







方案详情
文
本研究拟将鱼糜加工工艺中的各重要因素作为研究对象,先利用部分因子试验筛选出影响显著因素,再利用最陡爬坡试验逼近最优区域,最后利用响应面进行优化,得到最适合金鲳鱼鱼糜生产的工艺条件,以期为工业生产提供理论依据。
方案详情

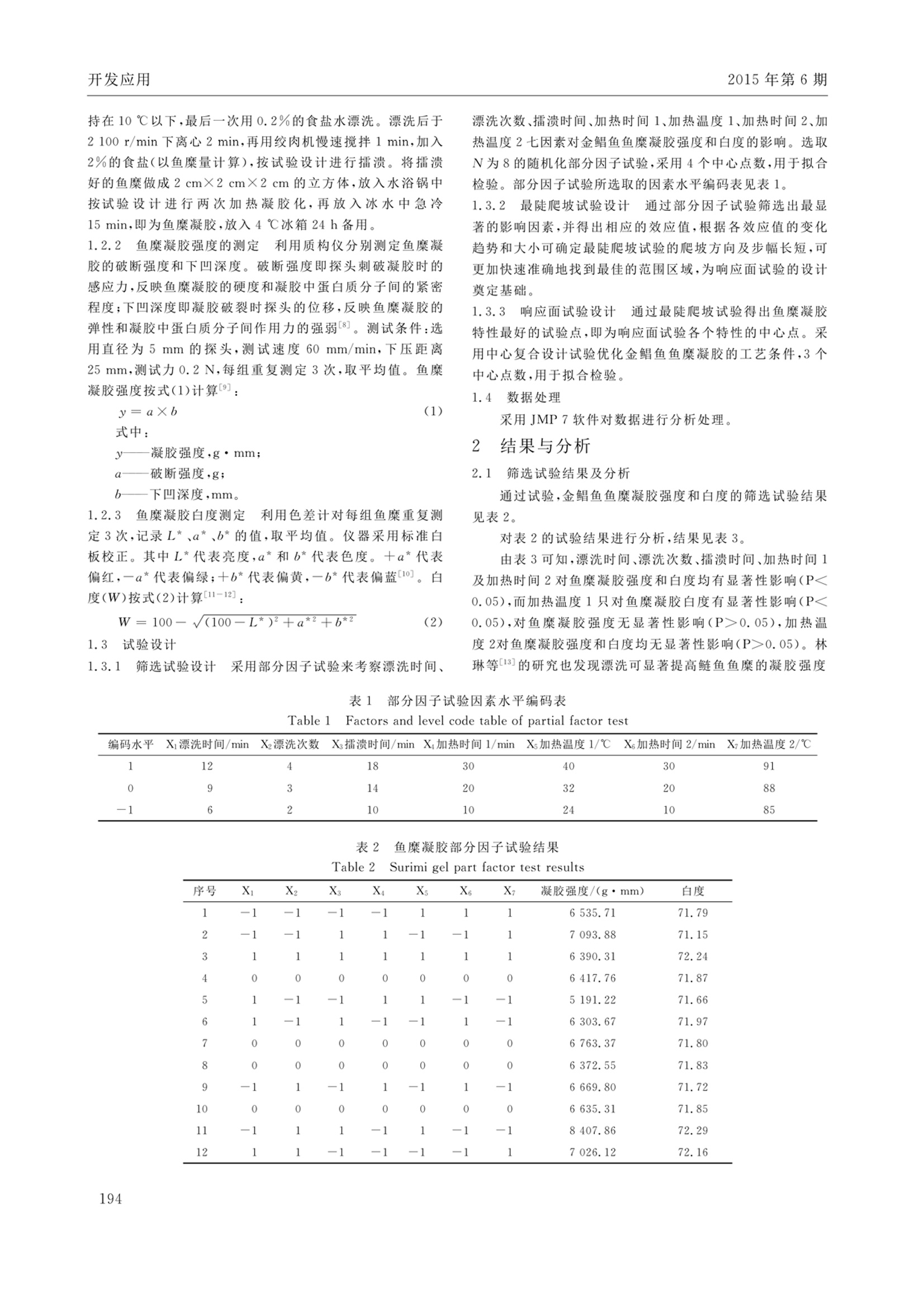
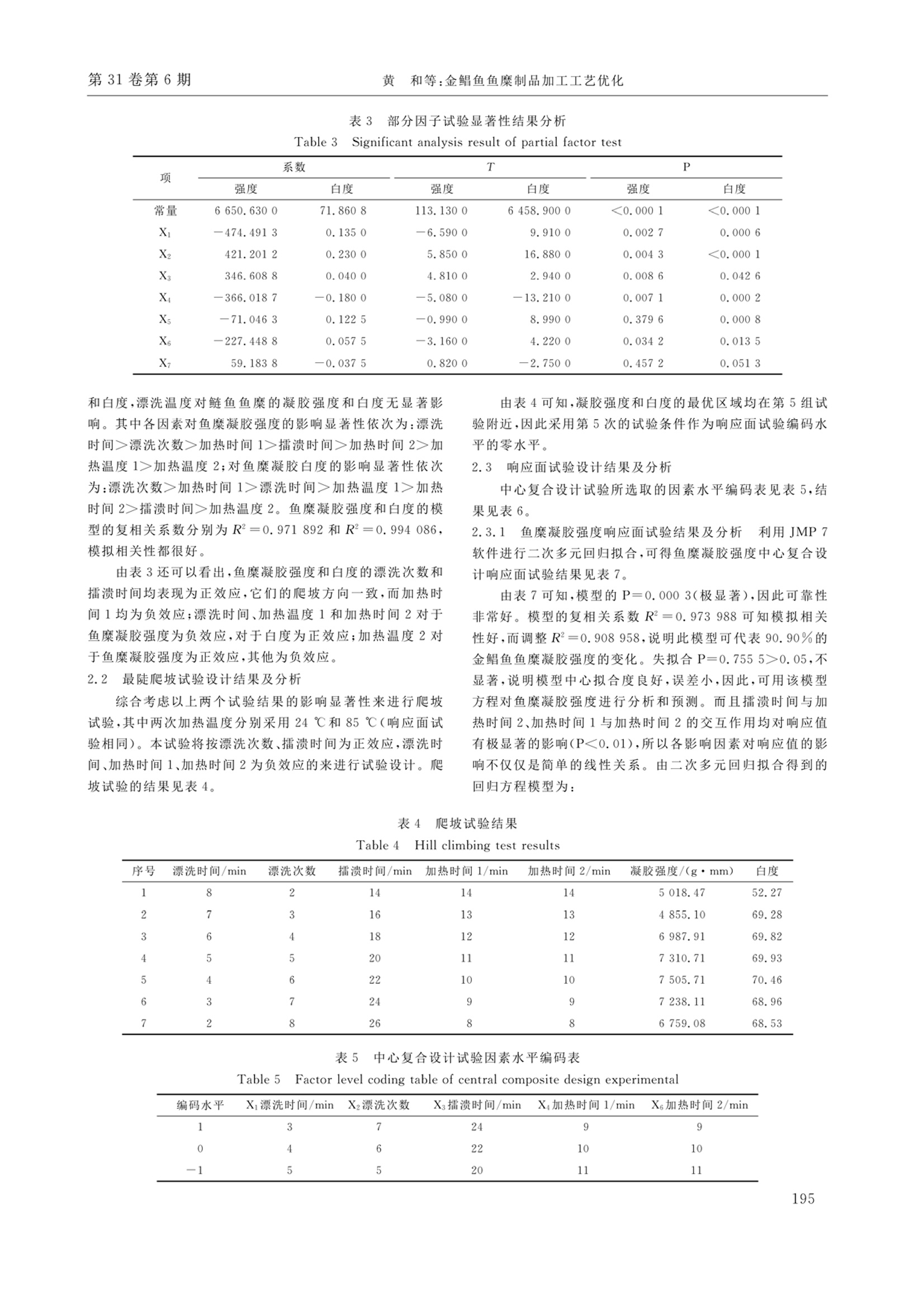
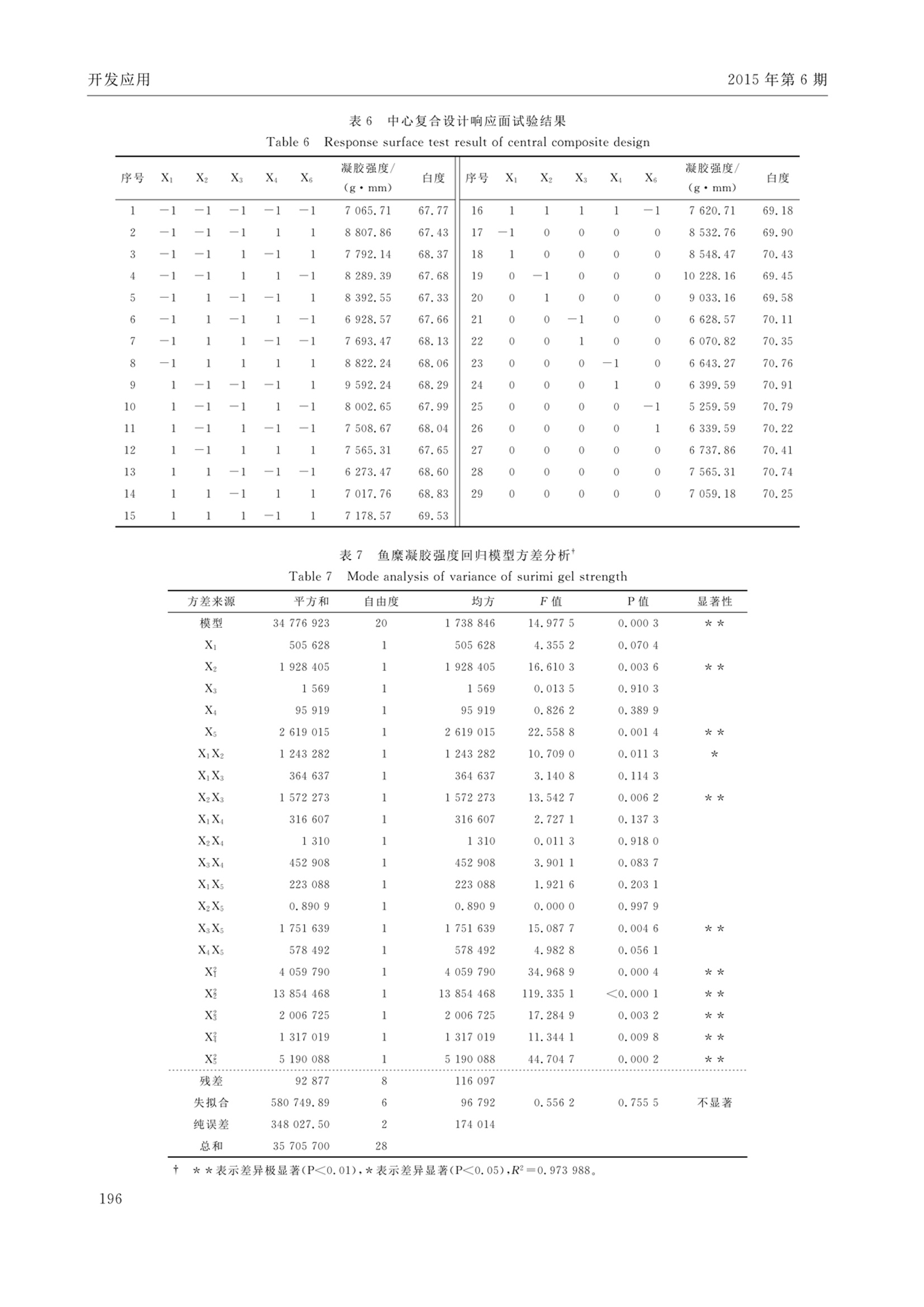
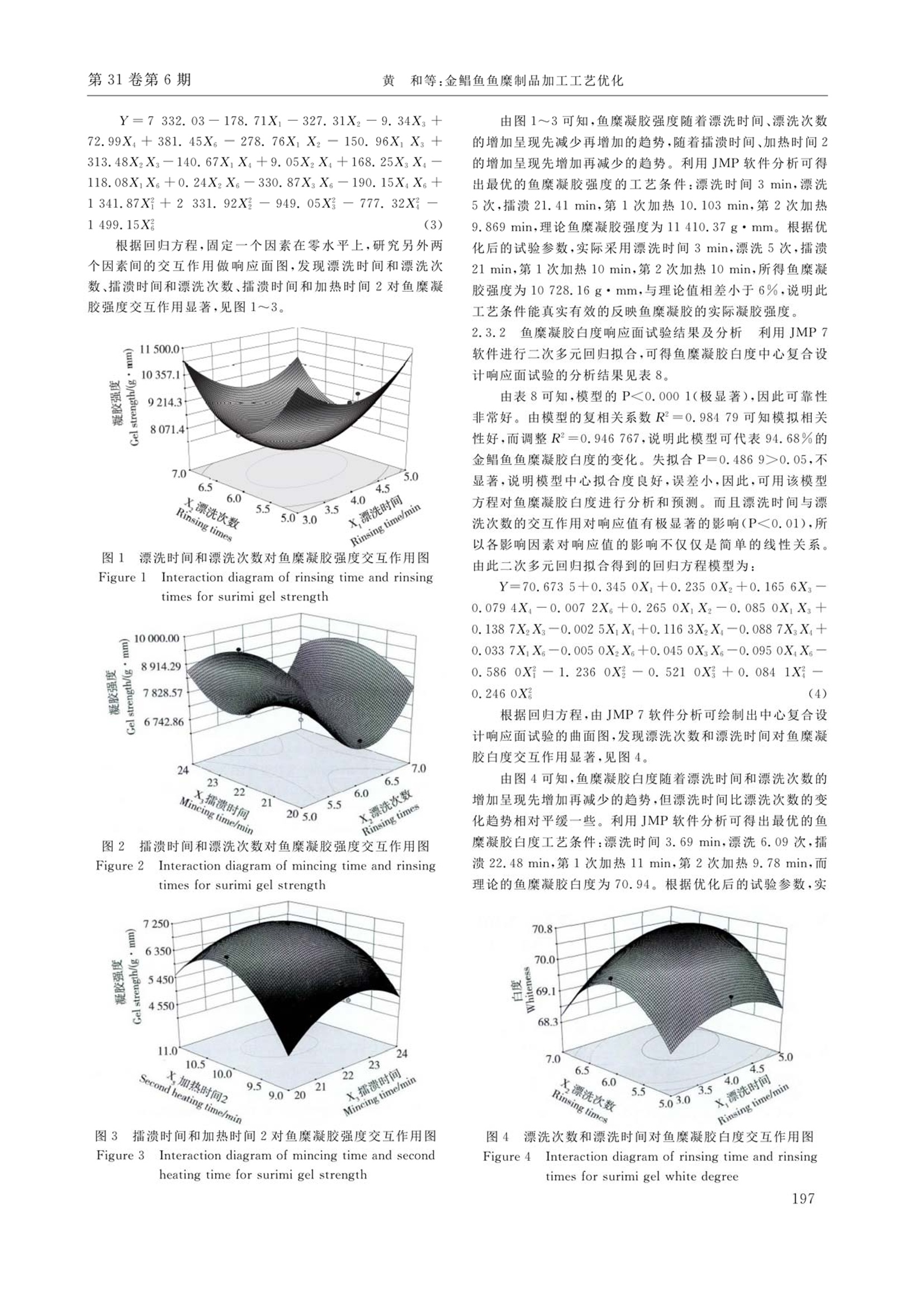
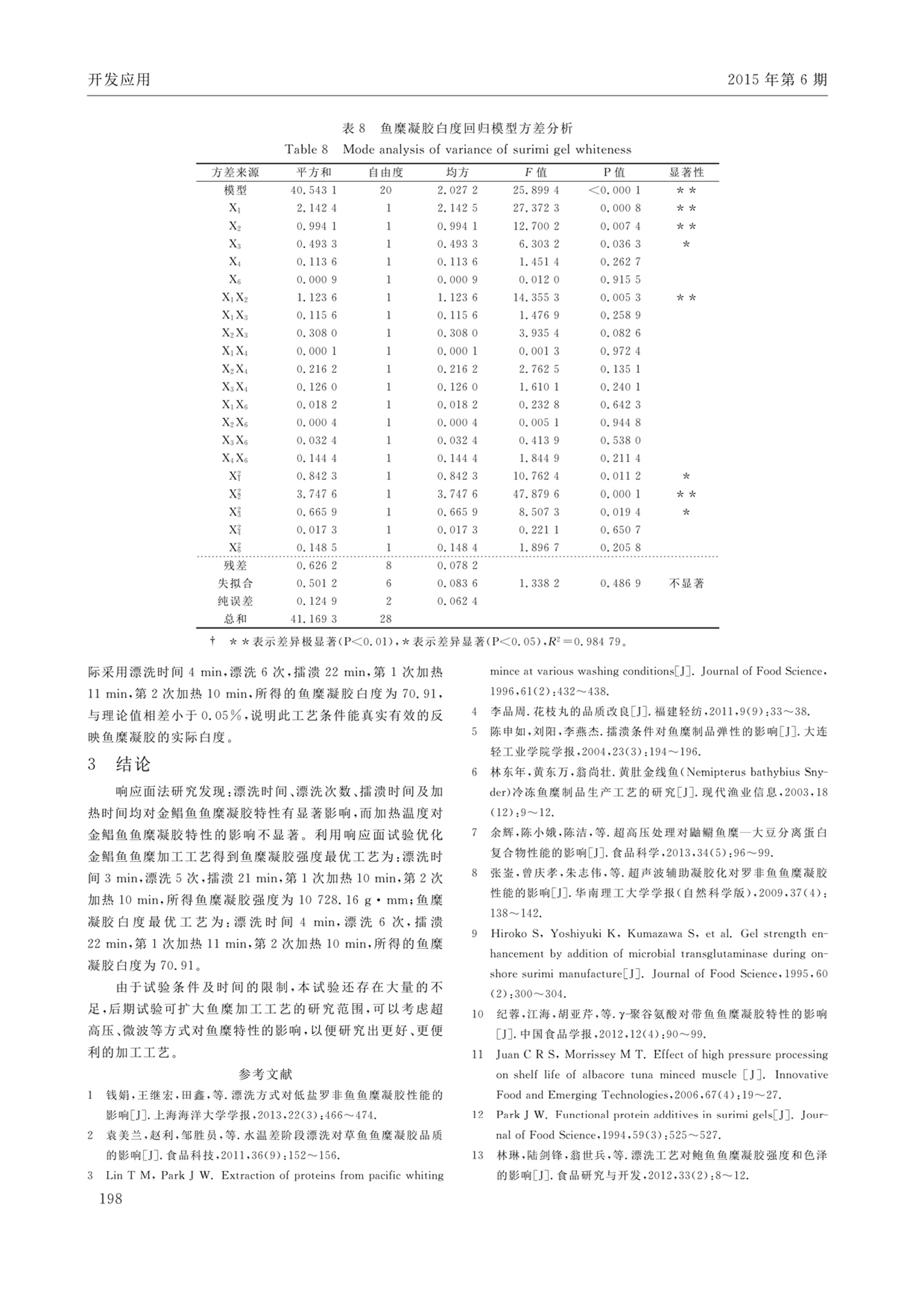
00D&MACHINERY食品与机械第31卷第6期2015年11月Vol.31,No.6Nov. 201 5 开发应用2015年第6期 金鲳鱼鱼糜制品加工工艺优化 Optimization on processing of Trachinotus ovatus surimi gel byresponse surface methodology 黄 和1.2 王 娜² 陈 良 吴文龙4 HUANG He1.2 WANG Na CHEN Liang WU Wen-long (1.广东省水产品加工与安全重点实验室,广东湛江524088;2.广东海洋大学实验教学部,广东湛江 524088;3.广东普通高等学校水产品深加工重点实验室,广东湛江524088;4.广东海洋大学食品科技学院,广东湛江 524088) (1. Guangdong Provincial Key Laboratory of Aquatic Product Processing and Sa fety, Zhanjiang, Guangdong524088, China; 2. Department of Experimental Teaching, Guangdong Ocean University, Zhanjiang,Guangdong 524088, China; 3. Key Laboratory of Advanced Processing of Aquatic Products ofGuangdong Higher Education Institution, Zhanjiang,Guangdong 524088, China; 4. Collegeof Food Science and Technology, Guangdong Ocean University, Zhanjiang, Guangdong 524088, China) 摘要:以金鲳鱼鱼糜凝胶为研究对象,利用部分因子试验从漂洗时间、漂洗次数、擂溃方式、加热时间1、加热温度1、加热时间2、加热温度2七因素中筛选出5个对金鲳鱼鱼糜制品的凝胶强度和白度影响显著的因素,即漂洗时间、漂洗次数、雷贵时间、加热时间1及加热时间2。通过最陡爬坡试验逼近该5个因素的最大响应区域,最后利用中心复合设计响应面试验优化显著的因素,结果表明:漂洗时间 3 min,漂洗5次,擂溃21min,第1次加热10 min,第2次加热10 min,所得鱼糜凝胶强度为10 728.16 g· mm;漂洗时间4 min,漂洗6 次,擂溃22 min,第1次加热11 min,第2次加热10 min,优化后白度为70.91。 关键词:金鲳鱼;鱼糜;凝胶强度;白度 Abstract: With Trachinotus ovatus surimi gel as the research object,using the fractional factorial experiment screened out five factorsfrom the seven factors, such as rinsing time, rinsing times, mincingtime and twice heating time, which had a great effect on the surimigel strength and whiteness. And then through the steepest uphill testto approach the maximum response area of the 5 factors, the final op-timized by central composite design response surface methodology,the optimal results showed that: the rinsing time was 3 min, rinsing5 times, mincing time was 21 min, the first heating time was 10 min,second heating time was 10min, the surimi gel strength was10728.16 g·mm; the rinsing time was 4 min, rinsing 6 times,mincing time was 22 min, the first heating time was 11 min, secondheating time was 10 min, white degree was 70.91. Keywords: Trachinotus ovatu; surimi; gel strength; whiteness ( 基金项目 : 广东省海洋渔业科技推广项目(编号:A2011 0 1 F 0 3 ) ) ( 作者简介: 黄 和(1962 一 ), 男 ,广东海洋大学教授。 ) ( E - m ail : zj h ahe@163. co m ) ( 收稿日期:2 0 1 5 - 0 8- 0 4 ) 金鲳鱼(Trachinotus ovatus),学名卵形鲳够,营养丰富,肉质细嫩结实、无肉中刺,深受消费者的欢迎。因此将金鲳鱼加工成营养、健康、美味、方便的鱼糜制品,具有非常好的应用前景。目前,中国鱼糜制品的加工工艺存在一些缺陷,且大多数工艺研究比较单一,没有全面系统地考虑各个因素之间的综合效益。如只针对漂洗工艺对鱼对进行研究1-3]、只针对擂溃方式式鱼鱼进行研究4-6]、只针对加热温度对鱼糜进行研究等。针对上述研究不足,本研究拟将鱼糜加工工艺中的各重要因素作为研究对象,先利用部分因子试验筛选出影响显著因素,再利用最陡爬坡试验逼近最优区域,最后利用响应面进行优化,得到最适合金鲳鱼鱼糜生产的工艺条件,以期为工业生产提供理论依据。 1 材料与方法 1.1 材料与仪器 金鲳鱼:新鲜,湛江市昌大昌超市; 食盐:食品级,湛江市昌大昌超市; 电热恒温水浴锅:HHS型,上海博讯实业有限公司医疗设备厂; 质构仪:TMS-PRO型,美国FTC公司; 全自动测色色差仪:JP7100F型,日本 Juki 公司; 绞肉机:MJ-BL25B3 型,杭州欧力食品机械有限公司; 电子天平:EPS-202 型,长沙湘平科技发展有限公司; 制冰机:FMP400AS型,美国格兰特有限公司; 台式离心机:MINI200型,张家港市安安机械制造有限公司。 1.2 试验方法 1.2.1 金鲳鱼鱼糜凝胶制备 将新鲜的金鲳鱼头、内脏等去除,冰水洗净,切成末,注入8倍冰水(V:V)漂洗,温度保 持在10℃以下,最后一次用0.2%的食盐水漂洗。漂洗后于2100 r/min 下离心2 min,再用绞肉机慢速搅拌1min,加入2%的食盐(以鱼糜量计算),按试验设计进行擂溃。将擂溃好的鱼鱼做成 2cm×2 cm×2 cm的立方体,放入水浴锅中按试验设计进行两次加热凝胶化,再放入冰水中急冷15 min,即为鱼糜凝胶,放入4℃冰箱24h备用。 1.2.2 鱼糜凝胶强度的测定 利用质构仪分别测定鱼糜凝胶的破断强度和下凹深度。破断强度即探头刺破凝胶时的感应力,反映鱼糜凝胶的硬度和凝胶中蛋白质分子间的紧密程度;下凹深度即凝胶破裂时探头的位移,反映鱼糜凝胶的弹性和凝胶中蛋白质分子间作用力的强弱弱8。测试条件:选用直径为5mm的探头,测试速度60 mm/min,下压距离25 mm,测试力0.2N,每组重复测定3次,取平均值。鱼糜凝胶强度按式(1)计算: 式中: y——凝胶强度,g·mm; a——破断强度,g; b-——下凹深度,mm。 1.2.3 鱼糜凝胶白度测定 利用色差计对每组鱼糜重复测定3次,记录L*、a*、b*的值,取平均值。仪器采用标准白板校正。其中L*代表亮度,a*和b*代表色度。十a*代表偏红,一a*代表偏绿;+b*代表偏黄,一b*代表偏蓝10]。白度(W)按式(2)计算11-12]: 1.3 试验设计 1.3.1 筛选试验设计 采用部分因子试验来考察漂洗时间、 漂洗次数、擂溃时间、加热时间1、加热温度1、加热时间2、加热温度2七因素对金鲳鱼鱼糜凝胶强度和白度的影响。选取N为8的随机化部分因子试验,采用4个中心点数,用于拟合检验。部分因子试验所选取的因素水平编码表见表1。 1.3.2 最陡爬坡试验设计 通过部分因子试验筛选出最显著的影响因素,并得出相应的效应值,根据各效应值的变化趋势和大小可确定最陡爬坡试验的爬坡方向及步幅长短,可更加快速准确地找到最佳的范围区域,为响应面试验的设计奠定基础。 1.3.3 响应面试验设计 通过最陡爬坡试验得出鱼糜凝胶特性最好的试验点,即为响应面试验各个特性的中心点。采用中心复合设计试验优化金鲳鱼鱼糜凝胶的工艺条件,3个中心点数,用于拟合检验。 1.4 数据处理 采用JMP7软件对数据进行分析处理。 2 结果与分析 2.1 筛选试验结果及分析 通过试验,金鲳鱼鱼糜凝胶强度和白度的筛选试验结果见表 2。 对表2的试验结果进行分析,结果见表3. 由表3可知,漂洗时间、漂洗次数、擂溃时间、加热时间1及加热时间2对鱼糜凝胶强度和白度均有显显性影响(P<0.05),而加热温度1只对鱼糜凝胶白度有显著性影响(P<0.05),对鱼凝凝胶强度无显著性影响(P>0.05),加热温度2对鱼糜凝胶强度和白度均无显著性影响(P>0.05)。林琳等13的研究也发现漂洗可显著提高鲢鱼鱼糜的凝胶强度 表1 部分因子试验因素水平编码表 Table 1 Factors and level code table of partial factor test 编码水平 X:漂洗时间/min X漂洗次数 Xs擂溃时间/min X加热时间1/min Xs加热温度1/℃ X加热时间2/min X加热温度2/℃ 1 12 4 18 30 40 30 91 0 9 3 14 20 32 20 88 -1 6 2 10 10 24 10 85 表2鱼糜凝胶部分因子试验结果 Table 2Surimi gel part factor test results 序号 X: X2 X3 X: Xs X6 凝胶强度/(g·mm) 白度 1 -1 -1 -1 -1 1 1 1 6535.71 71.79 2 1 -1 1 1 -1 一1 1 7093.88 71.15 3 1 1 1 1 1 1 1 6390.31 72.24 4 0 0 0 0 0 0 0 6417.76 71.87 5 1 -1 -1 1 1 -1 -1 5 191.22 71.66 6 -1 1 -1 一1 1 一1 6 303.67 71.97 7 0 0 0 0 0 0 0 6763.37 71.80 8 0 0 0 0 0 0 0 6372.55 71.83 9 -1 1 -1 1 -1 1 -1 6669.80 71.72 10 0 0 0 0 0 0 0 6 635.31 71.85 11 -1 1 1 -1 1 -1 -1 8407.86 72.29 12 1 1 一1 -1 一1 -1 1 7 026.12 72.16 Table 3 Significant analysis result of partial factor test 项 系数 T P 强度 白度 强度 白度 强度 白度 常量 6650.6300 71.8608 113.1300 6 458.9000 <0.0001 ≤0.0001 X -474.4913 0.1350 -6.590 0 9.9100 0.0027 0.000 6 X2 421.2012 0.230 0 5.8500 16.8800 0.0043 <0.0001 X3 346.6088 0.0400 4.8100 2.940 0 0.0086 0.042 6 X: -366.0187 -0.1800 -5.0800 一13.2100 0.007 1 0.000 2 X -71.0463 0.1225 -0.9900 8.9900 0.3796 0.000 8 X。 -227.4488 0.057 5 -3.1600 4.220 0 0.0342 0.0135 X7 59.1838 -0.0375 0.8200 -2.7500 0.457 2 0.0513 和白度,漂洗温度对鲢鱼鱼糜的凝胶强度和白度无显著影响。其中各因素对鱼糜凝胶强度的影响显著性依次为:漂洗时间>漂洗次数>加热时间1>擂溃时间>加热时间2>加热温度1>加热温度2;对鱼糜凝胶白度的影响显著性依次为:漂洗次数>加热时间1>漂洗时间>加热温度1>加热时间2>擂溃时间>加热温度2。鱼糜凝胶强度和白度的模型的复相关系数分别为 R²=0.971 892和R²=0.994 086,模拟相关性都很好。 由表3还可以看出,鱼糜凝胶强度和白度的漂洗次数和擂溃时间均表现为正效应,它们的爬坡方向一致,而加热时间1均为负效应;漂洗时间、加热温度1和加热时间2对于鱼糜凝胶强度为负效应,对于白度为正效应;加热温度2对于鱼糜凝胶强度为正效应,其他为负效应。 2.2 最陡爬坡试验设计结果及分析 综合考虑以上两个试验结果的影响显著性来进行爬坡试验,其中两次加热温度分别采用24℃和85℃(响应面试验相同)。本试验将按漂洗次数、雷溃时间为正效应,漂洗时间、加热时间1、加热时间2为负效应的来进行试验设计。爬坡试验的结果见表4。 由表4可知,凝胶强度和白度的最优区域均在第5组试验附近,因此采用第5次的试验条件作为响应面试验编码水平的零水平。 2.3响应面试验设计结果及分析 中心复合设计试验所选取的因素水平编码表见表5,结果见表6。 2.3.1鱼糜凝胶强度响应面试验结果及分析 利用JMP7软件进行二次多元回归拟合,可得鱼糜凝胶强度中心复合设计响应面试验结果见表7。 由表7可知,模型的P=0.0003(极显著),因此可靠性非常好。模型的复相关系数 R²=0.973 988可知模拟相关性好,而调整R²=0.908 958,说明此模型可代表90.90%的金鲳鱼鱼糜凝胶强度的变化。失拟合P=0.755 5≥0.05,不显著,说明模型中心拟合度良好,误差小,因此,可用该模型方程对鱼糜凝胶强度进行分析和预测。而且擂溃时间与加热时间2、加热时间1与加热时间2的交互作用均对响应值有极显著的影响(P<0.01),所以各影响因素对响应值的影响不仅仅是简单的线性关系。由二次多元回归拟合得到的回归方程模型为: 表4爬坡试验结果 Table 4Hill climbing test results 序号 漂洗时间/min 漂洗次数 擂溃时间/min 加热时间1/min 加热时间2/min 凝胶强度/(g·mm) 白度 1 8 2 14 14 14 5018.47 52.27 2 7 3 16 13 13 4855.10 69.28 3 6 4 18 12 12 6987.91 69.82 4 5 5 20 11 11 7 310.71 69.93 5 6 22 10 10 7 505.71 70.46 6 3 7 24 9 9 7238.11 68.96 7 2 8 26 8 8 6759.08 68.53 表5中心复合设计试验因素水平编码表 Table 5Factor level coding table of central composite design experimental 编码水平 X漂洗时间/min X2漂洗次数 X3擂溃时间/min X;加热时间 1/min X加热时间2/min 1 3 7 24 9 9 0 4 6 22 10 10 一1 5 5 20 11 11 表6 中心复合设计响应面试验结果 Table 6 Response surface test result of central composite design 序号 X: X2 X3 X:4 X。 凝胶强度/ 白度 序号 X: X22 X3 X: 凝胶强度/ 白度 (g*mm) (g·mm) 1 -1 -1 -1 -1 -1 7 065.71 67.77 16 1 1 1 1 -1 7 620.71 69.18 2 -1 -1 -1 1 1 8807.86 67.43 17 一1 0 0 0 0 8532.76 69.90 3 -1 -1 1 一1 1 7792.14 68.37 18 1 0 0 0 0 8 548.47 70.43 4 一1 -1 1 1 -1 8289.39 67.68 19 0 -1 0 0 0 10228.16 69.45 5 -1 1 -1 -1 1 8 392.55 67.33 20 0 1 0 0 0 9 033.16 69.58 6 一1 1 -1 1 -1 6928.57 67.66 21 0 0 一1 0 0 6628.57 70.11 7 -1 1 1 一1 -1 7693.47 68.13 22 0 0 1 0 0 6070.82 70.35 8 -1 1 1 1 1 8822.24 68.06 23 0 0 0 一1 0 6643.27 70.76 9 1 -1 一1 一1 1 9 592.24 68.29 24 0 0 0 1 0 6399.59 70.91 10 1 -1 -1 1 -1 8002.65 67.99 25 0 0 0 0 -1 5259.59 70.79 11 1 -1 1 -1 -1 7 508.67 68.04 26 0 0 0 0 1 6339.59 70.22 12 1 -1 1 1 1 7565.31 67.65 27 0 0 0 0 0 6737.86 70.41 13 1 1 -1 一1 -1 6273.47 68.60 28 0 0 0 0 0 7565.31 70.74 14 1 1 -1 1 1 7 017.76 68.83 29 0 0 0 0 0 7059.18 70.25 15 1 1 1 -1 1 7 178.57 69.53 表7鱼糜凝胶强度回归模型方差分析 Table 7 Mode analysis of variance of surimi gel strength 方差来源 平方和 自由度 均方 F值 P值 显著性 模型 34776923 20 1738846 14.977 5 0.0003 ** X 505628 1 505628 4.3552 0.0704 X2 1928405 1 1928405 16.6103 0.0036 ** X3 1569 1 1569 0.013 5 0.9103 X: 95919 1 95919 0.8262 0.3899 X5 2619015 1 2619015 22.558 8 0.001 4 ** XiX2 1243282 1 1243282 10.7090 0.0113 * XX: 364637 1 364637 3.1408 0.114 3 X2X3 1572273 1 1572273 13.5427 0.006 2 ** XX: 316607 1 316607 2.7271 0.137 3 X2X: 1310 1 1310 0.0113 0.918 0 X3X: 452908 1 452908 3.9011 0.083 7 XXs 223088 1 223088 1.9216 0.2031 X2Xs 0.890 9 1 0.890 9 0.0000 0.997 9 X3Xs 1751639 1 1751639 15.087 7 0.0046 ** X X5 578492 1 578492 4.982 8 0.0561 X? 4059790 1 4059790 34.9689 0.000 4 ** X3 13854468 1 13854468 119.3351 ≤0.000 1 ** X3 2006725 1 2006725 17.284 9 0.003 2 ** X? 1317019 1 1317019 11.3441 0.009 8 ** X3 5190088 1 5190088 44.704 7 0.000 2 ** 残差 92877 8 116097 失拟合 580749.89 6 96792 0.5562 0.755 5 不显著 纯误差 348027.50 2 174014 总和 35705700 28 **表示差异差显著(P<0.01),*表示差异显著(P<0.05),R2=0.973 988。 根据回归方程,固定一个因素在零水平上,研究另外两个因素间的交互作用做响应面图,发现漂洗时间和漂洗次数、擂溃时间和漂洗次数、播溃时间和加热时间2对鱼糜凝胶强度交互作用显著,见图1~3. 图1 漂洗时间和漂洗次数对鱼糜凝胶强度交互作用图 Figure 1 Interaction diagram of rinsing time and rinsingtimes for surimi gel strength 图2 擂溃时间和漂洗次数对鱼糜凝胶强度交互作用图 Figure 2 Interaction diagram of mincing time and rinsingtimes for surimi gel strength 图3 擂溃时间和加热时间2对鱼糜凝胶强度交互作用图 Figure 3 Interaction diagram of mincing time and secondheating time for surimi gel strength 由图1~3可知,鱼糜凝胶强度随着漂洗时间、漂洗次数的增加呈现先减少再增加的趋势,随着擂溃时间、加热时间2的增加呈现先增加再减少的趋势。利用JMP软件分析可得出最优的鱼糜凝胶强度的工艺条件:漂洗时间3 min,漂洗5次,擂溃21.41 min,第1次加热10.103 min,第2次加热9.869 min,理论鱼糜凝胶强度为11410.37g·mm。根据优化后的试验参数,实际采用漂洗时间3 min,漂洗5次,擂溃21 min,第1次加热10 min,第2次加热10 min,所得鱼糜凝胶强度为10728.16g·mm,与理论值相差小于6%,说明此工艺条件能真实有效的反映鱼糜凝胶的实际凝胶强度。 2. 3. 2 鱼糜凝胶白度响应面试验结果及分析 利用 JMP 7软件进行二次多元回归拟合,可得鱼糜凝胶白度中心复合设计响应面试验的分析结果见表8。 由表8可知,模型的 P<0.0001(极显著),因此可靠性非常好。由模型的复相关系数R²=0.984 79可知模拟相关性好,而调整R²=0. 946 767,说明此模型可代表94.68%的金鲳鱼鱼糜凝胶白度的变化。失拟合 P=0.486 9>0.05,不显著,说明模型中心拟合度良好,误差小,因此,可用该模型方程对鱼糜凝胶白度进行分析和预测。而且漂洗时间与漂洗次数的交互作用对响应值有极显著的影响(P<0.01),所以各影响因素对响应值的影响不仅仅是简单的线性关系。由此二次多元回归拟合得到的回归方程模型为: Y=70.6735+0.345 0X+0.235 0X2+0.1656Xs一0.0794X-0.007 2X。+0.265 0XX2-0.085 0XX:+0.138 7X2X3-0.002 5XX+0.116 3X2X-0.088 7XX+0.0337XX。-0.005 0XX+0.0450XX,-0.095 0X.X一0.586 0X-1.2360X-0.5210X+0.0841X-0.246 0X (4) 根据回归方程,由JMP7软件分析可绘制出中心复合设计响应面试验的曲面图,发现漂洗次数和漂洗时间对鱼糜凝胶白度交互作用显著,见图 4。 由图4可知,鱼糜凝胶白度随着漂洗时间和漂洗次数的增加呈现先增加再减少的趋势,但漂洗时间比漂洗次数的变化趋势相对平缓一些。利用JMP软件分析可得出最优的鱼糜凝胶白度工艺条件:漂洗时间 3.69 min,漂洗6.09次,擂溃22.48 min,第1次加热11 min,第2次加热9.78 min,而理论的鱼糜凝胶白度为70.94。根据优化后的试验参数,实 图4 漂洗次数和漂洗时间对鱼糜凝胶白度交互作用图 Figure 4 Interaction diagram of rinsing time and rinsingtimes for surimi gel white degree 表8 鱼糜凝胶白度回归模型方差分析 Table8 Mode analysis of variance of surimi gel whiteness 方差来源 平方和 自由度 均方 F值 P值 显著性 模型 40.5431 20 2.0272 25.8994 <0.0001 ** X: 2.142 4 1 2.142 5 27.372 3 0.0008 ** X2 0.9941 1 0.9941 12.700 2 0.007 4 ** X3 0.4933 1 0.493 3 6.3032 0.0363 * X: 0.1136 1 0.113 6 1.451 4 0.2627 0.000 9 1 0.0009 0.0120 0.9155 XX2 1.1236 1 1.123 6 14.355 3 0.005 3 ** XXs 0.1156 1 0.115 6 1.4769 0.2589 X2X3 0.3080 1 0.308 0 3.9354 0.082 6 XX: 0.000 1 1 0.0001 0.0013 0.9724 X2X: 0.216 2 1 0.2162 2.7625 0.135 1 X3X 0.1260 1 0.1260 1.6101 0.2401 XX6 0.0182 1 0.0182 0.232 8 0.6423 X2X。 0.0004 1 0.0004 0.0051 0.9448 X3X6 0.0324 1 0.032 4 0.413 9 0.5380 X:X。 0.1444 1 0.144 4 1.844 9 0.2114 X? 0.8423 1 0.8423 10.7624 0.011 2 * X 3.7476 1 3.7476 47.8796 0.0001 ** X3 0.665 9 1 0.665 9 8.5073 0.019 4 * X 0.0173 1 0.017 3 0.2211 0.650 7 X: 0.148 5 1 0.148 4 1.896 7 0.205 8 残差 0.626 2 8 0.0782 失拟合 0.5012 6 0.0836 1.338 2 0.486 9 不显著 纯误差 0.1249 2 0.0624 总和 41.1693 28 + **表示差异差显著(P<0.01),*表示差异显著(P<0.05),R2=0.984 79。 际采用漂洗时间4 min,漂洗6次,擂溃22 min,第1次加热11 min,第2次加热10 min,所得的鱼糜凝疑白度为 70.91,与理论值相差小于0.05%,说明此工艺条件能真实有效的反映鱼糜凝胶的实际白度。 3 结论 响应面法研究发现:漂洗时间、漂洗次数、擂溃时间及加热时间均对金鲳鱼鱼糜凝胶特性有显著影响,而加热温度对金鲳鱼鱼糜凝胶特性的影响不显著。利用响应面试验优化金鲳鱼鱼糜加工工艺得到鱼糜凝胶强度最优工艺为:漂洗时间3 min,漂洗5次,擂溃21 min,第1次加热10 min,第2次加热10 min,所得鱼糜凝胶强度为10728.16 g· mm;鱼糜凝胶白度最优工艺为:漂洗时间4 min,漂洗6次,擂溃22 min,第1次加热11 min,第2次加热10 min,所得的鱼糜凝胶白度为 70.91。 由于试验条件及时间的限制,本试验还存在大量的不足,后期试验可扩大鱼糜加工工艺的研究范围,可以考虑超高压、微波等方式对鱼糜特性的影响,以便研究出更好、更便利的加工工艺。 ( 参考文献 ) ( 1 钱娟,王继宏 , 田鑫,等.漂洗方式对低盐罗非鱼鱼糜凝胶性能的 影响[ J ] . 上 海海洋大学学报,2013,22(3):466~4 7 4. ) ( 2 袁美兰,赵利,邹胜员,等.水温差阶段漂洗对草鱼鱼糜凝胶品质 的影响[J] . 食品科技,2011, 3 6(9):1 5 2~156. ) ( 3 L i n T M , P a r k J W . Extr action of p ro teins f r o m p a cific w hit in g ) ( min ce at v ar io us w ash in g con d it io n s[ J ]. J o u r n a l o f F o od S c i e n c e, 1 996 , 6 1 (2) :4 32~438. ) ( 4 李品周.花枝丸的品质改良[J].福建 轻 纺,2011,9( 9 ):3 3 ~38. ) ( 5 陈申如,刘阳,李燕杰.擂溃条 件 对鱼糜制品弹性的影响[J].大连 轻工 业 学院学报,200 4 ,23(3):194~196. ) ( 6 林 东 年,黄 东 万,翁尚 壮 .黄肚金线鱼(Nemipte r us ba t h y b i u s S n y- d er)冷冻鱼糜制品生产工艺的研究[J].现代渔业信息,2003,18 ( 1 2) : 9~12. ) ( 7 余辉,陈小娥,陈洁,等.超高压处理对鼬鲗鱼糜 一 大 豆 分离蛋白复合物性能的影响[J]. 食 品 科 学,2013,34(5):96~99. ) ( 8 张,曾庆孝,朱志伟 , 等.超声波辅助凝胶化对罗非鱼鱼糜凝胶性能的影响[J ] .华南理工大学学报(自然科学版),200 9 ,37(4): 1 38~142. ) ( 9 Hir ok o S , Y os hiyuki K , K u m az a wa S , e t a l . G e l s tr e n g th e n - h an c em e n t b y addi t i o n o f m i c ro b i a l transglu t am i na s e d u ri ng on-s h or e suri m i ma nuf a ct ur e [ J ] . Jou rna l o f F ood S cie n ce ,1 995, 60 (2) : 300~304. ) ( 1 0 纪蓉,江海,胡亚芹,等 . y-聚谷氨酸对带鱼鱼糜凝胶特性的影响 [ J ]. 中 国食品学报,20 1 2,12(4): 9 0~99. ) ( 1 1 J u an C R S , M o rr iss ey M T. Ef f ec t o f hi gh p r ess u re p r oc e s si n gon shelf l i f e o f a l bacor e t un a m inc ed mu s cl e [ J] . In nov a tive F ood and E m e rgi ng T e ch n ologies , 2006 , 67( 4 ) : 19~2 7 . ) ( 1 2 Pa r k J W . Fun c ti on a l pr o tei n a d d i ti v e s in s u r im i gel s[ J]. J o u r - n al of Foo d S cienc e, 1994 , 59(3) : 525~527. ) ( 1 3 林 琳,陆剑锋,翁世兵,等.漂洗工艺对鲍鱼鱼糜凝胶强度和色泽 的影响[J ] .食 品 研 究与开发,2012,33(2):8 ~ 12 . ) 金鲳鱼鱼糜制品加工工艺优化作者:黄和,王娜,陈良,吴文龙1. 广东省水产品加工与安全重点实验室2. 广东海洋大学实验教学部3. 广东普通高等学校水产品深加工重点实验室4. 广东海洋大学食品科技学院 摘 要:以金鲳鱼鱼糜凝胶为研究对象,利用部分因子试验从漂洗时间,漂洗次数,擂溃方式,加热时间1,加热温度1,加热时间2,加热温度2七因素中筛选出5个对金鲳鱼鱼糜制品的凝胶强度和白度影响显著的因素,即漂洗时间,漂洗次数,擂溃时间,加热时间1及加热时间2.通过最陡爬坡试验逼近该5个因素的最大响应区域,最后利用中心复合设计响应面试验优化显著的因素,结果表明:漂洗时间3min,漂洗5次,擂溃21min,第1次加热10min,第2次加热10min,所得鱼糜凝胶强度为10 728.16g·mm;漂洗时间4min,漂洗6次,擂溃22min,第1次加热11min,第2次加热10min,优化后白度为70.91.关键词:金鲳鱼 鱼糜 凝胶强度 白度
确定
还剩4页未读,是否继续阅读?



北京盈盛恒泰科技有限责任公司为您提供《金鲳鱼鱼糜制品中加工工艺检测方案(质构分析仪)》,该方案主要用于水产品中理化分析检测,参考标准--,《金鲳鱼鱼糜制品中加工工艺检测方案(质构分析仪)》用到的仪器有FTC 质构仪TMS-Touch 、美国FTC-质构仪
推荐专场



相关方案
更多
该厂商其他方案
更多