








方案详情
文
通过使用 ST-RTC 系统控制污泥浓缩过程的絮凝剂投加量,实现降低絮凝剂使用量的同 时,提高污泥浓度和产气量的目的,为客户带来了降低运行费用,增加生产效率的价值。且 RTC 系统易于和现有系统对接,改造量小,模块化设计的特点极大提升了项目的可实施性。
方案详情

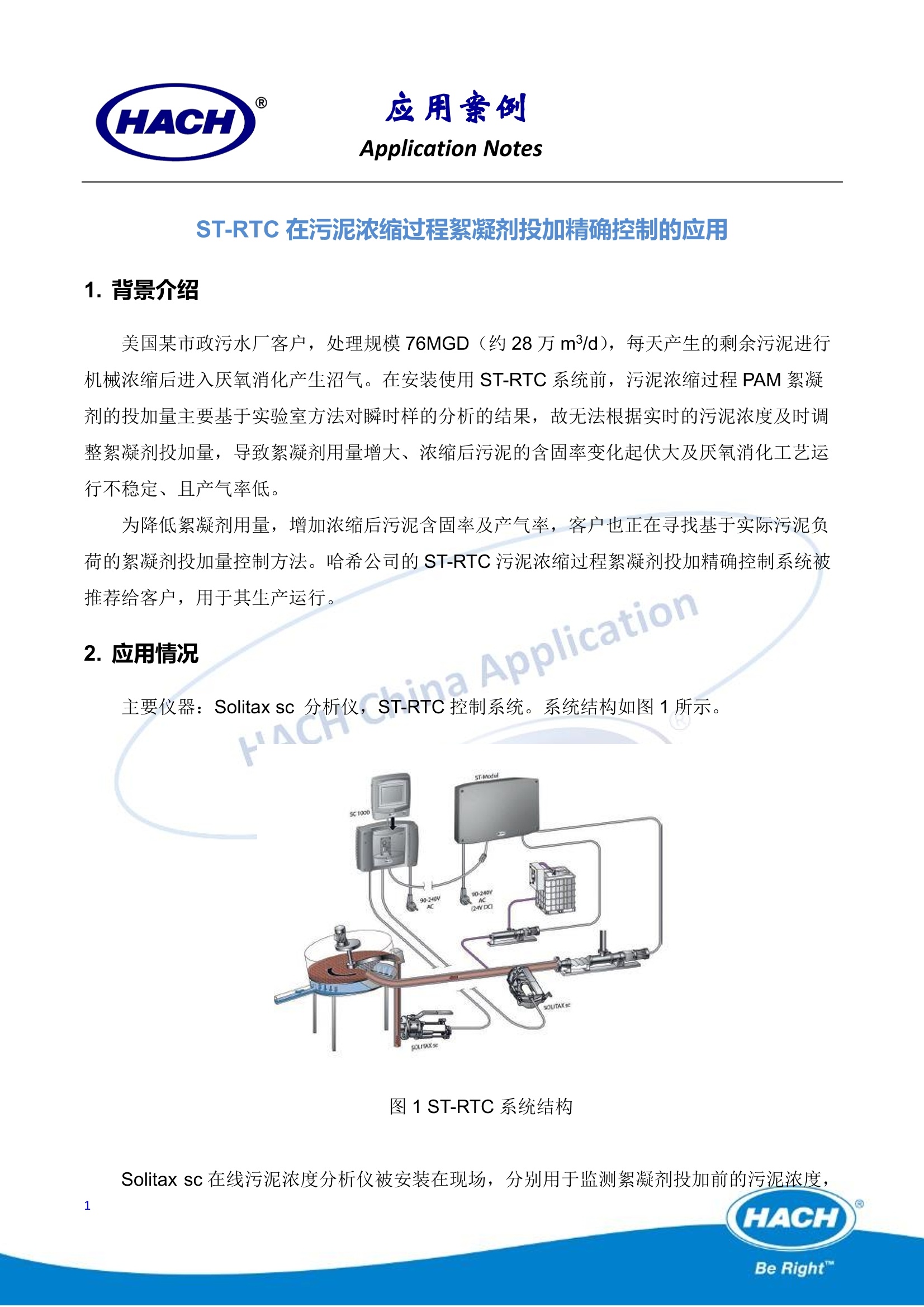
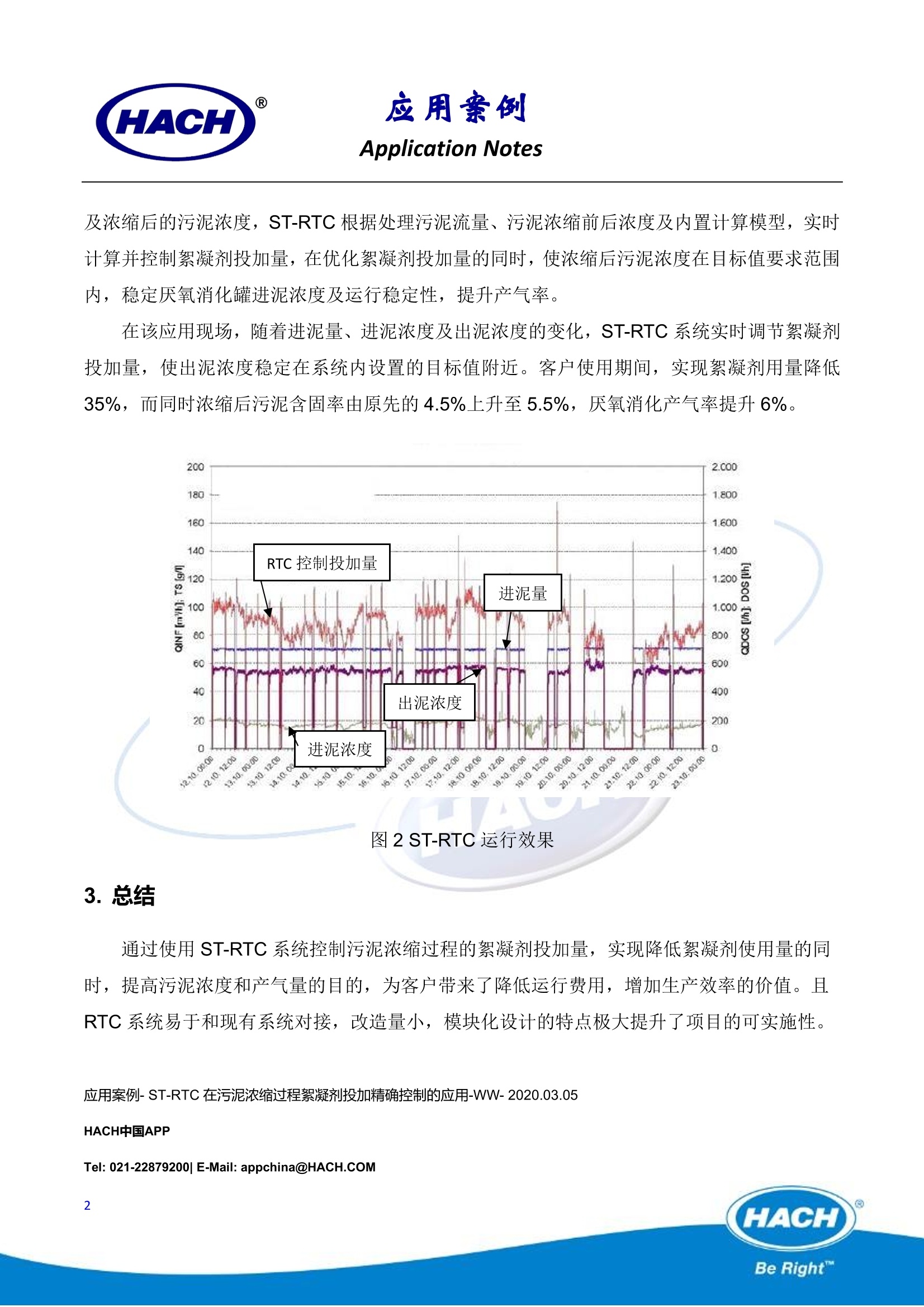
应用案例Application Notes ST-RTC 在污泥浓缩过程絮凝剂投加精确控制的应用 1.背景介绍 美国某市政污水厂客户,处理规模76MGD(约28万m3/d),每天产生的剩余污泥进行机械浓缩后进入厌氧消化产生沼气。在安装使用 ST-RTC 系统前,污泥浓缩过程 PAM 絮凝剂的投加量主要基于实验室方法对瞬时样的分析的结果,故无法根据实时的污泥浓度及时调整絮凝剂投加量,导致絮凝剂用量增大、浓缩后污泥的含固率变化起伏大及厌氧消化工艺运行不稳定、且产气率低。 为降低絮凝剂用量,增加浓缩后污泥含固率及产气率,客户也正在寻找基于实际污泥负荷的絮凝剂投加量控制方法。哈希公司的 ST-RTC 污泥浓缩过程絮凝剂投加精确控制系统被推荐给客户,用于其生产运行。 2.应用情况 na Application 主要仪器: Solitax sc 分析仪, ST-RTC 控制系统。系统结构如图1所示。 图 1 ST-RTC 系统结构 Solitax sc 在线污泥浓度分析仪被安装在现场,分别用于监测絮凝剂投加前的污泥浓度, 及浓缩后的污泥浓度, ST-RTC 根据处理污泥流量、污泥浓缩前后浓度及内置计算模型,实时计算并控制絮凝剂投加量,在优化絮凝剂投加量的同时,使浓缩后污泥浓度在目标值要求范围内,稳定厌氧消化罐进泥浓度及运行稳定性,提升产气率。 在该应用现场,随着进泥量、进泥浓度及出泥浓度的变化, ST-RTC 系统实时调节絮凝剂投加量,使出泥浓度稳定在系统内设置的目标值附近。客户使用期间,实现絮凝剂用量降低35%,,,而同时浓缩后污泥含固率由原先的4.5%上升至5.5%,厌氧消化产气率提升6%。 图 2 ST-RTC 运行效果 3.总结 通过使用 ST-RTC 系统控制污泥浓缩过程的絮凝剂投加量,实现降低絮凝剂使用量的同时,提高污泥浓度和产气量的目的,为客户带来了降低运行费用,增加生产效率的价值。且RTC 系统易于和现有系统对接,改造量小,模块化设计的特点极大提升了项目的可实施性。 应用案例-ST-RTC 在污泥浓缩过程絮凝剂疑加精确控制的应用-WW-2020.03.05 e Right HACH中国APPTel:E-Mail: appchina@HACH.COMBe Right 美国某市政污水厂客户,处理规模 76MGD(约 28 万 m3/d),每天产生的剩余污泥进行 机械浓缩后进入厌氧消化产生沼气。在安装使用 ST-RTC 系统前,污泥浓缩过程 PAM 絮凝 剂的投加量主要基于实验室方法对瞬时样的分析的结果,故无法根据实时的污泥浓度及时调 整絮凝剂投加量,导致絮凝剂用量增大、浓缩后污泥的含固率变化起伏大及厌氧消化工艺运 行不稳定、且产气率低。 为降低絮凝剂用量,增加浓缩后污泥含固率及产气率,客户也正在寻找基于实际污泥负 荷的絮凝剂投加量控制方法。哈希公司的 ST-RTC 污泥浓缩过程絮凝剂投加精确控制系统被 推荐给客户,用于其生产运行。 欲了解详细案例,欢迎下载查阅。
确定
还剩1页未读,是否继续阅读?

产品配置单

哈希公司(HACH)为您提供《废水中污泥浓度检测方案(浊度计)》,该方案主要用于废水中物理指标检测,参考标准--,《废水中污泥浓度检测方案(浊度计)》用到的仪器有哈希SOLITAX™ sc 浊度 / 悬浮物探头
推荐专场




相关方案
更多
该厂商其他方案
更多