







测试塑化度有很多种测试方法,但是使用DSC测试塑化度,可以观察物料熔融过程中微晶的变化及吸热能量情况,并计算其塑化度已成为一种方便、准确的方法。
方案详情

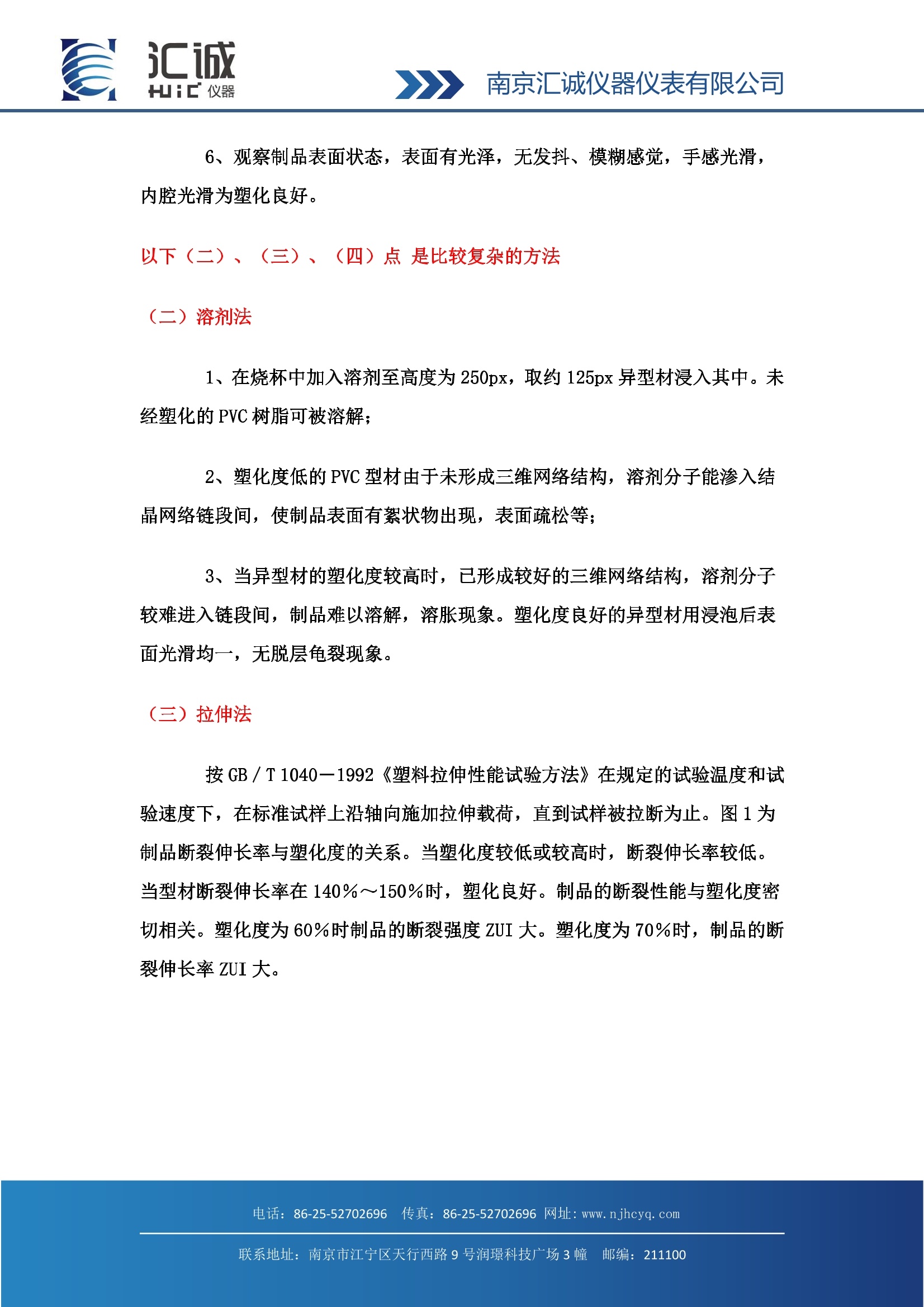
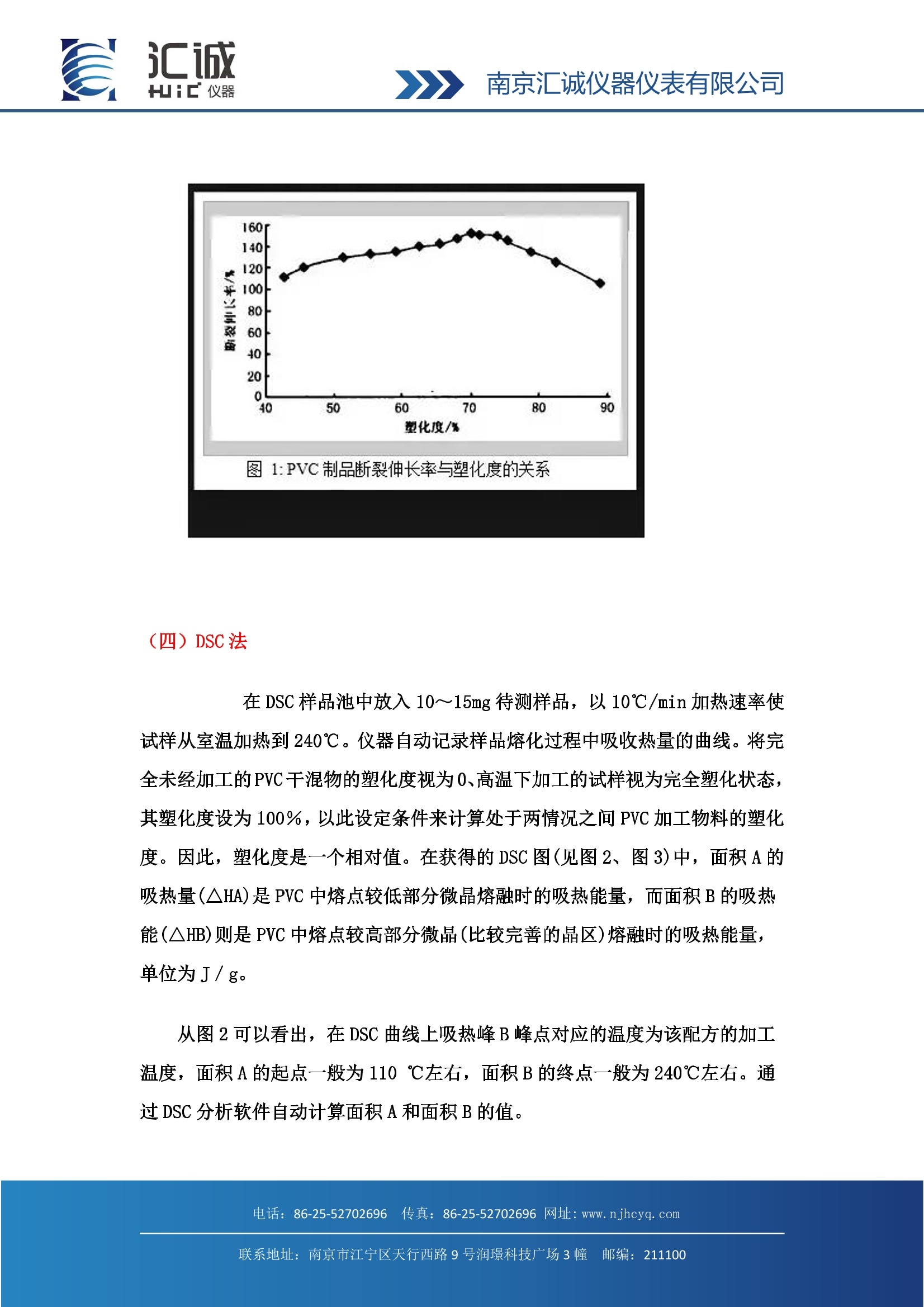
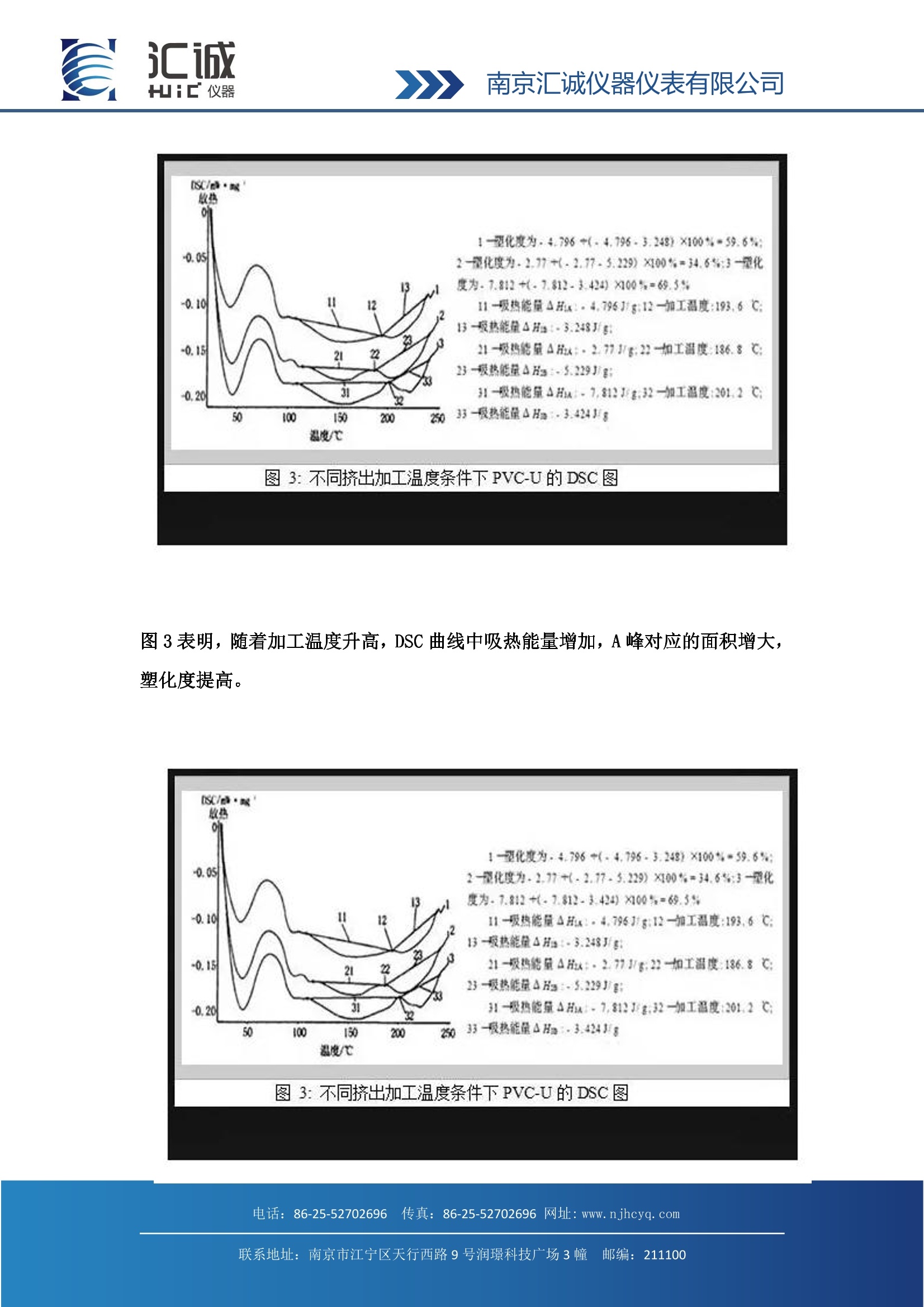
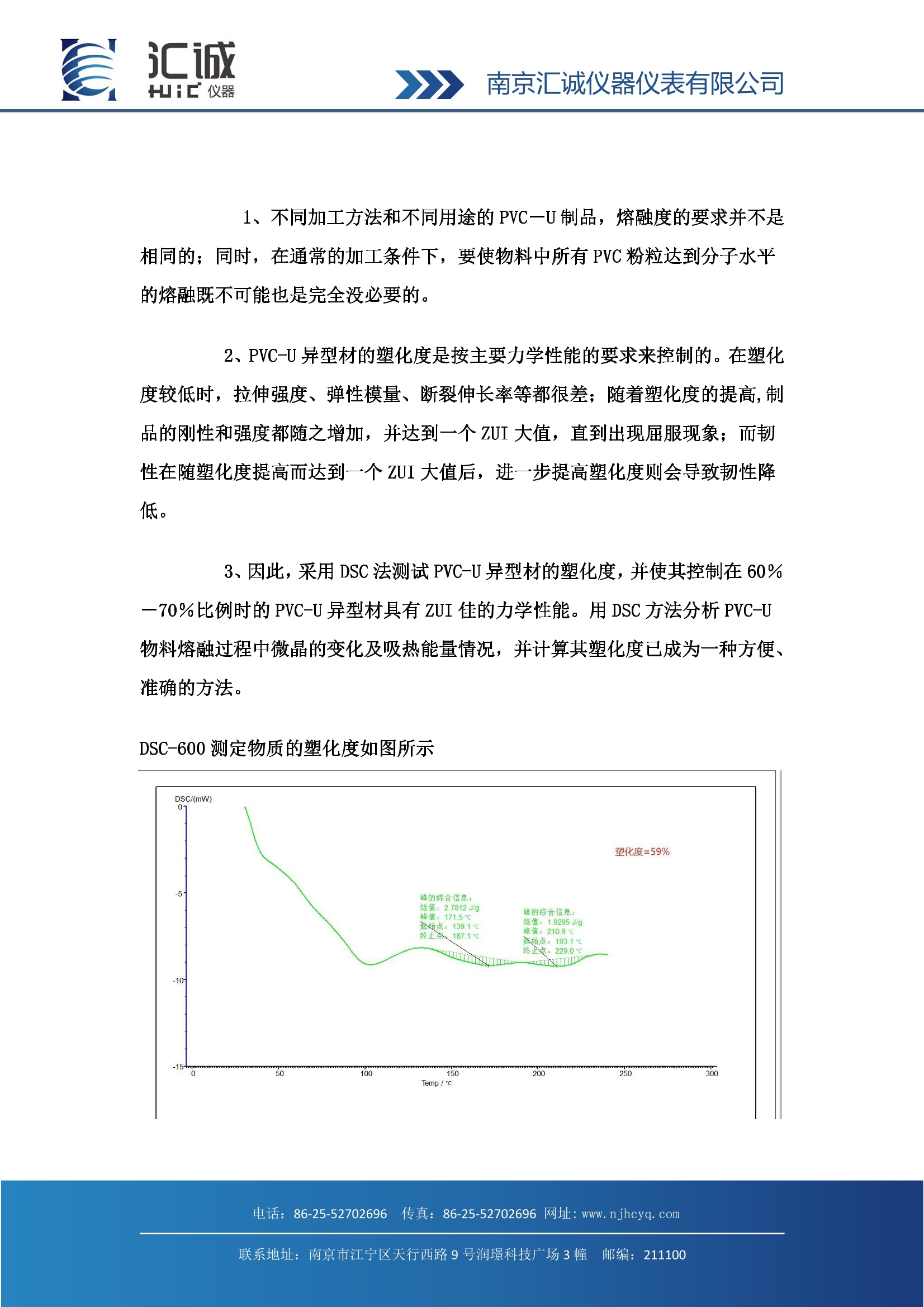
南京汇诚仪器仪表有限公司 1、通俗的说法 材料混配完成后, PVC 塑料在高速混料中,产生了很大的摩擦热,从而使PVC塑料树脂中的润滑剂充分熔化,渗透吸附到 PVC 塑料表面,也使助剂、填料等均匀地分布于 PVC 塑料颗粒的相中。 混合好的料进入挤出机后,由挤出机通过加热方式提供热能, PVC 塑料中的外润滑首先由低能量区向高能量区运动,形成初级润滑。PVC 塑料树脂在吸附能量以后,颗粒开始膨胀,进入高弹态。由于外润滑在初始运动时,带走了一部分能量,,,从而保证了 PVC 塑料的初期稳定性能。这时,对 PVC塑料粒子来说,外润滑、内润滑和加工助剂由于其熔点和玻璃化温度较低,就形成了能量中心。热能不断地促进了内外润滑剂和加工助剂的运动,轰击着已已胀的 PVC塑料颗粒,使颗粒外层不断聚集能量。此后,通过螺杆的挤压、剪切,外层分子开始运动,内层分子便被裸露出来。新的能量又促进了裸露微粒再次膨胀,再次挤压、剪切,从而使 PVC塑料分子得以充分运动,发生塑化。这时,稳定剂和润滑剂等其它助剂,也被均匀地分布在 PVC塑料的每个相中,流动性就变得越来越好。 2、稍微官方点的说法 PVC 树脂是由多层粒子聚合而成,在硬质 PVC 加工过程中,多层粒子结构的形态会发生很大变化,这种变化是在受热和剪切力的同时作用下产生的。首先是50~250pm的树脂颗粒破碎游离出1-2m的初级粒子(或称二次粒子)。随着加工的进行(如物料在料筒内的输送),物料受到更高温度和剪切力的作用,初级粒子破碎。一般当料温高于190℃时,次级粒子可以全部破碎,,晶体熔化,粒子边界消失而形成三维网络结构。这种三维网络的形成过程称为凝胶化或塑化。高分子物理所指的凝胶化是微交联物的溶胀过程,这种凝胶物是不能溶解 的;而PVC的凝胶化是考虑多层粒子结构和分子链的部分再结晶形成的可溶解的三维网络结构。凝胶化度是表征 PVC“多层粒子结构”破坏的程度,从工艺上讲是指 PVC 树脂塑化的程度。2PVC 加工过程中,随着温度的升高,其强度和刚度降逐渐增大,但冲击强度在达到 zui 大值后下降。因此,有一个 zui 佳加工温度,即存在一个 zui 佳塑化度。所以通过判定 PVC-U制品的塑化度与其力学性能的关系来控制生产工艺尤为重要。 目测法:简单,常用。只能用于粗略判断; 3、如何判断塑化度 (一)目测法(常见、常用) 1、通过主机电流判定塑化度以(65/132生产线为例,主机电流以46-52A为宜,低钙产品,,以 45-50A为宜。前提是:螺杆转速16~22r/min,喂料充满并与螺杆转速相匹配,温度设定与螺杆转速及主机电流相匹配); 2、通过主机真空排气孔观察物料的塑化度(即物料在螺杆螺棱螺槽中间充满60%以上,螺棱凹槽中粉料呈豆腐渣状态且凹槽底部物料被压平); 3、通过模具口模的熔体物料的粘弹性来判定塑化度(该方法较为适用于刚开机时); 4、通过合流芯的熔体压力及熔体温度来判定塑化度(其缺点为若仪表失灵或合流芯传感器被焦料糊死等因素会影响检测结果的准确性) 5、在加工过程中,观察物料塑化情况。关闭真空泵,移开视镜,用肉眼观察机筒内的物料,若物料均匀地包覆在螺槽内表面,且物料表面又很光滑,无凹凸不平现象,,可视为塑化良好。 6、观察制品表面状态,表面有光泽,无发发、模糊感觉,手感光滑,内腔光滑为塑化良好。 以下(二)、(三)、(四)点是比较复杂的方法 (二)溶剂法 1、在烧杯中加入溶剂至高度为 250px, 取约125px异型材浸入其中。未经塑化的 PVC 树脂可被溶解; 2、塑化度低的 PVC 型材由于未形成三维网络结构,溶剂分子能渗入结晶网络链段间,使制品表面有絮状物出现,表面疏松等; 3、当异型材的塑化度较高时,已形成较好的三维网络结构,溶剂分子较难进入链段间,制品难以溶解,溶胀现象。塑化度良好的异型材用浸泡后表面光滑均一,无脱层龟裂现象。 (三)2拉伸法 按 GB /T1040-1992《塑料拉伸性能试验方法》在规定的试验温度和试验速度下,在标准试样上沿轴向施加拉伸载荷,直到试样被拉断为止。图1为制品断裂伸长率与塑化度的关系。当塑化度较低或较高时,断裂伸长率较低。当型材断裂伸长率在140%~150%时,塑化良好。制品的断裂性能与塑化度密切相关。塑化度为60%时制品的断裂强度 ZUI 大。塑化度为70%时,制品的断裂伸长率 ZUI 大。 图1:PVC制品断裂伸长率与塑化度的关系 (四)DSC法 在 DSC 样品池中放入10~15mg待测样品,以10℃/min 加热速率使试样从室温加热到240℃。仪器自动记录样品熔化过程中吸收热量的曲线。将完全未经加工的PVC干混物的塑化度视为0、高温下加工的试样视为完全塑化状态,其塑化度设为100%,以此设定条件件计算处于两情况之间 PVC 加工物料的塑化度。因此,塑化度是一个相对值。在获得的 DSC 图(见图2、图3)中,面积A的吸热量(△HA)是 PVC 中熔点较分部分微晶熔融时的吸热能量,而面积B的吸热能(△HB)则是 PVC 中熔点较高部分微晶(比较完善的晶区)熔融时的吸热能量,单位为J/g。 从图2可以看出, 在 DSC 曲线上吸热峰B峰点对应的温度为该配方的加工温度,,面积A的起点一般为110℃左右,面积B的终点一般为240℃左右。通过 DSC 分析软件自动计算面积A和面积B的值。 图3:不同挤出加工温度条件下 PVC-U的 DSC图 图3表明,随着加工温度升高, DSC 曲线中吸热能量增加,A 峰对应的面积增大,塑化度提高。 图3:不同挤出加工温度条件下 PVC-U 的 DSC图 1、不同加工方法和不同用途的PVC-U制品,熔融度的要求并不是相同的;同时,在通常的加工条件下,要使物料中所有 PVC粉粒达到分子水平的熔融既不可能也是完全没必要的。 2、PVC-U异型材的塑化度是按主要力学性能的要求来控制的。在塑化度较低时,拉伸强度、弹性模量、断裂伸长率等都很差;随着塑化度的提高,制品的刚性和强度都随之增加,并达到一个ZUI大值,直到出现屈服现象;而韧性在随塑化度提高而达到一个 ZUI大值后,进一步提高塑化度则会导致韧性降低。 3、因此,采用 DSC 法测试 PVC-U异型材的塑化度,并使其控制在60%一70%比例时的 PVC-U异型材具有 ZUI 佳的力学性能。用 DSC 方法分析 PVC-U物料熔融过程中微晶的变化及吸热能量情况,并计算其塑化度已成为一种方便、准确的方法。 DSC-600测定物质的塑化度如图所示 总结一下 溶剂法:迅速,容易操作,但不能定量判断; 拉伸法::可定量判断,但需要大量样品,且实验过程中影响结果的因素太多,限制了对塑化度的研究; DSC法:可定量测量,且准确、方便。 综合使用以上4种方法,对正确评价 PVC 制品塑化质量,控制制品成型加工过程、优化工艺配方、指导 PVC 新产品的应用都十分必要。 电话:真:网址: www.njhcyq.com联系地址:南京市江宁区天行西路号润璟科技广场幢童邮编: DSC测试PVC样品的塑化度 1、通俗的说法材料混配完成后,PVC塑料在高速混料中,产生了很大的摩擦热,从而使PVC塑料树脂中的润滑剂充分熔化,渗透吸附到PVC塑料表面,也使助剂、填料等均匀地分布于PVC塑料颗粒的相中。 混合好的料进入挤出机后,由挤出机通过加热方式提供热能,PVC塑料中的外润滑首先由低能量区向高能量区运动,形成初级润滑。PVC塑料树脂在吸附能量以后,颗粒开始膨胀,进入高弹态。由于外润滑在初始运动时,带走了一部分能量,从而保证了PVC塑料的初期稳定性能。 这时,对PVC塑料粒子来说,外润滑、内润滑和加工助剂由于其熔点和玻璃化温度较低,就形成了能量中心。热能不断地促进了内外润滑剂和加工助剂的运动,轰击着已膨胀的PVC塑料颗粒,使颗粒外层不断聚集能量。此后,通过螺杆的挤压、剪切,外层分子开始运动,内层分子便被裸露出来。新的能量又促进了裸露微粒再次膨胀,再次挤压、剪切,从而使PVC塑料分子得以充分运动,发生塑化。这时,稳定剂和润滑剂等其它助剂,也被均匀地分布在PVC塑料的每个相中,流动性就变得越来越好。 2、稍微官方点的说法 PVC树脂是由多层粒子聚合而成,在硬质PVC加工过程中,多层粒子结构的形态会发生很大变化,这种变化是在受热和剪切力的同时作用下产生的。首先是50~250μm的树脂颗粒破碎游离出1―2μm的初级粒子(或称二次粒子)。随着加工的进行(如物料在料筒内的输送),物料受到更高温度和剪切力的作用,初级粒子破碎。一般当料温高于190℃时,次级粒子可以全部破碎,晶体熔化,粒子边界消失而形成三维网络结构。这种三维网络的形成过程称为凝胶化或塑化。高分子物理所指的凝胶化是微交联物的溶胀过程,这种凝胶物是不能溶解的;而PVC的凝胶化是考虑多层粒子结构和分子链的部分再结晶形成的可溶解的三维网络结构。凝胶化度是表征PVC“多层粒子结构”破坏的程度,从工艺上讲是指PVC树脂塑化的程度。 PVC加工过程中,随着温度的升高,其强度和刚度降逐渐增大,但冲击强度在达到zui大值后下降。因此,有一个zui佳加工温度,即存在一个zui佳塑化度。所以通过判定PVC-U制品的塑化度与其力学性能的关系来控制生产工艺尤为重要。目测法:简单,常用。只能用于粗略判断;3、如何判断塑化度(一)目测法(常见、常用) 1、通过主机电流判定塑化度以(65/132生产线为例,主机电流以46-52A为宜,低钙产品,以45-50A为宜。前提是:螺杆转速16~22r/min,喂料充满并与螺杆转速相匹配,温度设定与螺杆转速及主机电流相匹配); 2、通过主机真空排气孔观察物料的塑化度(即物料在螺杆螺棱螺槽中间充满60%以上,螺棱凹槽中粉料呈豆腐渣状态且凹槽底部物料被压平); 3、通过模具口模的熔体物料的粘弹性来判定塑化度(该方法较为适用于刚开机时); 4、通过合流芯的熔体压力及熔体温度来判定塑化度(其缺点为若仪表失灵或合流芯传感器被焦料糊死等因素会影响检测结果的准确性) 5、在加工过程中,观察物料塑化情况。关闭真空泵,移开视镜,用肉眼观察机筒内的物料,若物料均匀地包覆在螺槽内表面,且物料表面又很光滑,无凹凸不平现象,可视为塑化良好。 6、观察制品表面状态,表面有光泽,无发抖、模糊感觉,手感光滑,内腔光滑为塑化良好。以下(二)、(三)、(四)点 是比较复杂的方法(二)溶剂法 1、在烧杯中加入溶剂至高度为250px,取约125px异型材浸入其中。未经塑化的PVC树脂可被溶解; 2、塑化度低的PVC型材由于未形成三维网络结构,溶剂分子能渗入结晶网络链段间,使制品表面有絮状物出现,表面疏松等; 3、当异型材的塑化度较高时,已形成较好的三维网络结构,溶剂分子较难进入链段间,制品难以溶解,溶胀现象。塑化度良好的异型材用浸泡后表面光滑均一,无脱层龟裂现象。(三)拉伸法 按GB/T 1040―1992《塑料拉伸性能试验方法》在规定的试验温度和试验速度下,在标准试样上沿轴向施加拉伸载荷,直到试样被拉断为止。图1为制品断裂伸长率与塑化度的关系。当塑化度较低或较高时,断裂伸长率较低。当型材断裂伸长率在140%~150%时,塑化良好。制品的断裂性能与塑化度密切相关。塑化度为60%时制品的断裂强度ZUI大。塑化度为70%时,制品的断裂伸长率ZUI大。 (四)DSC法 在DSC样品池中放入10~15mg待测样品,以10℃/min加热速率使试样从室温加热到240℃。仪器自动记录样品熔化过程中吸收热量的曲线。将完全未经加工的PVC干混物的塑化度视为0、高温下加工的试样视为完全塑化状态,其塑化度设为100%,以此设定条件来计算处于两情况之间PVC加工物料的塑化度。因此,塑化度是一个相对值。在获得的DSC图(见图2、图3)中,面积A的吸热量(△HA)是PVC中熔点较低部分微晶熔融时的吸热能量,而面积B的吸热能(△HB)则是PVC中熔点较高部分微晶(比较完善的晶区)熔融时的吸热能量,单位为J/g。从图2可以看出,在DSC曲线上吸热峰B峰点对应的温度为该配方的加工温度,面积A的起点一般为110 ℃左右,面积B的终点一般为240℃左右。通过DSC分析软件自动计算面积A和面积B的值。 图3表明,随着加工温度升高,DSC曲线中吸热能量增加,A峰对应的面积增大,塑化度提高。 1、不同加工方法和不同用途的PVC-U制品,熔融度的要求并不是相同的;同时,在通常的加工条件下,要使物料中所有PVC粉粒达到分子水平的熔融既不可能也是完全没必要的。 2、PVC-U异型材的塑化度是按主要力学性能的要求来控制的。在塑化度较低时,拉伸强度、弹性模量、断裂伸长率等都很差;随着塑化度的提高,制品的刚性和强度都随之增加,并达到一个ZUI大值,直到出现屈服现象;而韧性在随塑化度提高而达到一个ZUI大值后,进一步提高塑化度则会导致韧性降低。 3、因此,采用DSC法测试PVC-U异型材的塑化度,并使其控制在60%-70%比例时的PVC-U异型材具有ZUI佳的力学性能。用DSC方法分析PVC-U物料熔融过程中微晶的变化及吸热能量情况,并计算其塑化度已成为一种方便、准确的方法。DSC-600测定物质的塑化度如图所示 总结一下溶剂法:迅速,容易操作,但不能定量判断;拉伸法:可定量判断,但需要大量样品,且实验过程中影响结果的因素太多,限制了对塑化度的研究;DSC法:可定量测量,且准确、方便。综合使用以上4种方法,对正确评价PVC制品塑化质量,控制制品成型加工过程、优化工艺配方、指导PVC新产品的应用都十分必要。
确定

还剩5页未读,是否继续阅读?

产品配置单






南京汇诚仪器仪表有限公司为您提供《PVC样品中塑化度检测方案(差示扫描量热仪)》,该方案主要用于聚氯乙烯(PVC)中理化分析检测,参考标准--,《PVC样品中塑化度检测方案(差示扫描量热仪)》用到的仪器有差示扫描量热仪DSC-600、热重分析仪 TGA-601、低温差示DSC-600L 零下170℃液氮降温、汇诚仪器 同步热分析仪 STA-1250、高温热失重分析仪 TGA-605、汇诚仪器 快速导热仪 HCDR-S







该厂商其他方案
更多