








方案详情
文
本文着重阐述了快接钎杆的用途、重要性、使用时所要达到的主要
设计指标,并且通过对某企业生产的 T45 快接杆进行了分析,从生产工艺流程、化学成分、非金属夹杂物、金相组织、酸洗、硬度等均进行了分析,发现实际生产过程中存在的不足之处。
方案详情

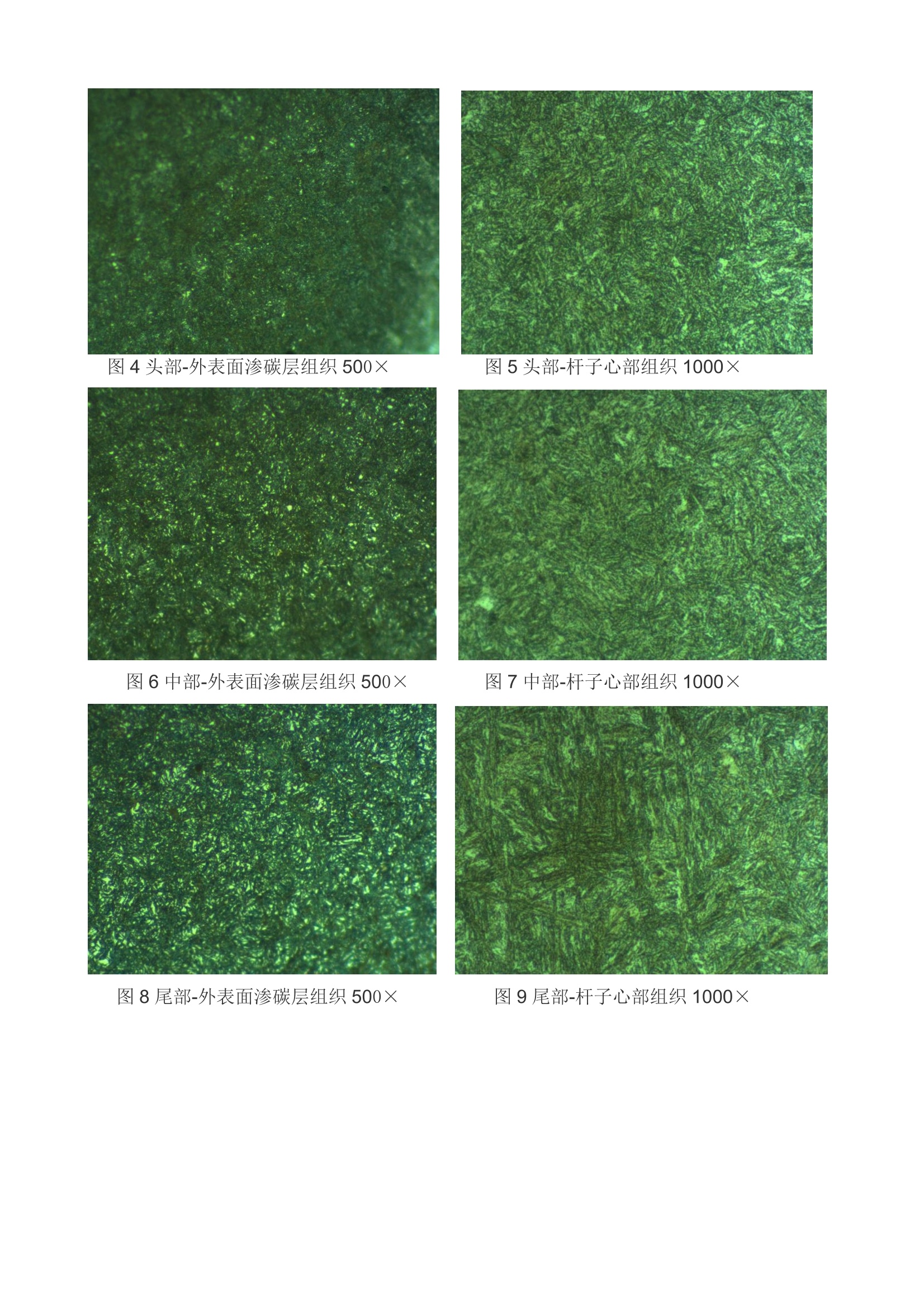
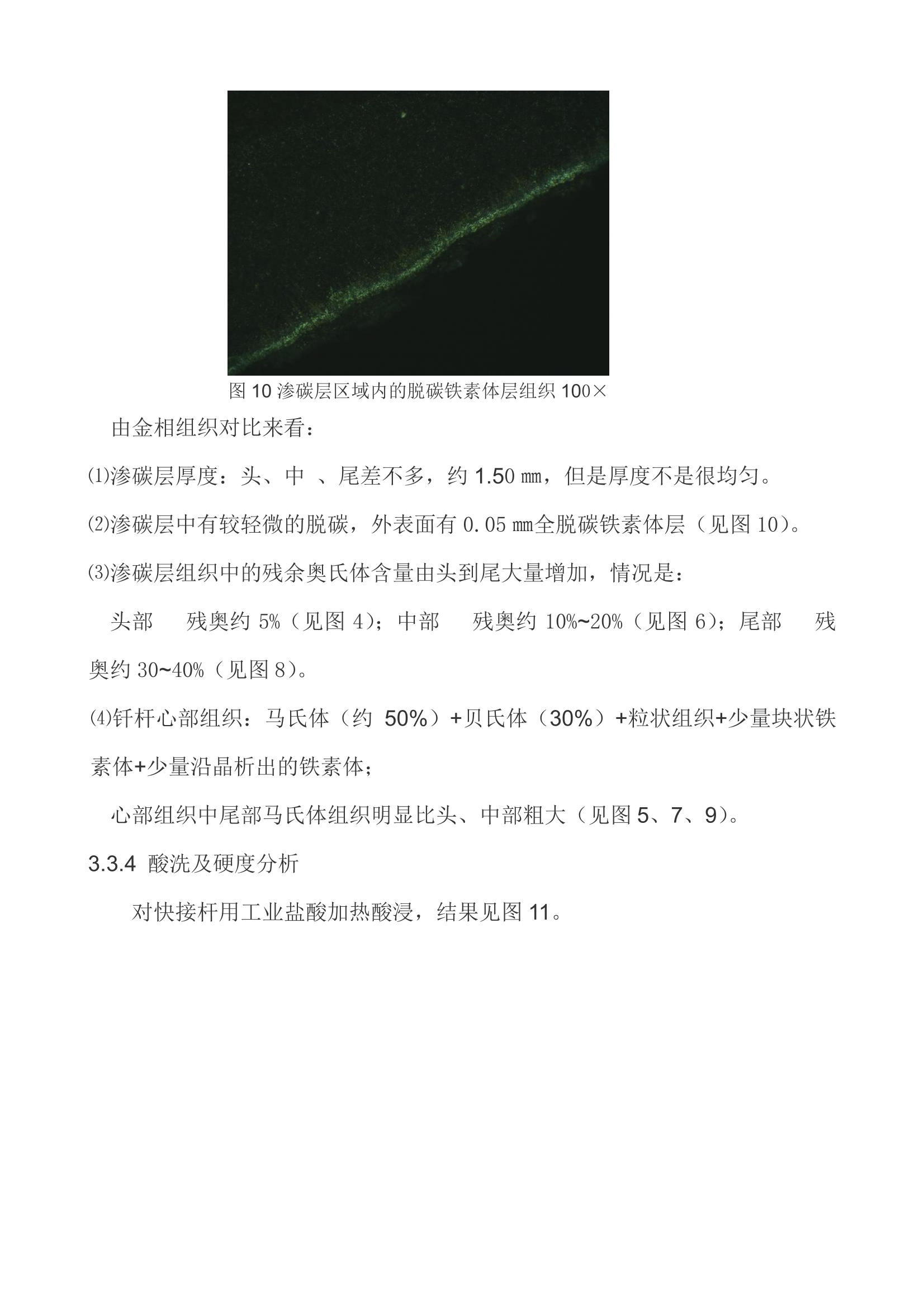
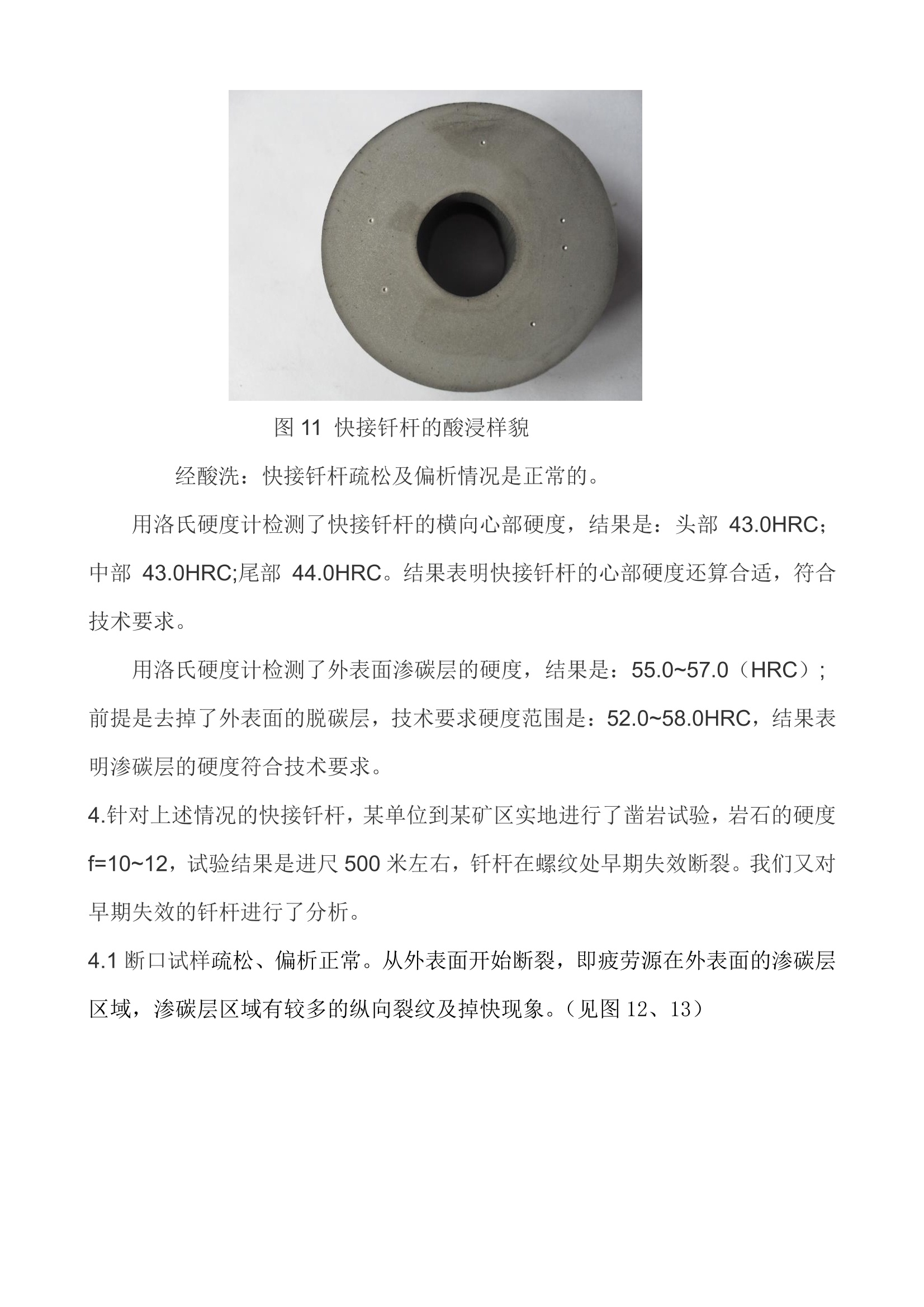
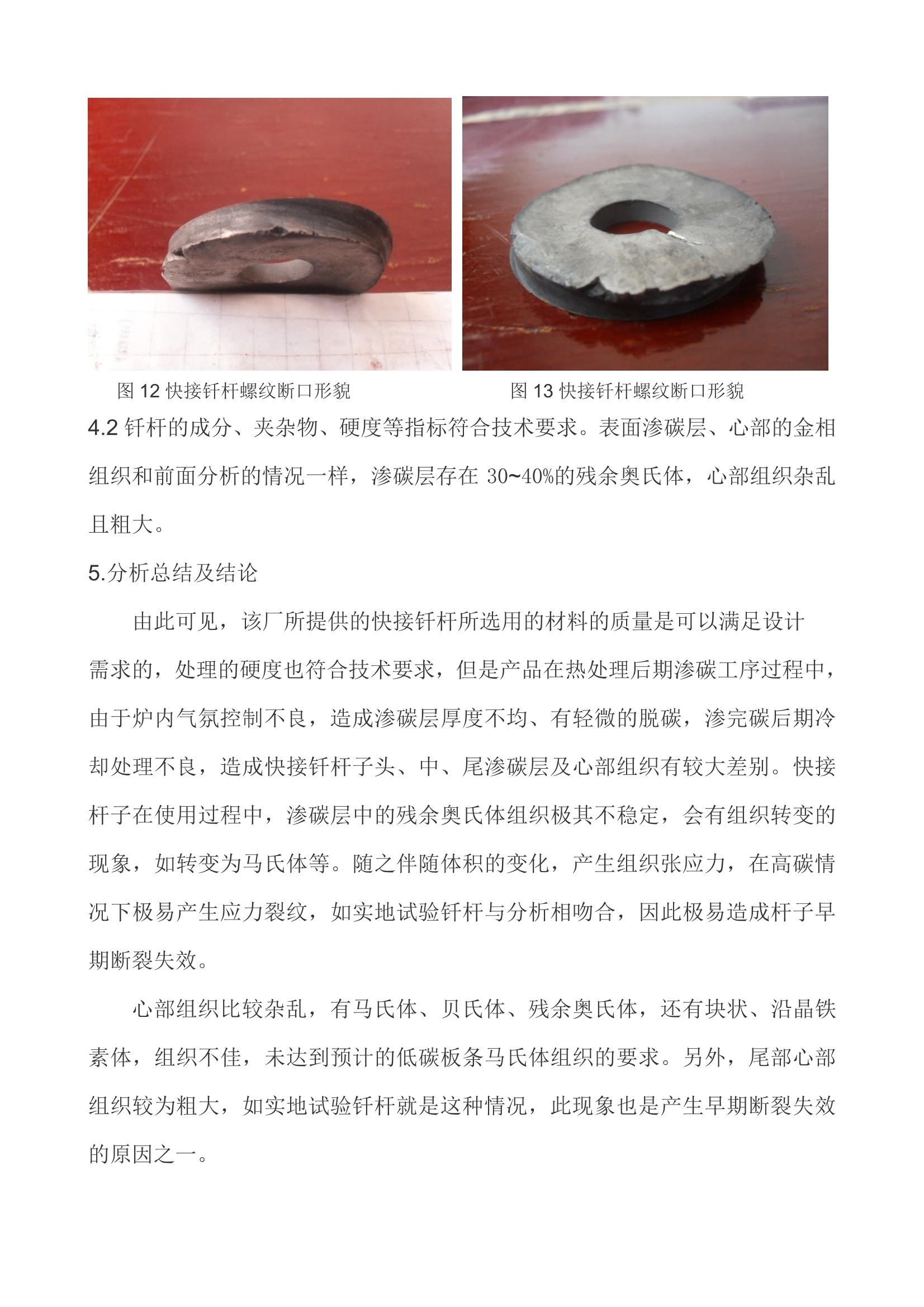
T45 快接杆杆解剖分析 赵长有 曹学成 中国科学院金属研究所 沈阳文化路72号 110016 山东三山集体有限公司 山东阳谷西湖14号 252311 摘要::本文着重阐述了快接钎杆的用途、重要性、使用时所要达到的主要设计指标,并且通过对某企业生产的T45快接杆进行了分析,从生产工艺流程、化学成分、非金属夹杂物、金相组织、酸洗、硬度等均进行了分析,发现实际生产过程中存在的不足之处。 关键词::渗碳、化学成分、非金属夹杂物、硬度、金相组织、残余奥氏体 1.前言 T45快接钎杆(见图1~2)广泛用于矿山、铁路、公路、水利工程、煤矿、金属矿、开山、采石及隧道工程,螺纹连接钎杆是杆体两端或一端带有连接螺纹的中空圆形或中空六角形杆件,它是螺纹配套钎具的为主体部件。由于螺纹配套钎具的特殊性能,所以在钻爆工程中具有适用范围广、钻进速度快、冲击能量传递损失小、凿岩效率高、易于实现机械化钻凿和改善凿岩条件等优越性。因而,螺纹钎杆在整体钎具产品制造与使用中所占比例已愈来愈大。可以说,它是所有钎具产品中品种最多、规格最全、数量较大、经济效益最佳的钎具产品。目前从钻爆工程发展趋势和凿岩机发展前景来看,‘,它已经正在成为凿岩钎具的主导产品。 快接杆大多选用材料为 23CrNi3Mo,一种低碳板条马氏体钎钢,,该材料具有良好淬透性和淬硬性,通过表面渗碳处理、淬火、回火后达到表面硬度高、耐磨性高,,心部又具有高韧性,高强度、高塑性的效果,经过适当热处理可获得良好的综合性能。但由于实际产品生产中,渗碳后冷却方式一般采用空冷或是风冷,造成心部得不到全部马氏体组织,而产生部分贝氏体、铁素体、残余 奥氏体组织,渗碳层也不完全是隐针马氏体和碳化物,而留有残奥组织。因此会大大影响快接钎杆的使用寿命。 2. T45 快接杆杆主要的使用设计指标 2.1电弧炉冶炼→精炼→真空处理→轧制正火处理→机加工→渗碳处理→淬火→回火→检验→包装 2.2化学成分: 单位:wt% Si Mn P S Cr Ni Mo Cu 0.20 0.15 0.50 0.025 2.75 0.20 ≤0.20 ~1.45 ~0.35 ~0.90 ~0.30 ~0.26 2.3酸洗低倍组织: 单位:级 一般疏松 中心疏松 偏析 点状偏析 皮下气泡 级别小于 2.0 2.0 2.0 0 0 钎杆的横截面酸浸组织试片上不得有肉眼可见的缩孔、气泡、裂纹、夹杂、白点及分层等缺陷。 2.4非金属夹杂物: 单位:级 脆性夹杂物 塑性夹杂物 两者之和 级别小于 2.5 2.5 4.5 2.5渗碳层深度:0.8 mm~1.20 mm;表面渗碳层硬度(HRC)::52.0~58.0心部硬度(HRC): 40.0~48.0 3.我们对国内某厂提供的T45 快接钎杆的样品进行了分析,情况如下。 3.1对样品进行了解剖分析,见见图3. 图1 T45快接钎杆螺纹端形貌 图2 T45快接钎杆连接套端形貌 图3快接钎杆解剖试片形貌 3.2提供了快接杆的生产工艺全流程 追溯到生产源头,钎杆的生产全流程是: 电弧炉冶炼→精炼→真空脱气→模铸成 1.2T方锭→锻造成中180mm锻坯→下料→钻孔→扒皮→穿芯→轧制→下料→正火处理→机加工→渗碳处理→淬火→回火→防锈处理→检验→包装入库。 3.3 T45快接杆的检测分析 3.3.1化学成分: 在快接杆上取样片,进行化学成份分析检验,采用 ARL-3460 直读光谱仪进 行分析,结果见表1。 表1 快接杆的化学成分 单位:wt% C Si Mn P S Cr Ni Mo Cu 快接杆 0.23 0.27 0.67 0.007 0.002 1.35 2.82 0.238 0.08 分析结果表明,快接杆的化学成分符合技术要求。 3.3.2非金属夹杂物检验 对快接杆进行取样分析夹杂物,按 GB /T10561-2005标准对杆子的纵向进行夹杂物检测与评级,结果见表2。 表2 快接钎杆的非金属夹杂物结果 单位:级 A类 B类 C类 D类 细系 粗系 细系 粗系 细系 粗系 细系 粗系 快接钎杆 0 0.5 0 0 0 0.5 1.0 1.5 分析结果表明,快接杆的夹杂物级别符合技术要求。 3.3.3金相组织 对快接杆进行了3个部位的取样,分别为头、中、尾,每个部位用线切割机制取20mm样品后,平面磨磨制两端,再经过磨制、抛光,用3%硝酸乙醇腐蚀,分别在德国蔡司显微镜 Axio lab.A1下观察,金相组织见图4~11。 图4头部-外表面渗碳层组织500× 图5头部-杆子心部组织1000× 图6中部-外表面渗碳层组织500× 图7中部-杆子心部组织1000× 图8尾部-外表面渗碳层组织500× 图9尾部-杆子心部组织1000× 图10渗碳层区域内的脱碳铁素体层组织100× 由金相组织对比来看: (1)渗碳层厚度::头、中、尾差不多,约1.50mm,但是厚度不是很均匀。(2)渗碳层中有较轻微的脱碳,外表面有0.05mm全脱碳铁素体层(见图10)。 (3)渗碳层织织中的残余奥氏体含量由头到尾大量增加,情况是: 头部 残奥约5%(见图4);中部 残奥约 10%~20%(见图6);尾部 残奥约30~40%(见图8)。 (4)钎杆心部组织:马氏体(约50%)+贝氏体(30%)+粒状组织+少量块状铁素体+少量沿晶析出的铁素体; 心部组织中尾部马氏体组织明显比头、中部粗大(见图5、7、9)。 3.3.4酸洗及硬度分析 对快接杆用工业盐酸加热酸浸,结果见图11。 图11快接钎杆的酸浸样貌 经酸洗::性快接钎杆疏松及偏析情况是正常的。 用洛氏硬度计检测了快接钎杆的横向心部硬度,结果是::头部 43.0HRC;中部 43.0HRC;尾部 44.0HRC。结果表明快接钎杆的心部硬度还算合适,符合技术要求。 用洛氏硬度计检测了外表面渗碳层的硬度,结果是:55.0~57.0 (HRC);前提是去掉了外表面的脱碳层,技术要求硬度范围是:52.0~58.0HRC,结果表明渗碳层的硬度符合技术要求。 4.针对上述情况的快接钎杆,某单位到某矿区实地进行了凿岩试验,岩石的硬度f=10~12,试验结果是进尺500米左右,钎杆在螺纹处早期失效断裂。我们又对早期失效的钎杆进行了分析。 4.1断口试样疏松、偏析正常。从外表面开始断裂,即疲劳源在外表面的渗碳层区域,渗碳层区域有较多的纵向裂纹及掉快现象。(见图12、13) 图12快接钎杆螺纹断口形貌 图13快接钎杆螺纹断口形貌 4.2钎杆的成分、夹杂物、硬度等指标符合技术要求。表面渗碳层、心部的金相组织和前面分析的情况一样,渗碳层存在30~40%的残余奥氏体,心部组织杂乱且粗大。 5.分析总结及结论 由此可见,该厂所提供的快接钎杆所选用的材料的质量是可以满足设计需求的,处理的硬度也符合技术要求,但是产品在热处理后期渗碳工序过程中,由于炉内气氛控制不良,造成渗碳层厚度不均、有轻微的脱碳,渗完碳后期冷却处理不良,造成快接钎杆子头、中、尾渗碳层及心部组织有较大差别。快接杆子在使用过程中,渗碳层中的残余奥氏体组织极其不稳定,会有组织转变的现象,如转变为马氏体等。随之伴随体积的变化,产生组织张应力,在高碳情况下极易产生应力裂纹,如实地试验钎杆与分析相吻合,因此极易造成杆子早期断裂失效。 心部组织比较杂乱,有马氏体、贝氏体、残余奥氏体,还有块状、沿晶铁素体,组织不佳,未达到预计的低碳板条马氏体组织的要求。另外,尾部心部组织较为粗大,如实地试验钎杆就是这种情况,此现象也是产生早期断裂失效的原因之一。 本文着重阐述了快接钎杆的用途、重要性、使用时所要达到的主要设计指标,并且通过对某企业生产的 T45 快接杆进行了分析,从生产工艺流程、化学成分、非金属夹杂物、金相组织、酸洗、硬度等均进行了分析,发现实际生产过程中存在的不足之处。
确定

还剩6页未读,是否继续阅读?

产品配置单



北京普瑞赛司仪器有限公司为您提供《T45快接钎杆中解剖分析检测方案(金相显微镜)》,该方案主要用于铅中理化分析检测,参考标准--,《T45快接钎杆中解剖分析检测方案(金相显微镜)》用到的仪器有研究级倒置式材料显微镜Axio Vert.A1、研究级偏光显微镜Axio Scope A1 pol、研究级体视显微镜 Stemi 508
推荐专场











该厂商其他方案
更多