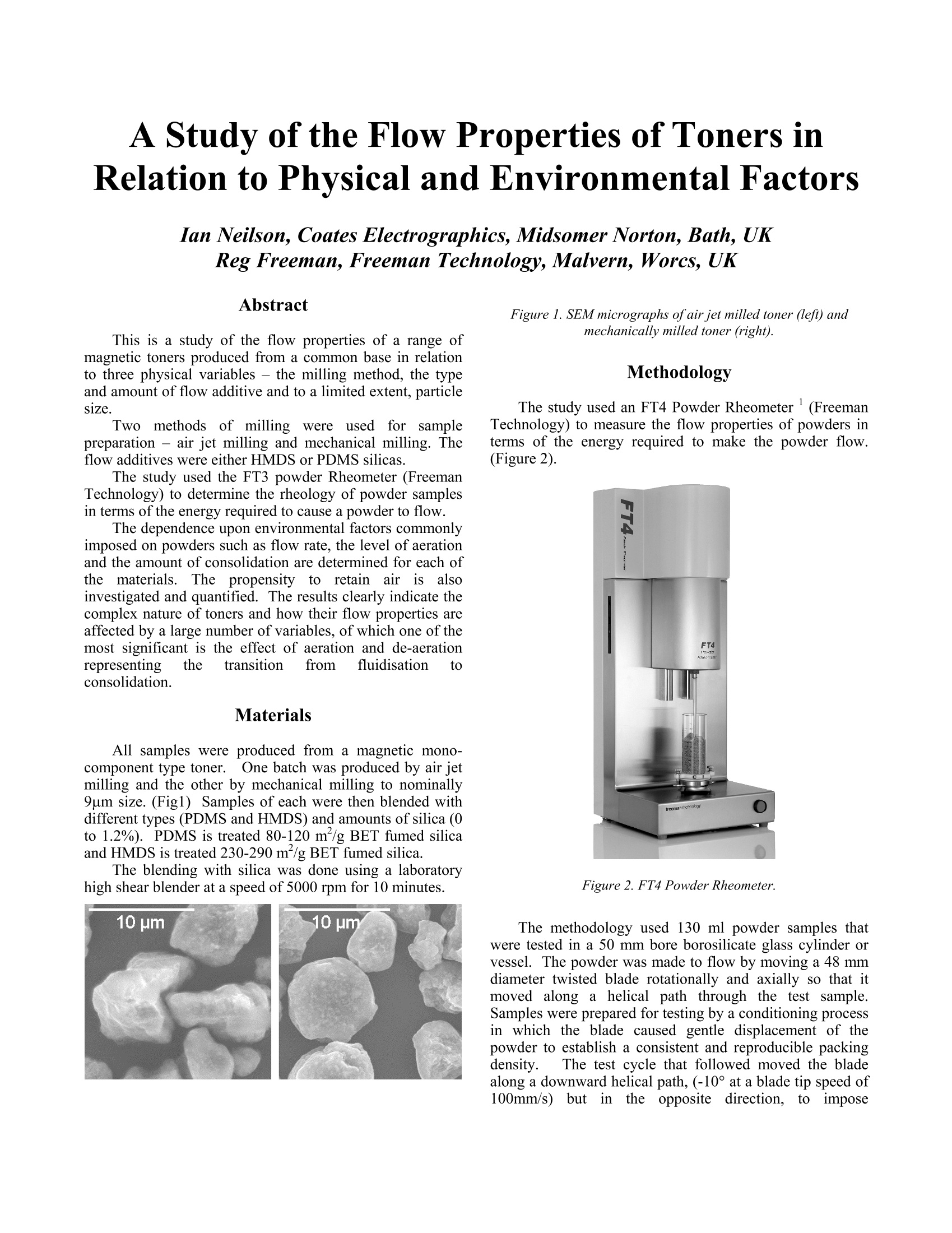
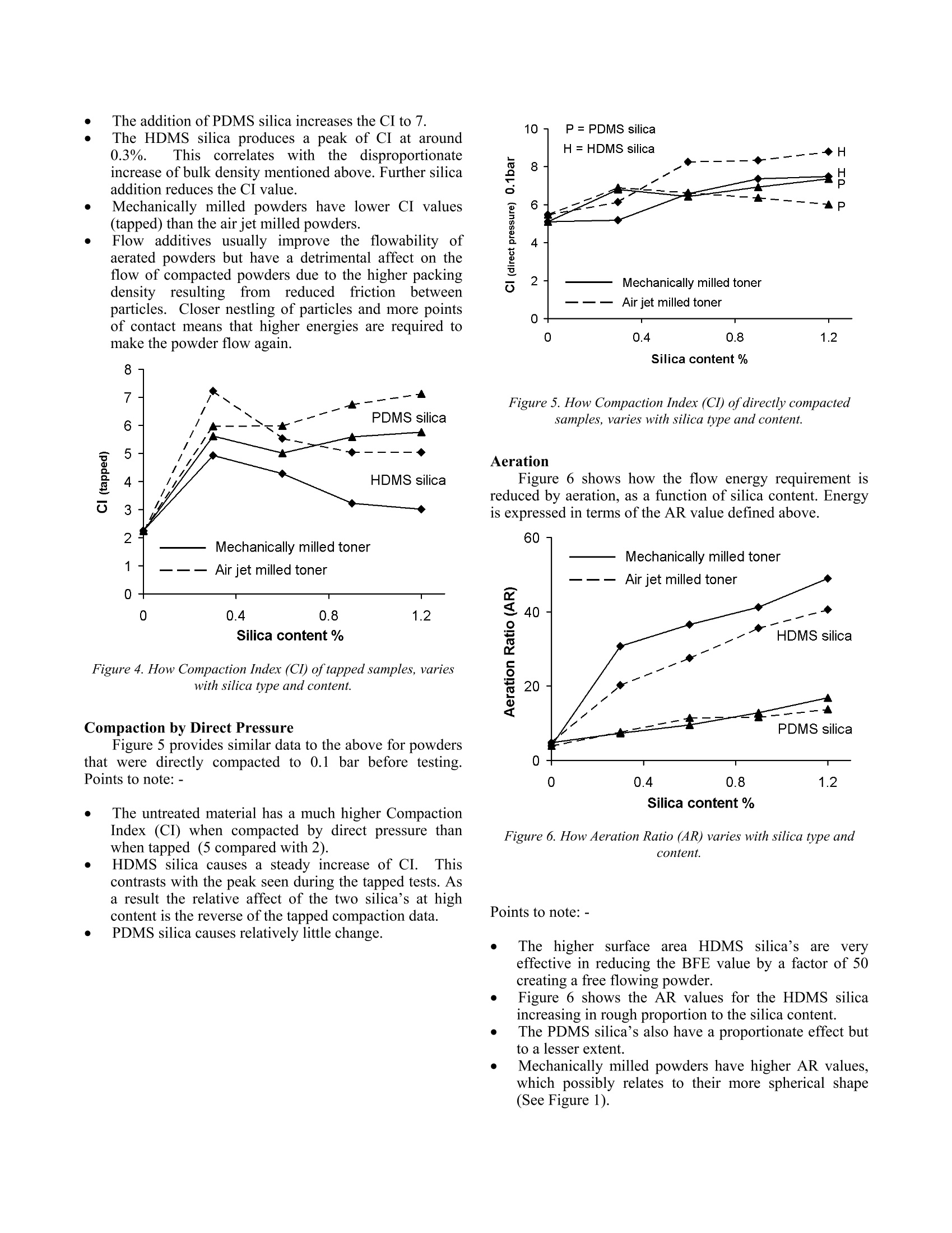
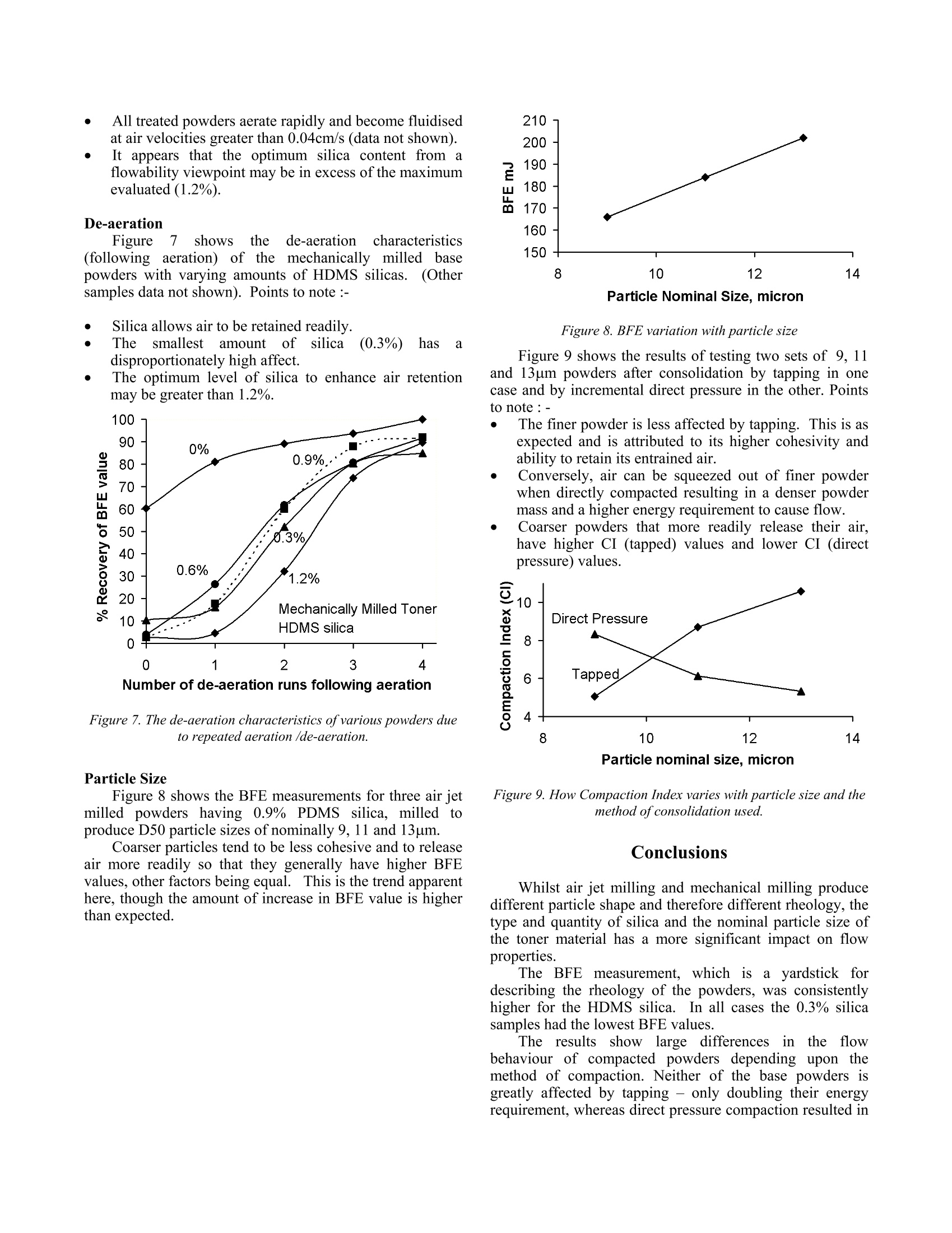
A Study of the Flow Properties of Toners inRelation to Physical and Environmental Factors Ian Neilson, Coates Electrographics, Midsomer Norton, Bath, UKReg Freeman, Freeman Technology,Malvern, Worcs, UK This is a study of the flow properties of a range ofmagnetic toners produced from a common base in relationto three physical variables - the milling method, the typeand amount of flow additive and to a limited extent, particlesize. Two methods of milling wereusedfor samplepreparation- air jet milling and mechanical milling. Theflow additives were either HMDS or PDMS silicas. The study used the FT3 powder Rheometer (FreemanTechnology) to determine the rheology of powder samplesin terms of the energy required to cause a powder to flow. The dependence upon environmental factors commonlyimposed on powders such as flow rate, the level of aerationand the amount of consolidation are determined for each ofthe materialss.. The propensity to retain air isalsoinvestigated and quantified. The results clearly indicate thecomplex nature of toners and how their flow properties areaffected by a large number of variables, of which one of themost significant is the effect of aeration and de-aerationrepresenting the transition from fluidisation toconsolidation. Materials All samples were produced from a magnetic mono-component type toner. One batch was produced by air jetmilling and the other by mechanical milling to nominally9um size. (Fig1) Samples of each were then blended withdifferent types (PDMS and HMDS) and amounts of silica (0to 1.2%). PDMS is treated 80-120 m /g BET fumed silicaand HMDS is treated 230-290 m /g BET fumed silica. The blending with silica was done using a laboratoryhigh shear blender at a speed of 5000 rpm for 10 minutes. Figure 1. SEM micrographs ofair jet milled toner (left) andmechanically milled toner (right). Methodology The study used an FT4 Powder Rheometer (FreemanTechnology) to measure the flow properties of powders interms of the energy required to make the powder flow.(Figure 2). Figure 2. FT4 Powder Rheometer. The methodology used 130 ml powder samples thatwere tested in a 50 mm bore borosilicate glass cylinder orvessel. The powder was made to flow by moving a 48 mmdiameter twisted blade rotationally and axially so that itmoved alongahelical path through the test sample.Samples were prepared for testing by a conditioning processin which the blade caused gentle displacement of thepowder to establish a consistent and reproducible packingdensity. The test cycle that followed moved the bladealong a downward helical path, (-10°at a blade tip speed of100mm/s) but in theoppositedirection, ttooimpose compaction, thereby forcing the powder to flow around theblade. The axial forces and rotational forces acting on theblade during the cycle through the powder were measuredcontinuously and used to derive the work done, or energyconsumed, in displacing the powder. This energy is calledthe Basic Flowability Energy (BFE) and is defined as theenergy required to complete aastandard testuuponaconditioned powder. The BFE is regarded as a measure ofthe rheology of the powder when in a conditioned state. A further series of tests investigated how the flowenergy requirements were changed in relation to BFE byconsolidation of the powders at one extreme and aerationand fluidisation at the other. All materials were tested asabove. Environmental Variables Packing condition As well as the conditioned packing state (describedabove) used for the standard tests, samples were compactedand also aerated to determine how this affected their flowproperties. Compaction or Consolidation Consolidation of powders, however caused, is generallydetrimental to processing because the number of freeparticles is much reduced by physical bonding and theelimination offaair So that flowabilityis greatlycompromised. Samples were consolidated prior to testing using twomethods - direct incremental compaction to 0.1 bar andtapping 100 times. The standard test was then run (butwithout conditioning) to determine the increase of energyrequirement. This increased energy figure was then dividedby the BFE to determine the Compaction Index (CI). Aeration Samples were aerated by supplying air to the base ofthe testing vessel containing the sample. The standard testwas repeated at different rates of airflow to determine howthe flow energy varied for various levels of aeration. TheBFE was then divided by the measured energy required tofully fluidise the powder to determine the Aeration Ratio(AR). De-aeration The readiness of the powders to release entrained airwas investigated by firstly aerating the powder, then using agentle displacement mode to de-aerate the powder, followedby a standard test to measure the flow energy requirement.This was repeated for n de-aeration cycles where n= 0 to 4. Results and Discussion Bulk density measurements The bulk density of the conditioned air jet milledmaterial without silica was slightly lower (0.60g/ml) thanthe mechanically milled base material (0.65g/ml). TheHDMS silica increased the bulk density by a maximum of18% and the PDMS silica by a maximum of 13%, roughlyin proportion to silica content except for the initial HDMSsilica addition that produced a disproportionately highincrease. BFE Measurements Figure 3 shows how BFE varies with silica content forboth air jet milled and mechanical milled toners. Figure 3. How BFE varies with silica type and content for air jetand mechanically milled toners Points to note:- e BFE values can be counter-intuitive. A high value isnot necessarily an indication of poorer flow properties. The HDMS silica produces consistently higher BFEvalues than the PDMS silica Mechanical milling produces marginally higher BFEvalues than air jet milling For all combinations the lowest BFE values occur with0.3% silica Compaction-by tapping 100 times Samples were compacted by tapping 100 times andthen tested without conditioning. Figure 4 shows how theCompaction Index (tapped) varies with silica content andmethod of milling. Points to note:- High values of CI are usually indicators of poorflowability under storage or low flow rate conditions. The base materials with 0% silica, however milled,have the lowest Compaction Index of about 2.2. The addition of PDMS silica increases the CI to 7. The HDMS silica produces a peak of CI at around0.3%. This correlates with the disproportionateincrease of bulk density mentioned above. Further silicaaddition reduces the CI value. Mechanically milled powders have lower CI values(tapped) than the air jet milled powders. Flow additives usually improve the flowability ofaerated powders but have a detrimental affect on theflow of compacted powders due to the higher packingdensity resultingffrom reducedfrictionbetweenparticles. Closer nestling of particles and more pointsof contact means that higher energies are required tomake the powder flow again. 8一 Figure 4. How Compaction Index (CI) of tapped samples, varieswith silica type and content. Compaction by Direct Pressure Figure 5 provides similar data to the above for powdersthat were directly compacted to 0.1 bar before testing.Points to note:- The untreated material has a much higher CompactionIndex (CI) when compacted by direct pressure thanwhen tapped (5 compared with 2). HDMS silica causes a steady increase of CI.1.Thiscontrasts with the peak seen during the tapped tests. Asa result the relative affect of the two silica’s at highcontent is the reverse of the tapped compaction data. PDMS silica causes relatively little change. Figure 5. How Compaction Index (CI) of directly compactedsamples, varies with silica type and content. Aeration Figure 6 shows how the flow energy requirement isreduced by aeration, as a function of silica content. Energyis expressed in terms of the AR value defined above. Figure 6. How Aeration Ratio (AR) varies with silica type andcontent. Points to note:- TThe higher surface area HDMS silica’s are veryeffective in reducing the BFE value by a factor of 50creating a free flowing powder. Figure 6 shows the AR values for the HDMS silicaincreasing in rough proportion to the silica content. The PDMS silica’s also have a proportionate effect butto a lesser extent. Mechanically milled powders have higher AR values,which possibly relates to their more spherical shape(See Figure 1). All treated powders aerate rapidly and become fluidisedat air velocities greater than 0.04cm/s (data not shown). It appears that the optimum silica content from aflowability viewpoint may be in excess of the maximumevaluated (1.2%). De-aeration Figure 7 shows the de-aeratio1n characteristics(following aeration) of the mechanically milled basepowders with varying amounts of HDMS silicas.5.((Othersamples data not shown). Points to note :- Silica allows air to be retained readily. Theesmallesttamountofsilica(0.3%) has adisproportionately high affect. The optimum level of silica to enhance air retentionmay be greater than 1.2%. Figure 7. The de-aeration characteristics of various powders dueto repeated aeration /de-aeration. Particle Size Figure 8 shows the BFE measurements for three air jetmilled powders having 0.9%PDMS silica, milledtoproduce D50 particle sizes of nominally 9, 11 and 13um. Coarser particles tend to be less cohesive and to releaseair more readily so that they generally have higher BFEvalues, other factors being equal. This is the trend apparenthere, though the amount of increase in BFE value is higherthan expected. Figure 8. BFE variation with particle size Figure 9 shows the results of testing two sets of 9, 11and 13um powders after consolidation by tapping in onecase and by incremental direct pressure in the other. Pointsto note:- ● The finer powder is less affected by tapping. This is asexpected and is attributed to its higher cohesivity andability to retain its entrained air. Conversely, air can be squeezed out of finer powderwhen directly compacted resulting in a denser powdermass and a higher energy requirement to cause flow. Coarser powders that more readily release their air,have higher CI (tapped) values and lower CI (directpressure) values. Figure 9. How Compaction Index varies with particle size and themethod of consolidation used. Conclusions Whilst air jet milling and mechanical milling producedifferent particle shape and therefore different rheology, thetype and quantity of silica and the nominal particle size ofthe toner material has a more significant impact on flowproperties. The BFE measurement, whichis a1yardstick fordescribing the rheology of the powders, was consistentlyhigher for the HDMS silica. In all cases the 0.3% silicasamples had the lowest BFE values. The resultsshow large differencesS1innttheflowbehaviour of compacted powders depending upon themethod of compaction. Neither of the base powders isgreatly affected by tapping -only doubling their energyrequirement, whereas direct pressure compaction resulted in a Compaction Index (CI) of 5. This reflects their cohesivebehaviour and reluctance to release entrained air Flow additives usually improve the flowability ofaerated powders, but often have a detrimental effect on theflow of compacted powders due to closer packing resultingfrom reducedfriction between particles. Nestling ofparticles, less air and more points of contact means thathigher energies are required to make the powder flow again.This was generally the case for the materials containingsilica where the CI value increased to more than 88.However, the HDMS silica is an exception in relation totapped consolidation, where the peak CI value occurs at0.3%and reducesaathigher silica content. Thisdisproportionate affect correlates with bulk density andseems to indicate that 0.3% silica content allows closepacking by reducing interparticle friction but is not highlyeffective in allowing the powder mass to subsequentlyunpack. .The later is corrected by increasing amounts ofsilica as shown by the significant reduction in CI values -especially for the more rounded, mechanically milledtoners.. It is interesting that this does not occur with PDMSsilica nor when the consolidation is produced by directlycompressing the powder. In summary, whilst these flowadditivesdo nottimprove theeflowperformance ofconsolidated powders, the higher surface area, HDMS silicais the better choice given the need to use a flow additive. The benefits of a flow additive were clearly seen inrelation to the flow performance of aerated toners. TheHDMS silica reduced the flow energy requirement whenfully aerated to less than 2% of the BFE value creating avery free-flowing powder. The PDMS silica having lowersurface area is less effective. All samples containing silicafluidised readily requiring an air velocity of only 0.04cm/sec to do so. As expected, the base material withoutsilica was much less affected by this amount of air, andeven when fully aerated, required much greater energy topromote flow./.The results show an improvement withincreasing silica content and the optimum may well be inexcess of the maximum 1.2% evaluated. The de-aerationresults demonstrate how the propensity of toners to retainair may be quantified.They indicate that air retention isincreased by silica and that again, the optimum may be inexcess of1.2%. Particle size has a significant impact on the rheology ofmost powders-includingtoners. Nevertheless. thedifference between the 9 and 13 micron powders is greaterthan expected in relation to both compacted and aeratedflow performance - at least in the case of the 0.9% PDMSsilica. Optimising the formulation and performance of tonersrequires a comprehensive understanding of their rheologyand the many factors that play a part. With recentdevelopments in instrumentation this is now possible. References Biography Ian Neilson obtained a B.Sc. (Hons) Degree in Physicsfrom the University of Exeter in 1973. From 1974 -1976 hewas employed by Gestetner Ltd. as a Research Physicist. Ian joined Coates in 1976 and has been involved in thedevelopment of toners and pigmented phase change jet inks.He has formulated highly successful pressure sensitive,radiant , flash fusing magneticc and coloured toners forElectron Beam Imaging, in which Coates is a world leader.In this area he has been granted US and European patentsfor a fluid bed applied toner. Currently he is employed as Research & DevelopmentManager with responsibility for all toner development.
确定

还剩3页未读,是否继续阅读?


仪尊科技有限公司为您提供《爽肤水中流动特性检测方案(挤出机)》,该方案主要用于护理类化妆品中流动特性检测,参考标准--,《爽肤水中流动特性检测方案(挤出机)》用到的仪器有挤出机
推荐专场




相关方案
更多