








方案详情
文
油液的污染度控制对于精密液压系统的工作可靠性至关重要,对于伺服阀来说,污染物将使伺服阀的滞后量增加;而对于泵类元件,污染物会使磨损加剧、发热、效率降低,从而使寿命大大缩短'。而污染度控制效果的评价必须依赖污染度检测技术。但对于油液污染度检测方法的选择和运用,不同的行业和企业存在着很大的差异。多年来,针对这方面的问题,许多单位和企业都在进行着积极的探索和实践。
1油液污染度检测历程的回顾
从上世纪七十年代开始,对于用于航空航天液压系统的油液,多数相关企业就已经开始实行了严格的厂复验制度,对于实验台上反复使用的油液,还同时执行着严格的定期复验制度。但复验要求的依据通常是油液的出厂(生产)技术条件,而其中与污染度相关的指标-一般仅有“机械杂质"。“机械杂质"的检测方法一般是“目测法”或“重量法"。这类方法只能反映油液中是否存在肉眼可见的颗粒物或颗粒物的总重量,根本无法反映颗粒物的尺寸及其分布状况[2] ,所以也只能算是-种粗略的检测手段。
方案详情

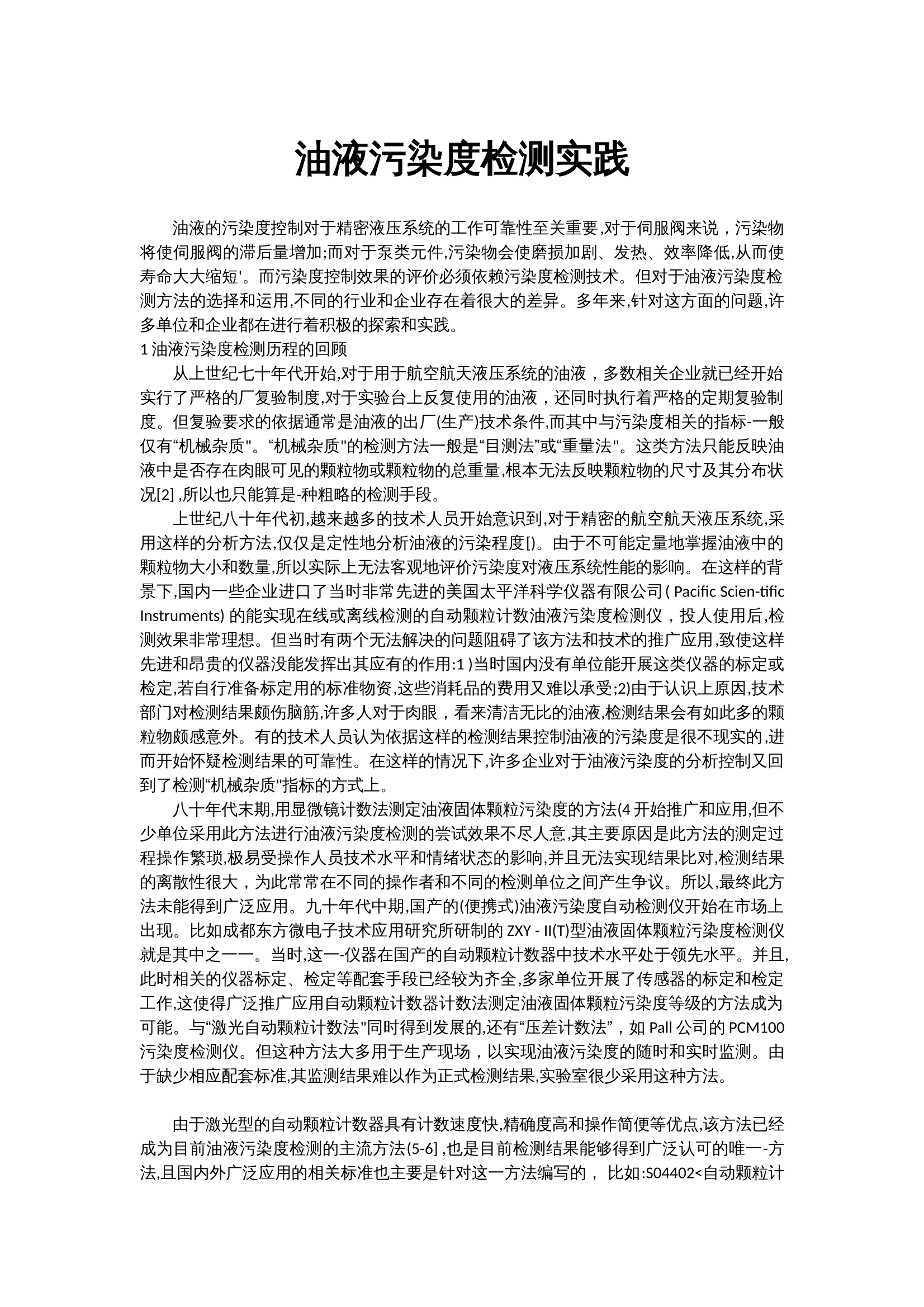
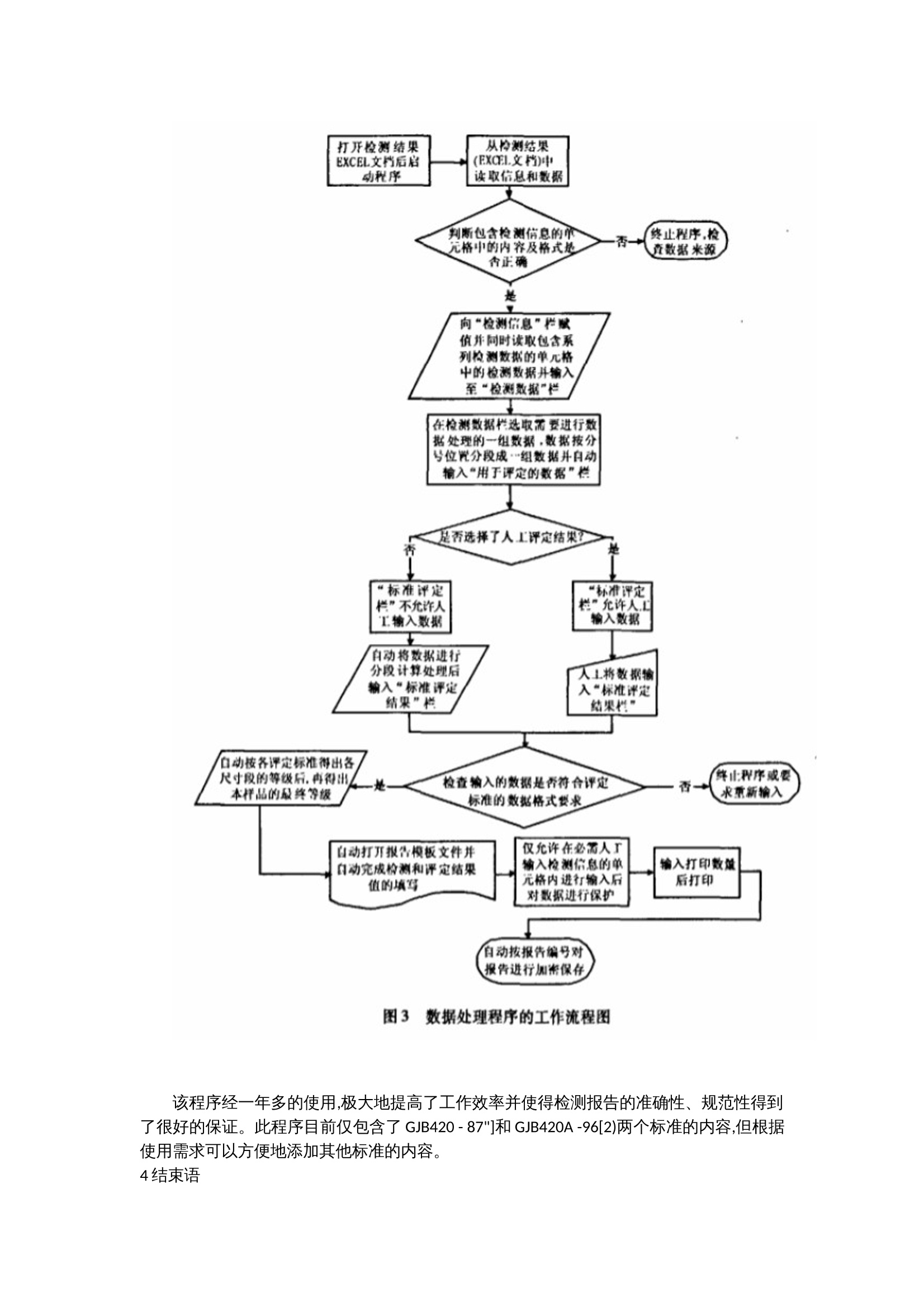
油液污染度检测实践 油液的污染度控制对于精密液压系统的工作可靠性至关重要,对于伺服阀来说,污染物将使伺服阀的滞后量增加;而对于泵类元件,污染物会使磨损加剧、发热、效率降低,从而使寿命大大缩短'。而污染度控制效果的评价必须依赖污染度检测技术。但对于油液污染度检测方法的选择和运用,不同的行业和企业存在着很大的差异。多年来,针对这方面的问题,许多单位和企业都在进行着积极的探索和实践。 1油液污染度检测历程的回顾 从上世纪七十年代开始,对于用于航空航天液压系统的油液,多数相关企业就已经开始实行了严格的厂复验制度,对于实验台上反复使用的油液,还同时执行着严格的定期复验制度。但复验要求的依据通常是油液的出厂(生产)技术条件,而其中与污染度相关的指标-一般仅有“机械杂质"。“机械杂质"的检测方法一般是“目测法”或“重量法"。这类方法只能反映油液中是否存在肉眼可见的颗粒物或颗粒物的总重量,根本无法反映颗粒物的尺寸及其分布状况[2] ,所以也只能算是-种粗略的检测手段。 上世纪八十年代初,越来越多的技术人员开始意识到,对于精密的航空航天液压系统,采用这样的分析方法,仅仅是定性地分析油液的污染程度[)。由于不可能定量地掌握油液中的颗粒物大小和数量,所以实际上无法客观地评价污染度对液压系统性能的影响。在这样的背景下,国内一些企业进口了当时非常先进的美国太平洋科学仪器有限公司( Pacific Scien-tific Instruments) 的能实现在线或离线检测的自动颗粒计数油液污染度检测仪,投人使用后,检测效果非常理想。但当时有两个无法解决的问题阻碍了该方法和技术的推广应用,致使这样先进和昂贵的仪器没能发挥出其应有的作用:1 )当时国内没有单位能开展这类仪器的标定或检定,若自行准备标定用的标准物资,这些消耗品的费用又难以承受;2)由于认识上原因,技术部门对检测结果颇伤脑筋,许多人对于肉眼,看来清洁无比的油液,检测结果会有如此多的颗粒物颇感意外。有的技术人员认为依据这样的检测结果控制油液的污染度是很不现实的,进而开始怀疑检测结果的可靠性。在这样的情况下,许多企业对于油液污染度的分析控制又回到了检测“机械杂质"指标的方式上。 八十年代末期,用显微镜计数法测定油液固体颗粒污染度的方法(4开始推广和应用,但不少单位采用此方法进行油液污染度检测的尝试效果不尽人意,其主要原因是此方法的测定过程操作繁琐,极易受操作人员技术水平和情绪状态的影响,并且无法实现结果比对,检测结果的离散性很大,为此常常在不同的操作者和不同的检测单位之间产生争议。所以,最终此方法未能得到广泛应用。九十年代中期,国产的(便携式)油液污染度自动检测仪开始在市场上出现。比如成都东方微电子技术应用研究所研制的ZXY - II(T)型油液固体颗粒污染度检测仪就是其中之一一。当时,这一-仪器在国产的自动颗粒计数器中技术水平处于领先水平。并且,此时相关的仪器标定、检定等配套手段已经较为齐全,多家单位开展了传感器的标定和检定工作,这使得广泛推广应用自动颗粒计数器计数法测定油液固体颗粒污染度等级的方法成为可能。与“激光自动颗粒计数法"同时得到发展的,还有“压差计数法”,如Pall公司的PCM100污染度检测仪。但这种方法大多用于生产现场,以实现油液污染度的随时和实时监测。由于缺少相应配套标准,其监测结果难以作为正式检测结果,实验室很少采用这种方法。 由于激光型的自动颗粒计数器具有计数速度快,精确度高和操作简便等优点,该方法已经成为目前油液污染度检测的主流方法(5-6] ,也是目前检测结果能够得到广泛认可的唯一-方法,且国内外广泛应用的相关标准也主要是针对这一方法编写的, 比如:S04402<自动颗粒计数器的校准.....用空气滤清器试验粉尘( ACFTD)的方法》;ISO11171<液压传动液体自动颗粒计数器的校准》(对应的国标GB/T18854);IS04406:《油液固体污染度等级代码》(对应的 国标GB/T14039);NAS1638《液压系统零件清洁度要求》;GJB380. 4A -2004《航空工作液污染测试第4部分:用自动颗粒计数法测定固体颗粒污染度》;GJB420A-96《飞机液压系统用油液固体污染度分级》;QJ 2724.5 -95<航天液压污染控制测定工作液固体颗粒污染的自动颗粒计数仪计数法》。 随着自动颗粒计数器计数法的广泛应用及液压技术水平的不断发展,与台式机相比,便携式仪器在结果准确性稳定性和重复性等方面的不足在生产实际中暴露出来。许多单位仍然是采用美国太平洋科学仪器有限公司的HIAC8011型台式油液污染颗粒检测仪,并将其检测结果作为最终结论。该仪器作为经典的建标仪器,其可靠性和稳定性是国内外其他同类仪器所无法比拟的,但是该仪器所配的计算机数据处理专用软件CountSpec - -直显得非常粗糙且功能过于单一,根本无法满足目前信息化工作的需要。为此,利用该软件能联机输出Excel格式数据的特点,采用VBA语言”,以基于Excel2003的加载宏的形式编制的自动数据处理和生成检测报告的程序,实现了自动检测、自动批量数据处理、自动生成检测报告及自动加密保存存档报告的全自动检测过程,从而很好地解决了这一问题。 2各种检测方 法的基本原理 2.1目测法 目测法通常是将油液盛于-定的玻璃容器(或试管)内,观察是否存在肉眼可见的颗粒物(机械杂质)。这种方法一般无法观察到尺寸在40 μm以下的颗粒物。 2.2重量法 重量法["]通常是利用抽真空降低被取样系统的压力使已知容积的工作液试样通过-张或几张叠加的滤膜(滤膜微孔尺寸通常为0.8 μm)过滤,过滤后经过清洗、干燥,滤膜的重量增量或两张滤膜的重量差值表示固体污物的含量。有时也采用将滤纸上污染物用清洗液冲洗下来,千燥后称重的方法。 2.3显微镜计数法 显微镜颗粒计数法的基本方法[9]是利用抽真空使已知容积的工作液试样通过印有方格的滤膜进行过滤,使污物颗粒滤积在滤膜表面上,将滤膜处理透明,在透射光或人射光下,用显微镜检测滤膜,按颗粒的投影尺寸测定污物颗粒的大小和计数颗粒数。由于测量计数所有方格内的颗粒数比较繁琐,在颗粒分布状况为随机和均匀的条件下,允许按- -定比例和方式选取部份方格进行抽样测量计数。 2.4压差计数法 压差计数法也称滤网堵塞法。当油液通过相距一定距离的两个已知孔数的高精密滤网时,比孔大的污染颗粒被截留在滤网表面,减少了流通面积,导致了滤网前后压差的变化,这个压差经传感器测出后, 经转换可间接得出大于网孔的颗粒数目。尽管测量精度有限,但其优点是不受油液颜色、气泡及乳化液的影响。 2.5激光型自动颗粒计数法 采用激光原理的颗粒计数,其实还分为光散射法和光阻法(遮光法) ,但用于油液检测的- -般是光阻法(遮光法)。它的基本原理是利用油液通过传感器时,油液中的颗粒将- -部分激光束遮住而使得光强减小,光电传感器检测出光强的减少量后,发出一个与颗粒尺寸成比例的电脉冲,从而得出单位体积油液中的颗粒总数和尺寸值。图1为其工作原理示意图。激光计数的优点是精度高,可达2pμm以下,但也存在对油液中的气泡、水珠及乳化状态等较为敏感的问题,需要事先对油液样品进行适当处理,如超声振荡。 3自动数据处理程序的编制 包括HIAC在内的进口仪器存在的一个共同特点就是仪器的硬件质量比较高,但其软件普遍存在功能单一、使用便捷性差且不太适应我国企业的工作方式和检测标准的问题,难以满足当前企业的信息化要求。特别是国外机型仍然普遍采用的利用热敏纸打印检测数据甚至报告的方式,由于热敏纸易褪色、检测数据难以长时间归档保存检测报告的内容格式难以规范,理应尽早淘汰。同时,由于污染度检测的结果是大量的数字,手工输人检测报告极易发生差错,也不利于控制人为调整检测结果的情况。为此,实现“自动检测- -自动数据处理一自动生成检测报告一自动归档报告存根(电子文档)”是非常必要的。正是在这样的情况下,针对HIAC 8011的能够将检测结果自动生成Excel文件的特点,利用MicrosoftVisual Basic 语言自行编制了基于Excel2003的自动数据处理、报告生成及归档的程序。该程序只需用鼠标按提示和顺序点击四步,便可在将指定的检测数据处理、评定后,将结果和结论填入报告模板中去,完成报告的自动生成,并在执行完检测报告的打印后,自动对其加密保存归档。程序的主界面如图2所示。 该程序的原理(数据处理流程)如图3所示。除基本的数据处理内容外,该程序还加入了较多的校验和验证内容[0],一旦处理过程中发现格式或内容存在差错,将立即提示纠正或终止程序,以保证最后生成的检测报告正确无误。 该程序经一年多的使用,极大地提高了工作效率并使得检测报告的准确性、规范性得到了很好的保证。此程序目前仅包含了GJB420 - 87"]和GJB420A -96[2)两个标准的内容,但根据使用需求可以方便地添加其他标准的内容。 4结束语 快速准确地评价液压系统中的油液是否运行在合理的清洁水平,必须依赖污染度检测技术。合理选择检测方法并准确、高效、可靠地实施检测,是实现合理科学控制液压系统油液污染度的前提和保证。 油液的污染度控制对于精密液压系统的工作可靠性至关重要,对于伺服阀来说,污染物将使伺服阀的滞后量增加;而对于泵类元件,污染物会使磨损加剧、发热、效率降低,从而使寿命大大缩短'。而污染度控制效果的评价必须依赖污染度检测技术。但对于油液污染度检测方法的选择和运用,不同的行业和企业存在着很大的差异。多年来,针对这方面的问题,许多单位和企业都在进行着积极的探索和实践。1油液污染度检测历程的回顾从上世纪七十年代开始,对于用于航空航天液压系统的油液,多数相关企业就已经开始实行了严格的厂复验制度,对于实验台上反复使用的油液,还同时执行着严格的定期复验制度。但复验要求的依据通常是油液的出厂(生产)技术条件,而其中与污染度相关的指标-一般仅有“机械杂质"。“机械杂质"的检测方法一般是“目测法”或“重量法"。这类方法只能反映油液中是否存在肉眼可见的颗粒物或颗粒物的总重量,根本无法反映颗粒物的尺寸及其分布状况[2] ,所以也只能算是-种粗略的检测手段。
确定

还剩4页未读,是否继续阅读?

产品配置单


得利特(北京)科技有限公司为您提供《油液中污染度检测方案(其它石油专用分析仪器)》,该方案主要用于原油中其他检测,参考标准--,《油液中污染度检测方案(其它石油专用分析仪器)》用到的仪器有DL/T432/NAS1638 便携式油液污染度检测仪、GB/T18854/ISO4406油液污染度检测仪
相关方案
更多
该厂商其他方案
更多