








方案详情
文
关于可靠性:可靠性是方法能准确区分漏与不漏样品的能力,尽管参数有小的差异,在日常使用中用于判断方法适用性。评价可靠性的方法是采用最佳的或普通的参数来进行测试。
方案详情

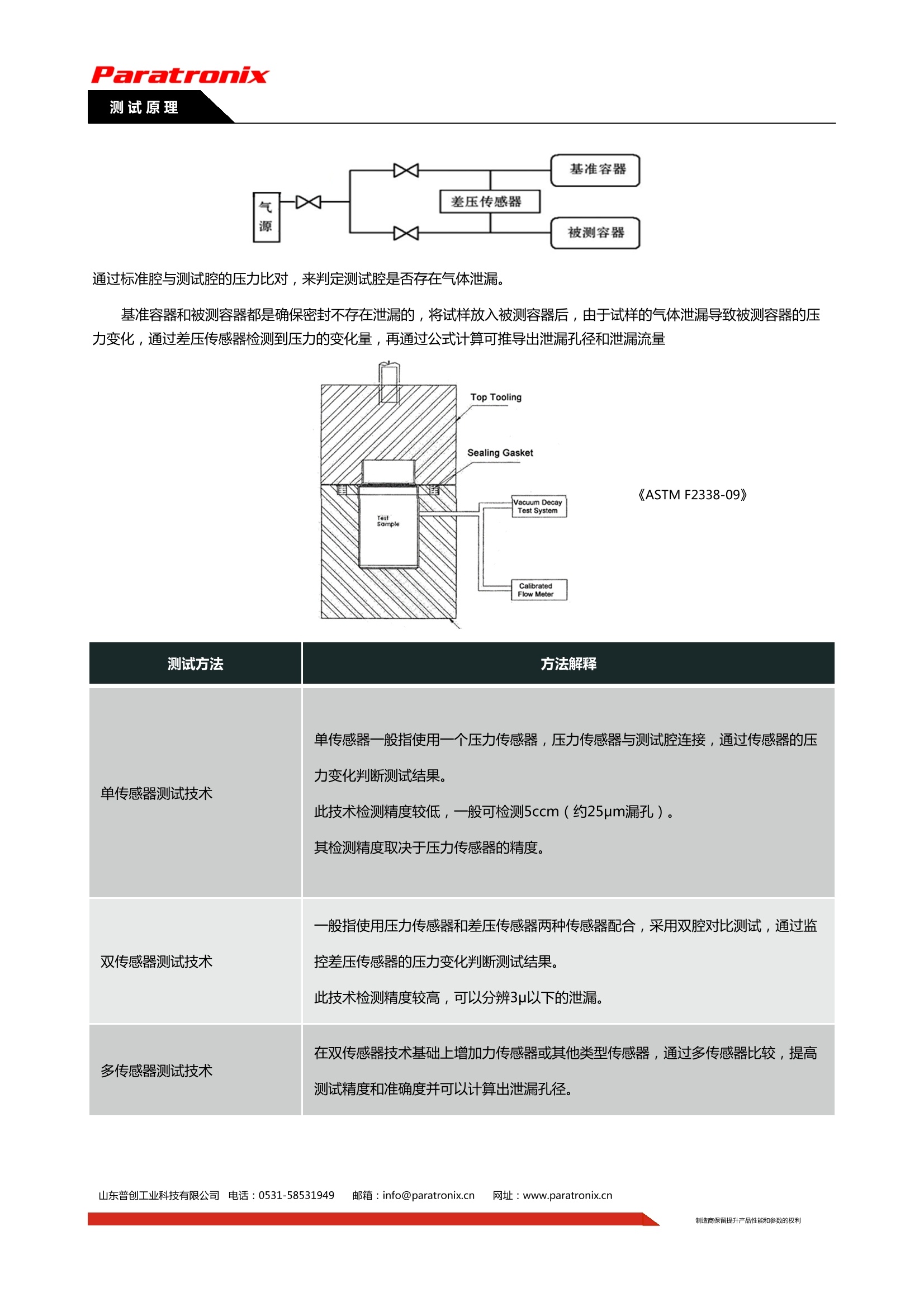
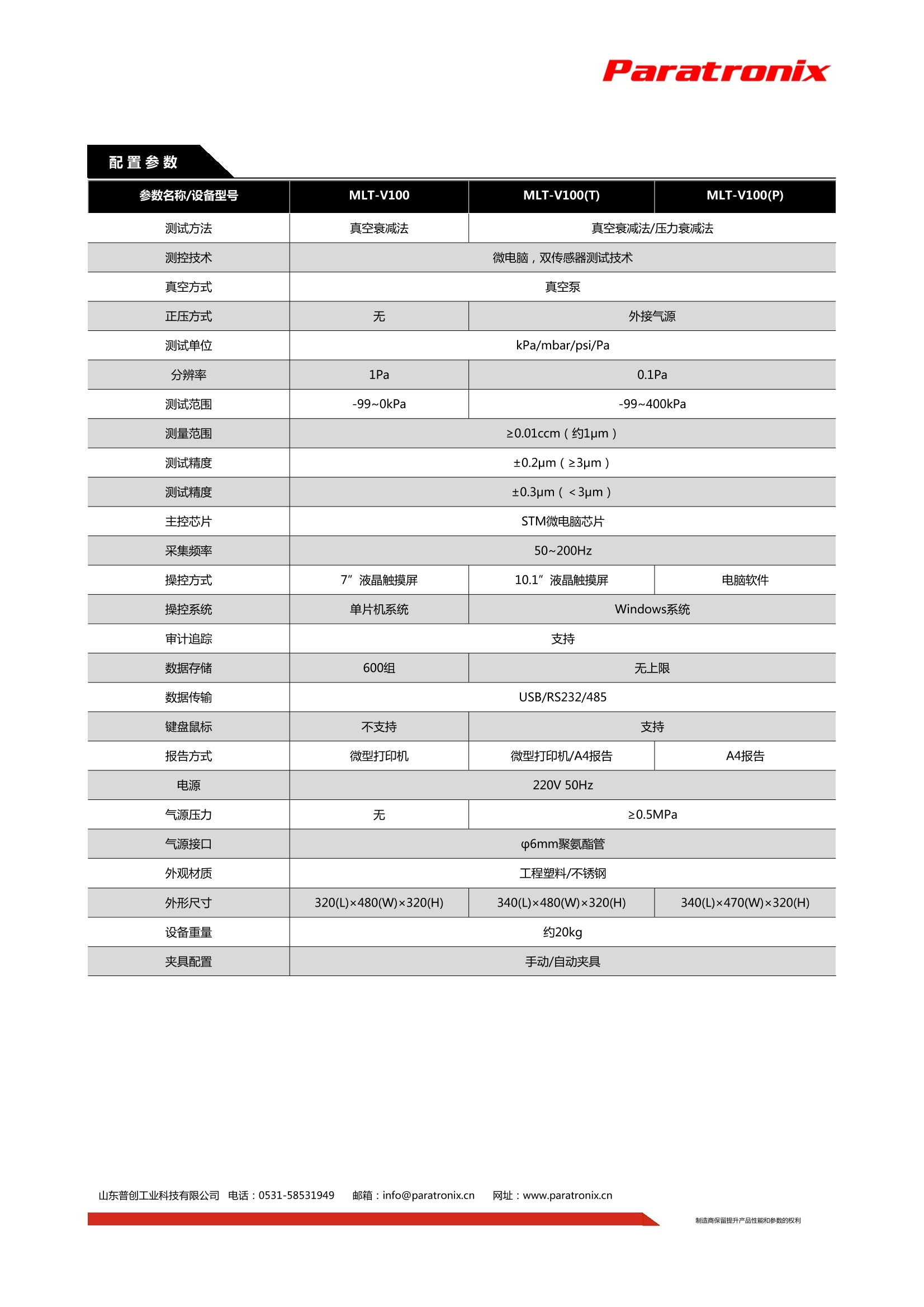
MLT-V100微泄漏无损密封仪关于方法适用性:没有一种方法适合所有应用,测试方法选择基于特定产品的具体情况。对于给定产品的生命周期,通常采用超过1种方法。● 关于方法适用性:产品包装的小差异可能允许一种方法适用于多个产品包装。●关于方法的选择:包装存在分压差但不存在绝压差的情况下,可以用示踪气监测法判断泄漏;包装存在绝压差的情况下,可以通过监测顶空绝压随时间变化来判断泄漏。● 关于方法的选择:抽真空时产品成分固化可能会堵塞漏孔,使得真空衰减无效,此时可以考虑用高压放电法,前提是液体产品比包材更导电。●关于方法的选择:铝箔包装可能证实与高压放电法不兼容,高压放电法适用于相对不导电的包装材料。然而,西林瓶的铝盖对高压放电法没有妨碍,甚至可以用于查找西林瓶封口的泄漏。● 关于方法的干扰因素:在某些情况下,包装内容物会干扰方法检测最小泄漏的能力。如蛋白质成分或盐类可能堵塞漏孔,阻碍了真空衰减法或质量提取法的气体流动使得不能检出。因此,要很谨慎理解产品对所选方法的潜在干扰,包括在包装装配好的最初时间及后续时间。●关于微生物和液体侵入:液体在0.1um开始侵入,微生物在0.3um开始侵入。● 关于最大可允许泄漏限值:如果产品不仅要求无菌,还要求顶空气保留,那么此类产品的最大可允许泄漏限值要求更严格,同时还要考虑包装的阻隔性。● 关于最大可允许泄漏限值:硬质容器最大可允许泄漏限值可以采用0.1-0.3um,软包装最大可允许泄漏限值没有指明具体的漏孔。●关于泄漏级别:要求包装绝对不漏是不切实际的,而是需要考虑与产品质量有关的泄漏级别,也就是说,不应当允许包装泄漏超过产品的最大可允许泄漏限值,此类泄漏应当不存在。● 关于泄漏引发的产品质量风险:由所关心的泄漏引发的产品质量风险包括3类:微生物侵入导致的产品无菌风险;液体或固体的侵入导致产品理化质量风险;顶空气含量改变导致产品理化质量风险或阻碍产品被终端客户使用。● 关于特卫强包装检漏:特卫强包装不属于USP1207章节包含的范围。● 关于暂时性泄漏的检测:胶塞容器在超低温冷藏过程中可能发生泄漏,此时可以通过监测顶空条件(顶空气含量、顶空压力)来反映包装完整性。● 关于包装工艺和装配验证阶段的检漏:对于一些产品包装,适合包装加工和装配验证阶段的完整性测试方法的检出限要高于最大可允许泄漏限值,能够检出大漏的方法都是合适的。●关于包装开发阶段的检漏:包装开发阶段在一些情况下,内在包装完整性确认可以采用空包及灵敏的测试方法,这样就没有产品配方干扰测试方法的风险。● 关于软包装的检漏:软包装需要专门的腔体以限制包装膨胀,防止破损。● 关于预充针的检漏:预充针的柱塞需要限制以防止压差下移位。● 关于顶空保护产品的检漏:对于包装需要顶空保护的产品,对于稳定性研究的完整性测试适合确认特定的顶空气或负压随时间的存在,满意的结果需确认泄漏的不存在。● 关于包装封口工艺:对于某些需要保持产品理化稳定性的产品,包装需要保持惰性气体顶空/低水汽含量,在常压下或负压下封口,顶空真空度条件也有利于产品使用,如产品重构。● 关于真空度/惰性气体/水汽检测:真空封口的需要随时间检查真空度,惰性气体封口的需要随时间检查活性气体或水汽含量的增加。● 关于抽样检测数量:测试生产批次样品可以提供包装完整性的确认,而采用无损方法进行的整体测试则能获得完整性保证的持续性评估。在一些情况,法规要求中指明了测试数量;对于其他的产品包装,产品测试数量取决于验证阶段的统计过程控制结果,之后是基于日常生产中产品质量趋势分析。● 关于灭菌对密封性的影响:要确保加工条件(如多个灭菌循环)不会物理损坏材料,进而导致负面影响包装完整性。● 关于软包装的检漏:软包装需要专门的腔体以限制包装膨胀,防止破损。● 关于预充针的检漏:预充针的柱塞需要限制以防止压差下移位。● 关于多次给药包装的检漏:多次给药包装采用理化和微生物方法,胶塞多次给药包装采用色水法。● 关于包装开发阶段的检漏:在产品包装开发过程中,可以采用一连串的完整性和封口质量测试方法,开始时采用能够测试产品内在包装完整性的技术,可行的包装系统的内在包装完整性符合产品最大可允许泄漏限值。内在包装完整性确认的测试包装数量可能不同,根据1)产品包装的复杂性;2)URS的细节;3)制造商的先前经验 。测试数量的选择受到对包装完整性测试结果的信心以及所期望的完整性保证的水平的影响。在一些情况下,内在包装完整性确认可以采用空包或空白填充的容器密闭系统更容易更经济的确认,从而使得可以有更大的样品数量可以被灵敏及定量的检漏方法测试,这样就没有产品配方干扰测试方法的风险。内在包装完整性需要考虑包装装配因素的情况。● 关于包装加工和装配验证阶段的检漏:包装加工和装配验证研究的完整性测试方法的目的是确认包装持续符合产品最大可允许泄漏限值。对于一些产品包装,适合包装加工和装配验证阶段的完整性测试方法的检出限要高于最大可允许泄漏限值,能够检出大漏的方法都是合适的。● 关于产品生产阶段的检漏(关于抽样量):测试生产批次样品可以提供包装完整性的确认,而采用无损方法进行的整体测试则能获得完整性保证的持续性评估。在一些情况,法规要求中指明了测试数量;对于其他的产品包装,产品测试数量取决于验证阶段的统计过程控制结果,之后是基于日常生产中产品质量趋势分析。真空下封口的产品需要合适的包装装配验证以及补充测试确认随着测试时间真空度的保留;类似的,需要特定的惰性气体顶空的包装完整性保证是基于合适的包装装配验证以及测试活性气体或水汽含量随时间的增加。● 关于稳定性研究阶段的检漏:理想来说,用来支持市场产品稳定性研究所选择的包装完整性测试能够确认给定产品包装系统最小的泄漏不存在。也就是说,产品的最大可允许泄漏限值落在所选方法检漏范围内。然而,适用于特定产品包装系统的方法可能不能检测最小的泄漏。某些情况下,包装内容物会干扰方法检测最小泄漏的能力。对于包装需要顶空保护的产品,对于稳定性研究的完整性测试适合确认特定的顶空气或负压随时间的持续存在,满意的结果需确认可能危害产品无菌以及相应的理化质量特性的泄漏的不存在。用于监测等同于微生物阻隔保证以及防止液体产品损失的容器真空度或顶空气含量保持所需的持续时间可以根据气体流动动力学进行预测,如果有一个足够大的会允许微生物侵入和产品配方损失的泄漏通道存在时。对于市场的产品,用于包装完整性评估的稳定性测试样品保存在有标签的存储条件下。对于每个时间点所选择的测试样品数量是相关的和足够代表稳定性测试目的,这指示了是否完整性受到稳定性条件的影响。样品数量选择考虑到所有先前的开发和验证测试。● 关于确定性方法:确定性方法大多依赖差压或分压测试,高压放电法依赖漏孔附近液体的存在,而不是液体的流动。● 关于概率性方法:概率性方法 样品数量和测试条件严格性与漏孔大小反相关。●关于确定性方法和概率性方法的选择:能够检测出产品最大可允许泄漏限值的确定性方法是的,当建立内在包装完整性时。如果测试样品数量有限,也可以选择确定性方法,当检测很少出现的所关心的泄漏或当不能找到给定漏孔或泄漏类型的潜在的风险太大时。当方法结果需要特定的概率性方法时,概率性方法适合。● 关于理化方法:理化方法包含确定的方法和概率的方法。● 关于方法结果:▼方法结果包括漏孔的存在、漏孔定位、泄漏率测试、液体侵入、微生物侵入。▼漏孔定位包括高压放电、气泡、示踪气嗅探模式、一些液体示踪法。▼整体包装泄漏率测试的方法包括激光、质量提取、压力衰减和真空衰减、示踪气真空模式。● 关于方法结果:没有一种方法可以提供上升提到的5种方法结果。● 关于定量和定性:当方法考虑允许时,选定量的方法。● 关于无损和破坏:示踪气和压力衰减法如果引入示踪气或加压气到包装中引起包装阻隔性被破坏被认为是破坏的方法,高压放电法如果证实电流暴露对产品没有损坏,也是无损的,很少的情况下,暴露会引起顶空臭氧形成,引起产品氧化。●关于离线和在线:离线设备测试速度慢,通常比在线设备更灵敏。在线设备可以提供所有包装完整性的更大保证,当出现包装误装配或破坏时,可以产生即时的反馈,使得可以在产线实时更正。在线设备限制了方法的检出能力。此外,由于产品泄漏导致的仪器停工或仪器故障是个重要的考虑。● 关于设备确认:设备确认的作用包括:1)评估设备的功能;2)采用合适的校验工具或参考的标准物质来模拟有漏的测试条件以确定设备的检出能力。●关于准确度:准确度即正确区分阳性样品和阴性样品的能力,准确度提供了假阳性和假阴性发生率的信息。对于定量测试气体泄漏率或气体浓度或气体压力的方法,准确度是方法产生一个与真实标准物质相当的结果的能力。如氦检法是直接测试氦气泄漏率,准确度是仪器读数与经认证的国家认可的可追溯标准物质的泄漏率的接近程度。● 关于精密度:精密度是方法能够产生可靠、可重复数据的能力,包含重复性、可靠性、再现性。● 关于特异性:特异性是方法能准确区分阴性样品和阳性样品的能力,尽管有干扰因素可能会引起假检出。如氦检法,氦气通过包装壁渗透可能会掩盖小漏或可能出现假阳性的结果。● 关于假阳性和假阴性:微漏检测的挑战是潜在的干扰因素被误认为是泄漏,如真空衰减法包装材料脱气、测试系统水汽、包装膨胀可能会认为是泄漏。另外,检漏信号的不存在也可能被误认为是不漏。● 关于检出限的确定:任何方法都可能出现假阴性和假阳性结果,因此,检出限的确定是通过比较阳性样品读数和阴性样品的读数来实现。检出限的确定由随机次序混合的阴性样品和阳性样品组成。● 关于检测范围:如果要建立检测范围,需包含大漏的对照样品。有的方法能够检测的漏孔很小,但没有相应的阳性样品的例子,如氦检法。● 关于检出限:氦检的检出限采用泄漏率标准物质引入泄漏到测试系统来确认,激光法的检出限可以基于气体流动动力学进行数学预测。● 关于定量限:激光法可以评估定量限,而大多数方法检出限更有意义。●关于线性:激光法和示踪气法的数据分别具有线性关系,真空衰减法等也与漏孔相关,但很少用于漏孔或泄漏率定量。高压放电法和所有的概率法不验证线性。● 关于大漏检测:能够测试微漏的方法可能会遗漏大漏●关于大漏检测:对于具有测试漏孔范围的方法,在验证中需要确认大漏的检测能力。● 关于可靠性:可靠性是方法能准确区分漏与不漏样品的能力,尽管参数有小的差异,在日常使用中用于判断方法适用性。评价可靠性的方法是采用最佳的或普通的参数来进行测试。● 关于系统适用性测试:系统适用性即性能确认测试 ,是采用master加有流量和没流量时进行确认,在测试开始和结束时执行。● 关于与微生物侵入比较:尽管理解理化方法的检测能力与微生物侵入风险之间的关系很重要,但在所有情况下进行实验比较可能不需要或没有用。在方法验证时,没必要与微生物侵入(或液体泄漏)做比较的情况包括:1)经验证的理化方法证实检出限在或低于产品包装最大可允许泄漏限值。2)经验证的理化方法用于查找大漏。●关于与微生物侵入比较:在方法验证时,有必要与微生物侵入(或液体泄漏)做试验比较的情况包括:1)经验证的理化方法用于确认密闭容器的内在包装完整性,但方法的检出限显著高于最大可允许泄漏限值。如经氦质谱测试的包装最大可允许限值是0.2um,但产品填充包装稳定性研究所选的方法检出限是3um,那么微生物侵入(或液体泄漏)与漏孔大小关系的研究,可以帮助提供微生物在该方法检出限侵入的可能性,因此可以提供对稳定性泄漏测试识别泄漏能力的理解。2)经验证的理化方法用于确认包装的内在完整性,但最大可允许泄漏限值或缺乏或没有被定义。那么比较微生物侵入(或液体泄漏)风险与漏孔大小关系的研究对该理化方法检测可能性是有用的。● 关于系统适用性:一些方法的系统适用性检查采用阴性对照和阳性对照。 Master作为模拟不漏的包装,经常用于系统适用性测试以确认系统性能,如真空衰减或质量提取法。● 关于缺陷创建方法(阳性样品制备):▼ 在包装壁上钻孔的干扰是小漏孔可能被产品配方堵塞在真空衰减法等方法中。激光钻孔的优势是真实的缺陷(如裂缝),且不需要引入外来物质,如金属丝、软管或胶水。当前,在硬质玻璃或塑料组件的激光打孔可以小至2-3um,在软包装更厚的壁上是5-10um,更小的孔容易因操作、环境杂质、软包装壁变形等堵塞。▼ 玻璃微型移液器可以用来模拟单个的漏孔,小至0.1um,其漏孔可以采用空气流量法进行标定,微型移液器的使用挑战是要保证移液器周边和包装壁*密封,且要避免破损。此外,空气可能会干扰依赖液体的流动的方法测试。▼ 微型毛细管的横截面直径可以窄至2um,它通常用于替代更小钻孔、更短长度的泄漏通道当执行依赖气体流动检漏测试时,在选择长的大孔的毛细管用于模拟小漏用于依赖液体流动检漏方法前,建议谨慎选择。▼ 其他常见的缺陷创建方法包括插针到包装壁、放置金属线、放微丝、或密封表面之间放薄膜、粘附带孔的薄的金属板到包装表面。值得注意的是,这些方法可能展示的气体、液体、微生物泄漏动力学与实际的缺陷显著不同,这些方法制备阳性样品简单、便宜,可以用于制备大漏孔用来做方法可行性研究和探索方法的检出上限。● 关于型式缺陷:型式缺陷是代表实际包装缺陷的阳性对照,在方法验证研究中包含型式缺陷很重要,可以用来探索检漏方法实际应用于检测实际的包装失败和缺陷。▼ 如胶塞西林瓶包装:1)瓶末端通道缺陷;2)带盖胶塞松动;3)胶塞和瓶之间夹料。▼ 预灌充注射器:1)针护套被针刺穿;2)缺陷的活塞。▼ 对型式缺陷指明精确的漏孔是没有意义的或不可行的,因为它们内在的不规则和复杂。型式缺陷更多是定性的、描述性的。因为没有一个方法可以查找给定包装的所有可能的缺陷。▼从型式缺陷搜集到的信息可以用于确定替代方法以检测或限制关键缺陷的发生,而这些关键的缺陷不容易被所选的方法发现。● 关于检漏技术的来源:本章节所描述的检漏技术是基于出版在同行评审杂志的相应的研究数据,或认可的测试方法标准中的精密度和偏差研究数据,当参考标准测试方法(如ASTM)时,建议读者参考新的版本。在所有情况下,所引用的方法和文献研究是为了提供用于制药包装检漏方法开发和验证的有用的基准信息。● 关于检漏技术:本章节所描述的技术不是方法,但代表可以用于无菌产品包装检漏的测试理念。测试技术根据它们潜在的检出限、可靠性、应用有差异,因此,没有一个方法是通用的适用于所有的产品包装的检漏,本章节提供的信息可以用于测试方法的仔细比较,以便对于给定的状况可以找到最合适的技术。最终的检漏方法与给定的产品包装是特定的。● 关于检漏方法分类:检漏方法被划分为2类:确定的、概率的,确定的方法是相对于概率的方法,当其他关键的方法选择准则允许时。概率的方法适用于当产品包装证实与确定的方法不相容,或当方法结果需要特殊的概率测试方法时。● 关于检出限:所选择的报道的检出限是根据文献来源,以及通常可接受的经验。本信息目的是帮助选择测试技术,但不应当作为确定的方法性能的陈述对于任何特定的方法应用于任意给定的产品包装。相反,检出限和量程应当在方法开发和验证过程中建立对于单独的产品包装。▼ 比如,表中检出限在第6行的方法可能被用户验证能够检测小至第3行;相反,表中检出限在第3行的方法可能被用户确定只能检测泄漏至第5行。● 关于表中列举方法的目的:这套测试技术和提供的信息的目的是帮助而不是限制方法的选择、开发、验证、使用。表中没列举的方法,当可以满足确认和验证要求并获得满意的检漏结果时也可以使用。此外,表中列举的技术可能证明具有更广泛的应用,超出当前的认知范围。关于确定的方法(章节中表1):● 高压放电法可以对漏孔定位,方法是无损的,尽管建议评估测试暴露对产品稳定性的影响。● 激光法的检出限与测试之间的时间间隔有关,整个样品泄漏率的确定通过汇编读数和时间的关系来实现。● 质量提取法要求产品必须不能堵塞泄漏通道,整个样品泄漏率的确定是通过比较测试样品质量流量数据与泄漏率标准物质和阳性对照的数据来实现。● 压力衰减要求产品(尤其是液体或半固体)必须不能掩盖潜在的漏孔。● 示踪气检测(抽真空模式)要求包装能够承受高真空测试条件,且包装具有有限的示踪气渗透。● 真空衰减要求产品必须不能堵塞泄漏通道,整个样品泄漏率的确定是通过比较样品的真空衰减结果与泄漏率标准物质和阳性对照的数据来实现。关于概率的方法(章节中表2):● 气泡释放法要求产品(尤其是液体或半固体)必须不能掩盖包装表面。气泡法的检出限和分析员技能有关。● 微生物挑战(浸泡暴露)要求包装内容物具有促生长的培养基或产品,要求在漏孔处有液体的存在以确保方法可靠性。测试时间要数周。● 示踪气检测(嗅探模式)检出限与分析员技能有关,在最佳的测试条件下能测试更小的漏孔。示踪气超出泄漏限值指示有漏和漏孔位置。● 液体示踪法要求包装内容物也液体示踪物相容,产品必须不能堵塞泄漏通道。要求包装能够承受液体浸泡,且包装与液体示踪检测模式相容。在最佳的测试条件下采用示踪物化学分析检测可以测试更小的漏孔。示踪物迁移测试可以是定量的(通过化学分析,小漏方法)或定性的(通过目视检测)。测试时间几分钟到几小时。● 各种方法的泄漏检出限Paratronix 产品介绍 MLT系列微泄漏无损密封测试仪依据《ASTM F2338-2013包装泄漏的标准检测方法-真空衰减法》标准研发。专业适用于各种空的/预充式 注射器、水针及粉针瓶(玻璃/塑料)、灌装压盖瓶、奶粉罐、其他硬质包装容器、电器元件等试样的无损正、负压的微泄漏测试。本产品采用先 进的设计和严谨、科学的计算方法保证了其快速测试和高准确度及高稳定性。亦可满足用户的非标准(软件或测试夹具)定制。 泄漏试验方法比较 水浴法测试 比较项目 微泄漏检测 10~20μm 能够检测的最小孔径 <1μm可检出 >30s 测试时间 10s左右 感官试验,量化难 示值管理量化 泄漏量、泄露孔径 重复性差 再现性 可进行数值再现 破坏试验 破坏/非破坏性 非破坏性试验 水(需要维护) 试验介质 空气 小泄漏不易发现 人为错误 数值管理,无需人工 可以定位漏点 漏点确认 不能确认漏点 执行标准 《ASTM F2338-13包装泄漏的标准检测方法-真空衰减法》 《USP1207美国药典标准 》 《药品GMP指南——无菌药品》11.1密封完整性测试 《中国药典》2020年版四部微生物检查法 《化学药品注射剂包装系统密封性研究技术指南(试行)》 《YYT 0681.18-2020无菌医疗器械包装试验方法第18部分:用真空衰减法无损检验包装泄漏》 山东普创工业科技有限公司 电话:0531-58531949 邮箱:info@paratronix.cn 网址:www.paratronix.cn 通过标准腔与测试腔的压力比对,来判定测试腔是否存在气体泄漏。 基准容器和被测容器都是确保密封不存在泄漏的,将试样放入被测容器后,由于试样的气体泄漏导致被测容器的压 力变化,通过差压传感器检测到压力的变化量,再通过公式计算可推导出泄漏孔径和泄漏流量 Top Tool i ng Sealing Gasket Vacuum Decay 《ASTM F2338-09》 Test System Test Sample Calibrated Flow Meter 测试方法 方法解释 单传感器测试技术 单传感器一般指使用一个压力传感器,压力传感器与测试腔连接,通过传感器的压 力变化判断测试结果。 此技术检测精度较低,一般可检测5ccm(约25μm漏孔)。 其检测精度取决于压力传感器的精度。 双传感器测试技术 一般指使用压力传感器和差压传感器两种传感器配合,采用双腔对比测试,通过监 控差压传感器的压力变化判断测试结果。 此技术检测精度较高,可以分辨3μ以下的泄漏。 多传感器测试技术 在双传感器技术基础上增加力传感器或其他类型传感器,通过多传感器比较,提高 测试精度和准确度并可以计算出泄漏孔径。 技术优势 ● 内置10吋触摸屏电脑与外置电脑可选; ● 单样检测过程用时在15S内(管路、腔体的抽真空,保压和样品测试时间); ● 可精确显示泄漏孔径(≥1μm)及泄漏量 ; ● 测试腔与主机为分体布局,一套测试腔适用5种以上规格试样; ● 测试腔为铝合金或不锈钢制造,气动夹持; ● 内置流量计,一键完成流量校准; ● 具备零点、漏孔、流量3种校准方式; ● 测试结果具备压力衰减、泄漏孔径、泄漏流量三种判断模式 ● 测试结果流量误差≤0.1sccm ● 真空分辨率≤1pa/0.01mbar/0.0001psi ● 具备(kpa/mbar/pa/psi)等测试单位转换 ● 可检测西林瓶,输液袋,隐形眼镜、奶粉罐,电子配件等各种软、硬试样的正负压力衰减测试; 国 儿 看瓜 心 园 心 国整际 回口 中国 P aratrab be 配置参数 参数名称/设备型号 MLT-V100 MLT-V100(T) MLT-V100(P) 测试方法 真空衰减法 真空衰减法/压力衰减法 测控技术 微电脑,双传感器测试技术 真空方式 真空泵 正压方式 无 外接气源 测试单位 kPa/mbar/psi/Pa 分辨率 1Pa 0.1Pa 测试范围 -99~0kPa -99~400kPa 测量范围 ≥0.01ccm(约1μm) 测试精度 ±0.2μm(≥3μm) 测试精度 ±0.3μm(<3μm) 主控芯片 STM微电脑芯片 采集频率 50~200Hz 操控方式 7”液晶触摸屏 10.1”液晶触摸屏 电脑软件 操控系统 单片机系统 Windows系统 审计追踪 支持 数据存储 600组 无上限 数据传输 USB/RS232/485 键盘鼠标 不支持 支持 报告方式 微型打印机 微型打印机/A4报告 A4报告 电源 220V 50Hz 气源压力 无 ≥0.5MPa 气源接口 φ6mm聚氨酯管 外观材质 工程塑料/不锈钢 外形尺寸 320(L)×480(W)×320(H) 340(L)×480(W)×320(H) 340(L)×470(W)×320(H) 设备重量 约20kg 夹具配置 手动/自动夹具
确定


还剩2页未读,是否继续阅读?

产品配置单







山东普创工业科技有限公司为您提供《一起解读USP 1207《容器密封完整性测试》》,该方案主要用于造纸中密封性测试检测,参考标准--,《一起解读USP 1207《容器密封完整性测试》》用到的仪器有西林瓶微量泄漏检测仪MLT-V100(T)、瓶盖扭矩仪PNY-20A、厚度测厚仪 PTT-03A、水蒸气透过率测试仪/透湿仪WVTR-RC6、热封仪HST-01A热封试验仪、亲水涂层导丝摩擦力测试仪-PMT-05、玻璃瓶耐内压试验仪SPT-01




















相关方案
更多
该厂商其他方案
更多