








方案详情
文
在氧化锆和催化燃烧式气体传感器的应用领域中,可调谐二极管激光技术 (TDL) 正在迅速成为优化燃烧过程中分析 O2 和 CO 浓度的最佳技术。传统技术的问题在于不稳定的性能和较短的使用寿命,TDL将固有的可靠性、卓越的性能和快速响应速度融于一身,提供更具吸引力的技术。
方案详情

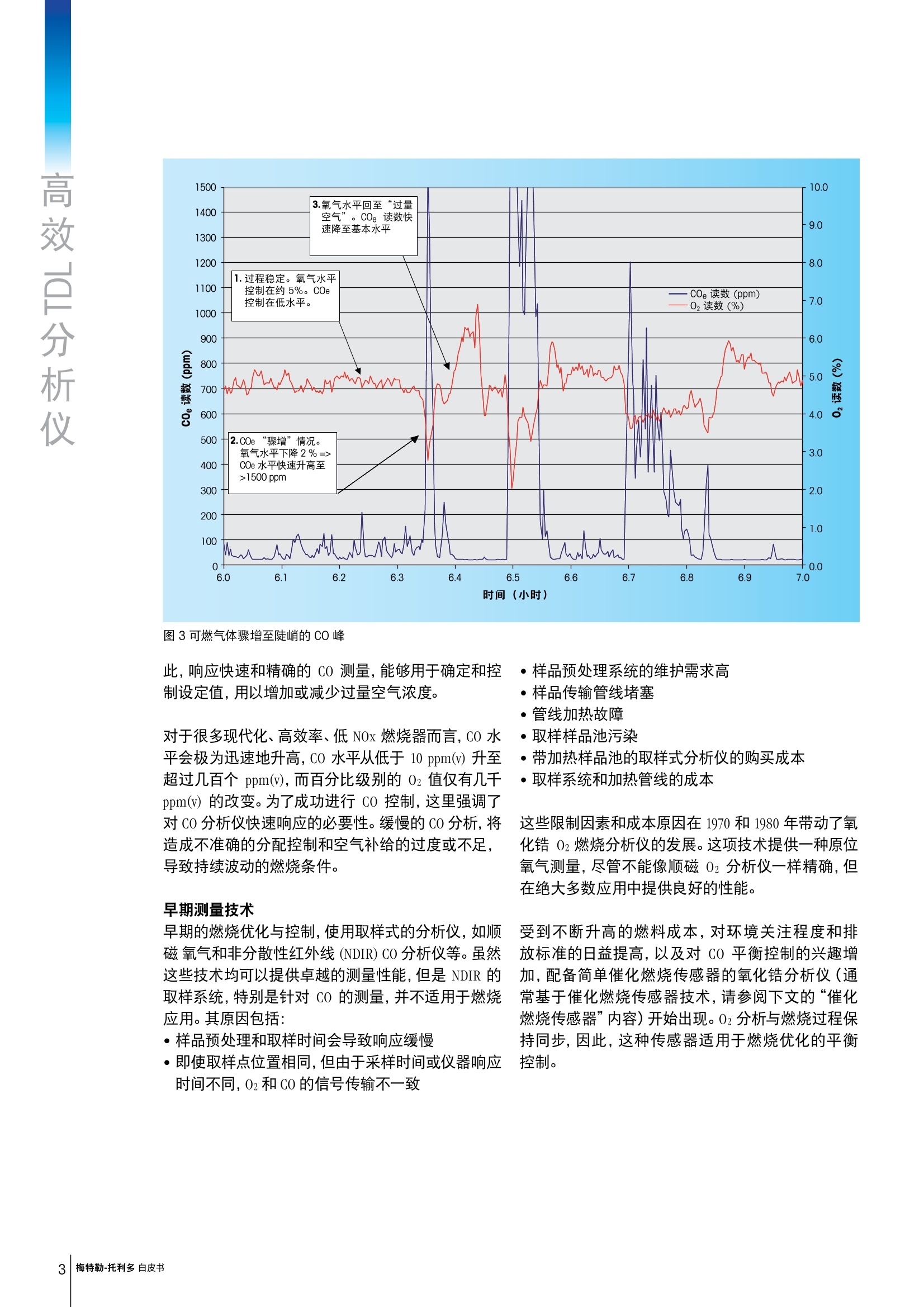
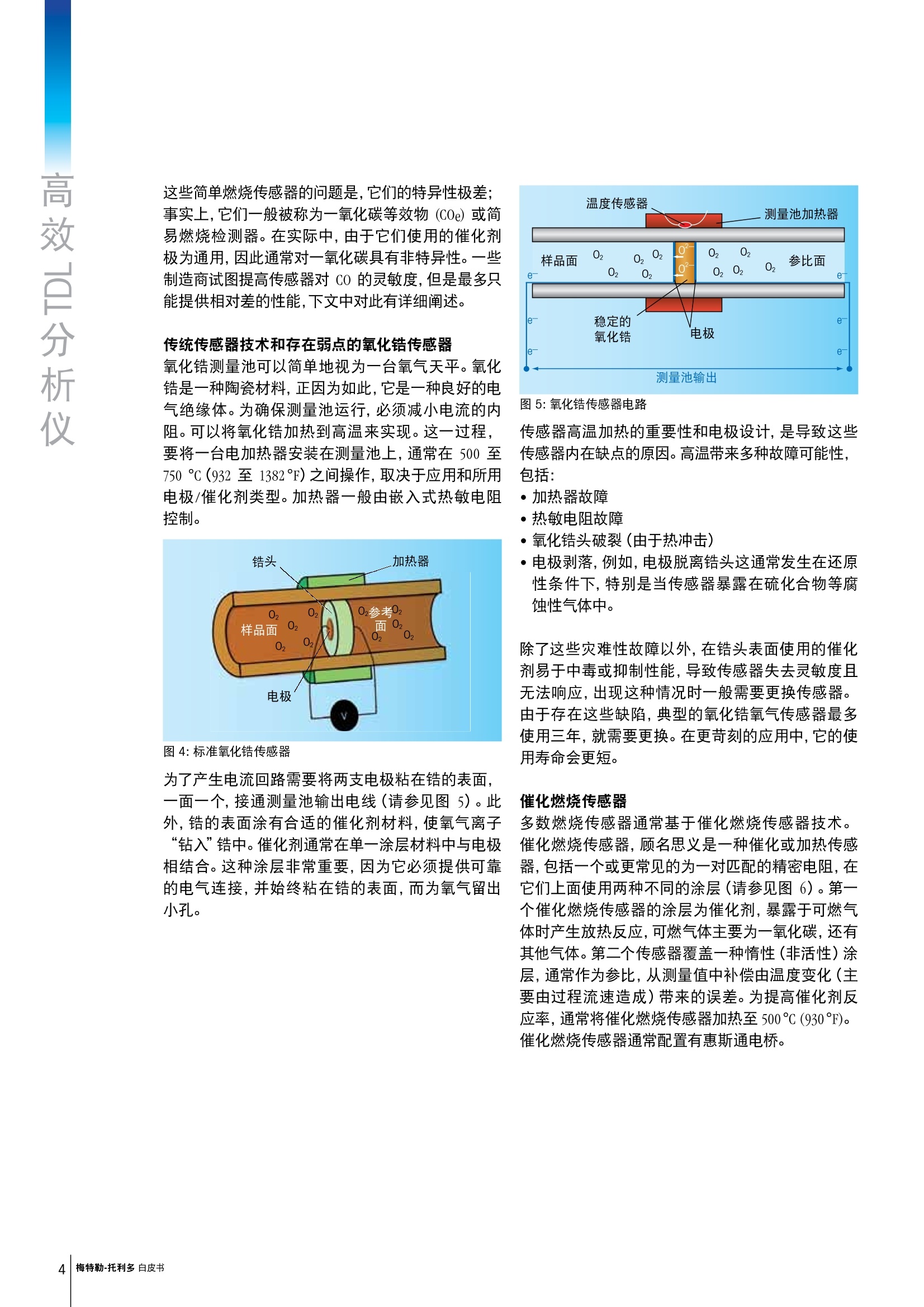
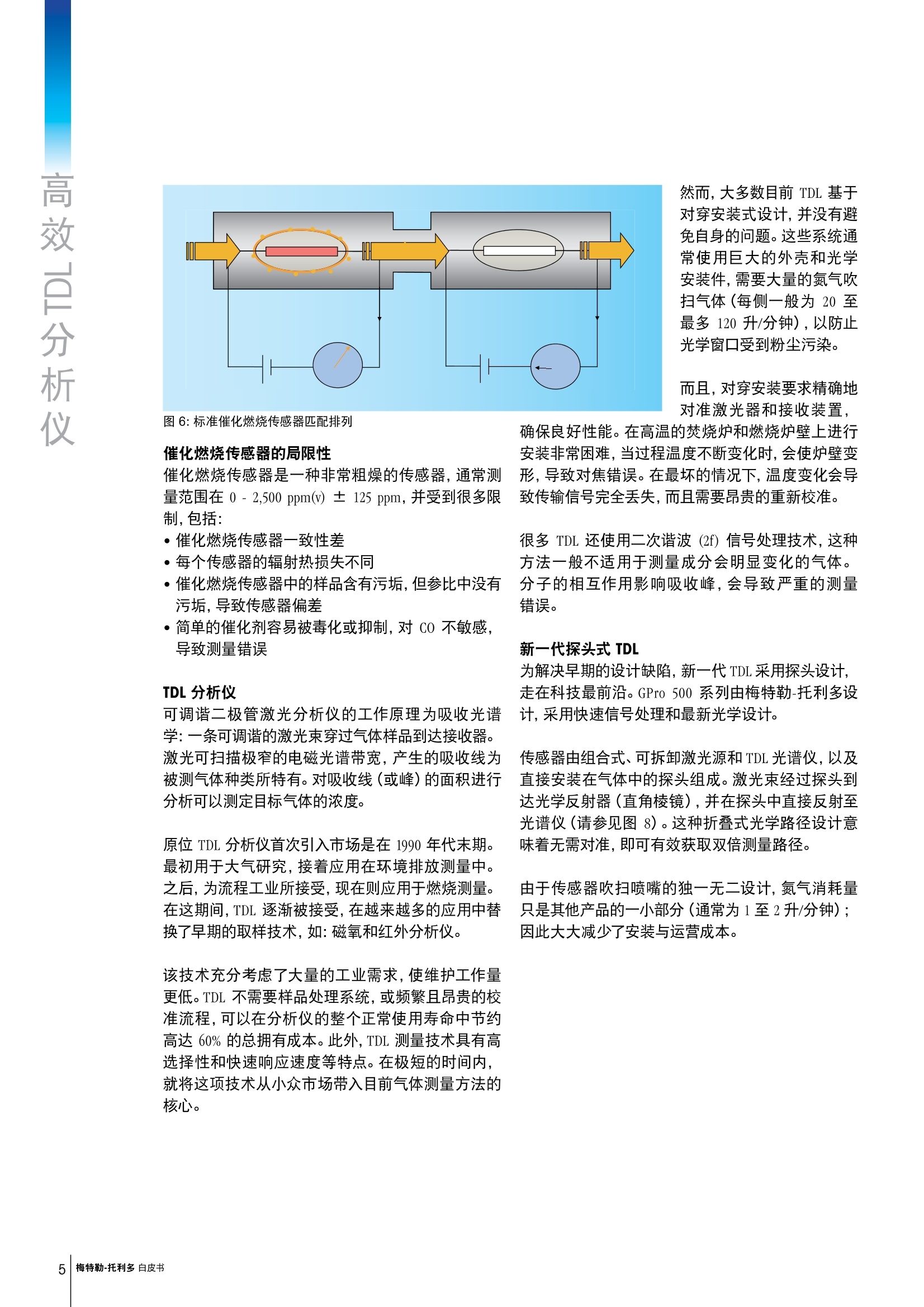
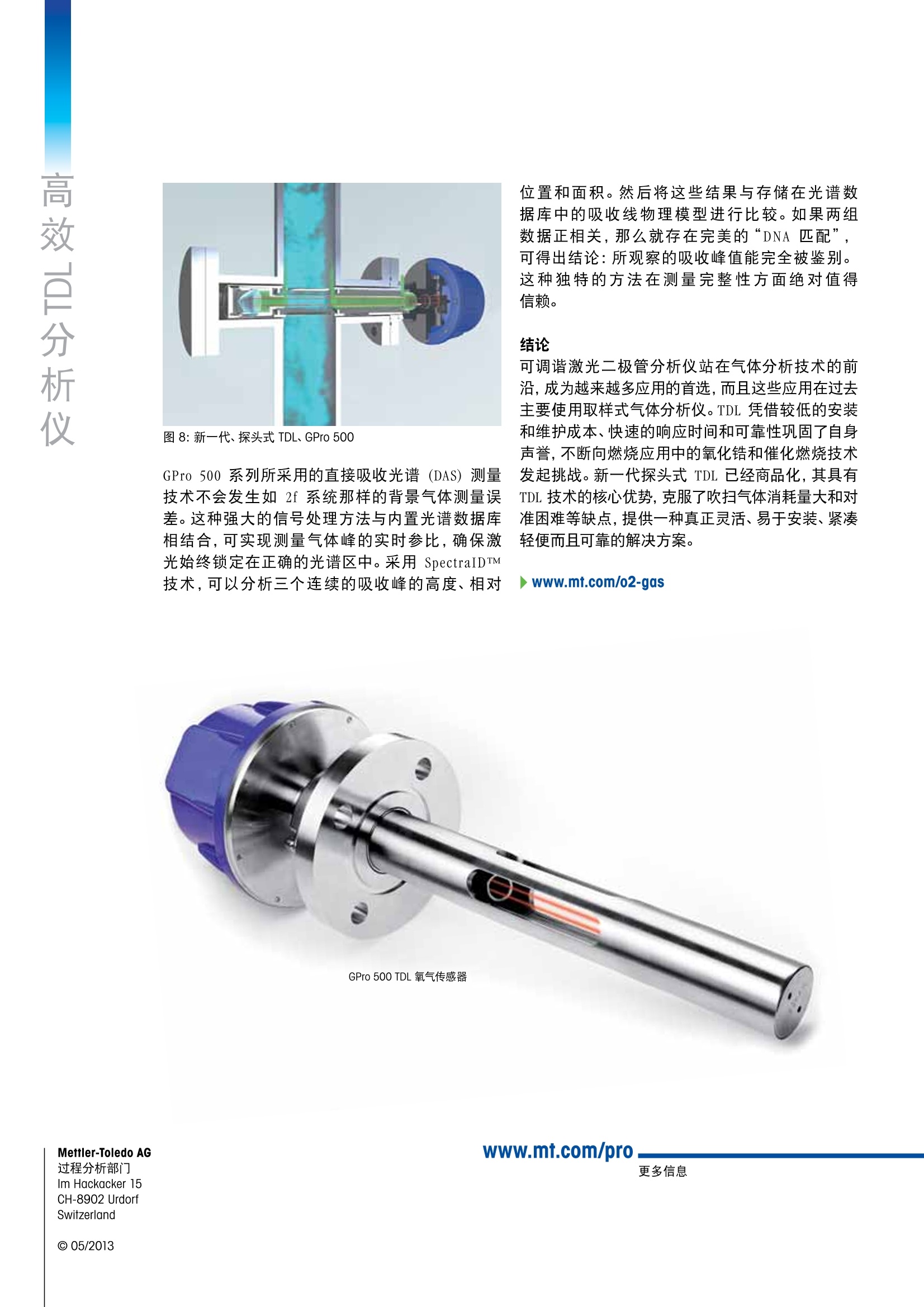
INGOLD过程分析的领导者 在氧化锆和催化燃烧式气体传感器的应用领域中,可调谐二二管激光技术 (TDL) 正在迅速成为优化燃烧过程中分析02和 CO 浓度的最佳技术。传统技术的问题在于不稳定的性能和较短的使用寿命, TDLs将固有的可靠性、卓越的性能和快速响应速度融于一身,提供更具吸引力的技术。 简介 在全球范围内燃烧过程有成千上万种。从中小型规模的废物焚烧炉一直到大型发电厂。行业包罗万象,例如炼油与石化、化学中间体、电力,以及钢铁生产,在这些行业中,使用到各种熔炉、锅炉、窑炉、过程加热器、焚烧炉和热力氧化器。每种燃烧过程都需要可靠的氧气测量,从而确保运行安全性,并最大限度提高效率。此外,严格的氧气控制可以显著降低燃料使用成本,并减少有害可燃物和温室气体排放。 实现这些目标需要完全可靠、精确和低维护的分析仪,可以连续运行,且仅需最少的人员参与。 燃烧效率 高效燃烧是确保工厂安全性和最大程度减少大气排放的关键因素。同时,还避免燃烧器中发生燃料过量或氧气过量情况,为成本节约提供了巨大空间。燃料过量条件会浪费燃料,导致其他安全问题,同时增加 co的排放量。而氧气过量条件会造成过度冷却,导致燃烧不充分,造成更多的 NOx和 SOx 排放。 图1所示为理想燃烧效率曲线。从图中可以看到,当过量空气足以确保充分燃烧时,就会达到最大燃烧效率。所以,我们的目标是以最少的过量空气,通过CO 骤增指示,以获得精确的控制范围从而确保燃烧绝对不会超过“临界”点而变成燃料过量条件。 图1:燃烧效率曲线(静态系统) 上述情况适用于静态系统,就是燃料类型/质量、环境条件和燃烧器的能力从不变化。当然,在实际情况中,部分或全部的参数都会发生改变。其结果是,临界点和确保最大效率的空气浓度会发生明显的变化。图2所示为参数变化如何影响燃烧效率曲线最高效率点和临界点发生偏移。 影响临界点的因素包括: ·燃料成分/类型和热值的变化 。燃料的密度变化 ·负载变动 ·大气条件的变化,特别是湿度,影响燃烧所使用的空气 ·燃烧器状况(污染) 。燃烧系统老化 图2:不断变化的燃烧条件 仅控制氧气 当燃烧过程仅测量氧气,系统的理想过量空气含量首先通过模型测算,或根据燃烧器或熔炉制造商提供的数据进行计算。然后,操作人员以略高于过量空气水平下运行过程(略氧气过量),从而确保安全。过量空气增多,超过理想浓度值,很大程度上取决于操作人员对氧气分析的信心。因此,为了在保证安全性的前提下,确保最高效率,拥有可靠、精确的氧气测量值至关重要。如果在氧气测量中存在不确定性,通常会导致过程过量氧气,由于需要更多的燃料,因此成本显著增加。 为更好说明低效燃烧过程带来的成本,下列计算可作为典型的介绍。 02每过量1.5%~增加1%燃料成本 co每过量0.2%~增加1%燃料成本 在大规模燃烧过程中,这些成本十分巨大。在最高效率下运行意味着仅需数月即可收回分析设备的初始购买和安全成本。 氧气和 CO 测量(CO控制) 在测量氧气的同时,现在越来越多地结合了可燃气体测量,从而进一步提高效率,并通过控制 CO 减少大气排放。 此外,从图1可以了解到,最理想的控制点(最大效率)恰好在 CO 即发生生骤增的浓度之上,此时进入燃料过量区。CO 骤增极为迅速,如图3所示,由于氧气浓度(过量空气)降低,出现了陡峭的 CO 峰形。因 此,响应快速和精确的 CO 测量,能够用于确定和控制设定值,用以增加或减少过量空气浓度。 对于很多现代化、高效率、低 N0x 燃烧器而言,CO 水平会极为迅速地升高, CO 水平从低于 10 ppm(v)升至超过几百个 ppm(v), 而百分比级别的02值仅有几千ppm(v) 的改变。为了成功进行CO 控制,这里强调了对 C0分析仪快速响应的必要性。缓慢的 CO分析,将造成不准确的分配控制和空气补给的过度或不足,导致持续波动的燃烧条件。 早期测量技术 早期的燃烧优化与控制,使用取样式的分析仪,如顺磁氧气和非分散性红外线 (NDIR) CO 分析仪等。虽然这些技术均可以提供卓越的测量性能,生是 NDIR 的取样系统,特别是针对 CO 的测量,并不适用于燃烧应用。其原因包括: 。样品预处理和取样时间会导致响应缓慢 ·即使取样点位置相同,但由于采样时间或仪器响应时间不同,02 和 Co的信号传输不一致 ·样品传输管线堵塞 ·管线加热故障 ·取样样品池污染 ·带加热样品池的取样式分析仪的购买成本 ·取样系统和加热管线的成本 这些限制因素和成本原因在1970和1980年带动了氧化锆02燃烧分析仪的发展。这项技术提供一种原位氧气测量,尽管不能像顺磁02分析仪一样精确,但在绝大多数应用中提供良好的性能。 受到不断升高的燃料成本,对环境关注程度和排放标准的日益提高,以及对 CO 平衡控制的兴趣增加,配备简单催化燃烧传感器的氧化锆分析仪(通常基于催化燃烧传感器技术,请参阅下文的“催化燃烧传感器”内容)开始出现。02分析与燃烧过程保持同步,因此,这种传感器适用于燃烧优化的平衡控制。 这些简单燃烧传感器的问题是,它们的特异性极差;事实上,它们一般被称为一氧化碳等效物(COe)或简易燃烧检测器。在实际中,由于它们使用的催化剂极为通用,因此通常对一氧化碳具有非特异性。一些制造商试式提高传感器对 CO 的灵敏度,但是最多只能提供相对差的性能,下文中对此有详细阐述。 传统传感器技术和存在弱点的氧化锆传感器氧化锆测量池可以简单地视为一台氧气天平。氧化锆是一种陶瓷材料,正因为如此,它是一种良好的电气绝缘体。为确保测量池运行,必须减小电流的内阻。可以将氧化锆加热到高温来实现。这一过程,要将一台电加热器安装在测量池上,通常在500至750℃(932至1382°F)之间操作,取决于应用和所用电极/催化剂类型。加热器一般由嵌入式热敏电阻控制。 图4:标准氧化锆传感器 为了产生电流回路需要将两支电极粘在锆的表面,一面一个,接通测量池输出电线(请参见图5)。此外,锆的表面涂有合适的催化剂材料,使氧气离子“钻入”锆中。催化剂通常在单一涂层材料中与电极相结合。这种涂层非常重要,因为它必须提供可靠的电气连接,并始终粘在锆的表面,而为氧气留出小孔。 图5:氧化锆传感器电路 传感器高温加热的重要性和电极设计,是导致这些传感器内在缺点的原因。高温带来多种故障可能性,包括: ·加热器故障 。热敏电阻故障。氧化锆头破裂(由于热冲击) 。电极剥落,例如,电极脱离锆头这通常发生在还原性条件下,特别是当传感器暴露在硫化合物等腐蚀性气体中。 除了这些灾难性故障以外,在锆头表面使用的催化剂易于中毒或抑制性能,导致传感器失去灵敏度且无法响应,出现这种情况时一般需要更换传感器。由于存在这些缺陷,典型的氧化锆氧气传感器最多使用三年,就需要更换。在更苛刻的应用中,它的使用寿命会更短。 催化燃烧传感器 多数燃烧传感器通常基于催化燃烧传感器技术。催化燃烧传感器,顾名思义是一种催化或加热传感器,包括一个或更常见的为一对匹配的精密电阻,在它们上面使用两种不同的涂层(请参见图6)。第一个催化燃烧传感器的涂层为催化剂,暴露于可燃气体时产生放热反应,可燃气体主要为一氧化碳,还有其他气体。第二个传感器覆盖一种惰性(非活性)涂层,通常作为参比,从测量值中补偿由温度变化(主要由过程流速造成)带来的误差。为提高催化剂反应率,通常将催化燃烧传感器加热至500℃(930°F)。催化燃烧传感器通常配置有惠斯通电桥。 然而,大多数目前 TDL 基于对穿安装式设计,并没有避免自身的问题。这些系统通常使用巨大的外壳和光学安装件,需要大量的氮气吹扫气体(每侧一般为20至最多120升/分钟),以防止光学窗口受到粉尘污染。 而且,对穿安装要求精确地对准激光器和接收装置, 催化燃烧传感器的局限性催化燃烧传感器是一种非常粗燥的传感器,通常测量范围在0-2,500 ppm(v) ± 125 ppm, 并受到很多限制,包括: ·催化燃烧传感器一致性差 每个传感器的辐射热损失不同。催化燃烧传感器中的样品含有污垢,但参比中没有污垢,导致传感器偏差 ·简单的催化剂容易被毒化或抑制,对 CO 不敏感,导致测量错误 TDL 分析仪 可调谐二极管激光分析仪的工作原理为吸收光谱学:一条可调谐的激光束穿过气体样品到达接收器。激光可扫描极窄的电磁光谱带宽,产生的吸收线为被测气体种类所特有。对吸收线(或峰)的面积进行分析可以测定目标气体的浓度。 原位 TDL 分析仪首次引入市场是在1990年代末期。最初用于大气研究,接着应用在环境排放测量中。之后,为流程工业所接受,现在则应用于燃烧测量。在这期间, TDL 逐渐被接受,在越来越多的应用中替换了早期的取样技术,如:磁氧和红外分析仪。 该技术充分考虑了大量的工业需求,使维护工作量更低。TDL 不需要样品处理系统,或频繁且昂贵的校准流程,可以在分析仪的整个正常使用寿命中节约高达60%的总拥有成本。此外, TDL 测量技术具有高选择性和快速响应速度等特点。在极短的时间内,就将这项技术从小众市场带入目前气体测量方法的核心。 确保良好性能。在高温的焚烧炉和燃烧炉壁上进行安装非常困难,当过程温度不断变化时,会使炉壁变形,导致对焦错误。在最坏的情况下,温度变化会导致传输信号完全丢失,而且需要昂贵的重新校准。 很多 TDL 还使用二次谐波(2f) 信号处理技术,这种方法一般不适用于测量成分会明显变化的气体。分子的相互作用影响吸收峰,会导致严重的测量错误。 新一代探头式 TDL 为解决早期的设计缺陷,新一代 TDL采用探头设计,走在科技最前沿。GPro 500系列由梅特勒-托利多设计,采用快速信号处理和最新光学设计。 传感器由组合式、可拆卸激光源和TDL 光谱仪,以及直接安装在气体中的探头组成。激光束经过探头到达光学反射器(直角棱镜),并在探头中直接反射至光谱仪(请参见图8)。这种折叠式光学路径设计意味着无需对准,即可有效获取双倍测量路径。 由于传感器吹扫喷嘴的独一无二设计,氮气消耗量只是其他产品的一小部分(通常为1至2升/分钟);因此大大减少了安装与运营成本。 图8:新一代、探头式 TDL、GPro 500 GPro 500 系列所采用的直接吸收光谱 (DAS) 测量技术不会发生如 2f系统那样的背景气体测量误差。这种强大的信号处理方法与内置光谱数据库相结合,可实现测量气体峰的实时参比,确保激光始终锁定在正确的光谱区中。采用 SpectraIDTM技术,可以分析三个连续的吸收峰的高度、相对 位置和面积。然后将这些结果与存储在光谱数据库中的吸收线物理模型进行比较。如果两组数据正相关,那么就存在完美的“DNA匹配”,可得出结论:所观察的吸收峰值能完全被鉴别。这种独特的方法在测量完整性方面绝对值得信赖。 结论 可调谐激光二极管分析仪站在气体分析技术的前沿,成为越来越多应用的首选,而且这些应用在过去主要使用取样式式体分析仪。TDL 凭借较低的安装和维护成本、快速的响应时间和可靠性巩固了自身声誉,不断向燃烧应用中的氧化锆和催化燃烧技术发起挑战。新一代探头式 TDL 已经商品化,其具有TDL 技术的核心优势,克服了吹扫气体消耗量大和对准困难等缺点,提供一种真正灵活、易于安装、紧凑轻便而且可靠的解决方案。 Mettler-Toledo AG 过程分析部门 Im Hackacker 15 CH-8902 Urdorf Switzerland C 05/2013 特勒-托利多白皮书
确定

还剩4页未读,是否继续阅读?

产品配置单




梅特勒托利多为您提供《燃烧过程中PA白皮书-高效TDL分析检测方案 》,该方案主要用于其他中其他检测,参考标准--,《燃烧过程中PA白皮书-高效TDL分析检测方案 》用到的仪器有梅特勒托利多 InPro系列 在线pH ORP 酸度计、梅特勒托利多 在线溶氧/溶解氧测量系统、梅特勒托利多 在线pH·ORP 酸度计、梅特勒托利多 InPro/InLab 电极-ph/ORP/电导测量
推荐专场












相关方案
更多
该厂商其他方案
更多