推荐厂家
暂无
暂无




 留言咨询
留言咨询

 400-860-5168转4567
留言咨询
400-860-5168转4567
留言咨询
 留言咨询
留言咨询


激光焊接的市场占有率 与激光切割、加工、微处理以及打标应用相比,市场对激光焊接接受缓慢的原因尚有待探讨。TWI公司是一家专注于焊接研究、顾问并提供培训服务的公司,该公司激光技术与板材加工部项目总监Geert Verhaeghe说:“只有那些能够利用激光束的一个或多个特征(如高精度、热输入低(低畸变)、穿透深、速度快等)的应用,才特别适合使用激光焊接。客户经常就从弧焊加工改为激光加工向我们寻求咨询。我们始终认为,对加工过程应该整体考虑,产品的设计往往需要修改,以充分利用激光器的优点。” 此外,Verhaeghe说:“激光焊接的工业应用在很长一段时间内受到限制,原因在于它对工件放置的要求非常严格。”也就是说,由于激光焊接的光斑更小,因此要求待电焊机出租焊接的工件要极为贴近。“激光焊接用于高精度的齿轮焊接并不困难;但是要将几米长、8mm厚的板材对焊在一起就要困难得多了。目前有许多种补偿技术,包括填料(使用焊料)、双点(使用光学元件对光束进行分束,从而增大焊接覆盖区)以及迂回行进(沿接缝摆动光束)。我最赞同将激光焊接与弧焊相结合,这样能够同时利用两种方法的优点——即激光焊接的高速度以及弧焊的大熔池。” Verhaeghe认为,没有哪个制造商可以确保激光焊接一定比传统焊接具备经济可行性。“我们经常在客户投资之前为他们做技术-经济比较,” 他说,“这需要考虑可能影响运行成本的各种因素:包括激光器光源、冷却、维护/服务、操作以及耗材等。”他还指出,更加困难的是评估降低畸变以及减少返工 /修理所带来的“间接” 好处,而这些通常是高度可重复的激光焊接加工的最大优势。 当然,市场占有率也和地域有关。市场调研公司Frost & Sullivan的高级研究分析师Archana Chauhan认为:“在激光焊接设备的采用和供应方面,欧洲将继续引领业界前沿。”Miyachi Unitek公司激光产品经理Geoff Shannon认为:“各行各业仍然不同程度地缺乏对激光焊接的认识。欧洲拥有强大的激光市场,而且欧洲可能也拥有比其他地区更多的教育和研究机构致力于或提供激光加工,尤其是激光焊接。” 激光焊接的应用现状 目前,一些公司(如空中客车公司)已经使用激光焊接取代电阻点焊进行飞机机身结构的铆接,另外,奥迪、宝马和大众等汽车制造商,以及几个欧洲造船厂也已经采用了激光焊接技术。Meyer Werft 公司是在游轮与渡轮市场中表现活跃的一家公司,该公司目前使用激光和激光复合焊接技术,焊接钢夹芯板和常规加筋板。游轮及渡轮制造商Aker Yards公司使用激光气体金属弧焊(MAG)复合焊接技术制造平板。Blohm+Voss造船厂使用激光对常规加筋板进行焊接和切割。Odense Steel Shipyard公司也利用激光进行焊接、切割,以及对货运集装箱的钢铁组件进行打标等多种加工。 上述许多应用的一个共同点在于:激光的作用不仅仅在于焊接,还包括切割、打标等。如果激光能在某一特定应用场合实现双重甚至三重功能,那么它的价值定位就急剧升高。例如,汽车制造商戴姆勒使用扫描光学或所谓的“远程焊接”,引导稳定光束沿焊缝行进,或者将单束激光分成多束用于多种用途。戴姆勒公司生产与材料技术部门项目经理Holger Schubert表示,与传统的电阻点焊相比,扫描光学加工几乎可以将生产时间缩短80%。由于小直径激光束可以对汽车零部件进行点焊,不需要使用大的连接法兰,从而使汽车零部件更小更轻。 激光焊接除了在“宏观”或大型工业加工中获得广泛应用外,还在微焊接(小型号精密零件和光电子器件的精密焊接)领域一展身手(见图1)。“微焊接一般对应的是穿透深度小于1mm的焊接,”Miyachi Unitek公司的Shannon介绍说,“医疗市场可能是目前增长最快的领域,其中典型电焊机应用包括医疗仪器、焊缝密封可植入装置、导丝焊等。” 另外,微焊接甚至在珠宝首饰行业也发挥着一定作用。“大多数Nd:YAG激光宝石焊接机的工作能量范围在35~300J之间,光束宽度在0.2~2.0mm范围内可调。”Satow Goldsmiths 公司的Steve Satow说,“我对珠宝商们进行激光加工培训,要想手工稳定地实现焊接,并能准确地保证0.2mm的焊接深度,是需要一定经验的。值得一提的是,激光焊接能为珠宝商节约大量成本。” 非金属材料的激光焊接 虽然对于连接两种金属,激光焊接取代常规焊接技术是显而易见的,但激光焊接的最大优势可能在于连接塑料、聚合物以及其他非金属材料,传统上这些材料是通过加热元件或者超声波加工进行连接的。TWI公司拥有专利、并授权给光电子设备制造商Gentex 公司使用的Clearweld工艺,是激光焊接非金属材料的一个很好的例子。Clearweld工艺采用近红外吸收焊接材料,可以将激光能量转换为热量,实现高质量焊接。Gentex公司介绍说,Clearweld工艺的优点在于高焊接速度、无明显焊斑、热变形小、不同产品间的切换速度快,以及能同时对多层工件进行焊接。 图1. 微焊接应用。图中显示了将0.04英寸宽、0.0015英寸厚的铜丝带互连焊接到焊盘上。激光焊接使用的是功率为2W、波长为532nm的倍频Nd:YAG激光器,其光束直径为0.03英寸,脉宽为1.5毫秒。 除了使用Clearweld工艺焊接洁净塑料,以及加工处理更具挑战性的ABS型塑料外,bielomatik 公司还将光纤激光器应用于某些要求最严格的场合。 在防水服装和室内装饰品应用的纺织品连接方面,也正在探索使用激光焊接。两年来,欧洲共同体(EC)资助的自动激光焊接纺织品(ALTEX)项目,实现了涤纶面料、尼龙里料和透气膜这三层复合材料的连接,以及聚氨酯涂层材料和双面不干胶复合材料的连接。该项目使用的是功率为75W、波长为 940nm的六轴自动激光二极管焊接系统。项目协调员Ian Jones说,激光焊接能够以比手工缝合快4倍的电焊机租赁速度实现高致密性连接,并且抗水渗透和洗涤试验生存指标均超过当前的行业要求。ALTEX项目已于 2007年12月结束,但相关工作仍在欧盟的LEAPFROG项目中继续进行。 激光焊接甚至已经进入纺织行业。ProLas公司生产的TexWeld Duo是一种双激光焊接机,结合了直接、透射焊接和超声波焊接,能够实现服装、集装箱袋和工业用纺织品的连续缝合焊接。
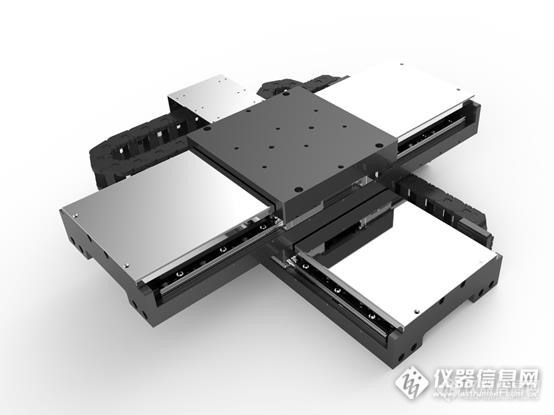
为了解决日益突显的能源、环保问题,新能源行业越来越受到世界各国的关注。锂电池行业作为国家重点扶持新能源项目发展较为迅速。近两年,中央和地方各项扶持政策协同效果逐渐显现,我国的新能源汽车市场出现了超预期发展和增长,并带动了产业链上下游企业的高速增长尤其是锂电池行业, 随着新能源汽车销量的进一步提高,业内预计,2018年锂电池或将进入供应紧张的阶段,强烈的需求对锂电池的产品技术、工艺、性能提出了更高的要求,更进一步凸显了产能的不足。目前国际上大多采用先进的激光焊接技术对锂电池的电池芯及保护板进行焊接。随着制造业的不断发展,大力发展高端制造技术,如何提高激光技术在锂电池制造领域的技术水平、如何升级优化激光焊接设备的整体性能,成为目前各个厂家研究的重点。在运动平台部分,直线电机相较于滚珠丝杆有更优的动态性能,更精密的定位精度及重复定位精度,更高的稳定性,更低的维护成本。用直线电机传动平台替换滚珠丝杆运动平台已成为必然趋势。激光焊接技术特点及难点: 激光焊接是一个将正负极材料、隔膜和电解液等原材料化零为整的融合制造过程,是整个锂电池生产流程中的关键工艺。激光焊接是利用激光束优良的方向性和高功率密度等特点来进行工作的。激光焊接有以下特点:激光功率密度高,可以对高熔点、难熔金属或两种材料进行焊接 聚焦光斑小,加热速度快,作用时间短,热影响区域小,热变形可忽略;激光焊接属于非金属焊接,无机械应力和机械变形;激光焊接装置易于计算机联机,能精确定位,实现自动焊接。锂电池模组通过高效精密的激光焊接可以大大降低接触电阻,降低能耗,提高电池的安全性、可靠性和使用寿命。但激光焊接要求焊件装配精度高,且要求激光束在工件上的位置不能有显著偏移。若焊件装配精度以及激光束定位精度达不到要求,很容易造成焊接缺憾,影响焊接质量。激光焊接技术的特点以及锂电池的结构性能对激光焊接设备的运动平台提出了更高更精密的要求。双轴联动直线电机平台技术特点及难点: 直线电机的本质是把旋转电机平放展开并直接连接到驱动负载上。它能替代例如滚珠丝杠、齿条与齿轮、皮带与皮带轮和减速箱的所有机械传动部分,从而消除了齿隙以及与机械传动相关的问题。具有结构简单、调速范围宽、动态性能优良、定位精度高、安全可靠、运行噪声低、无磨损、免维护以及无限行程等优点。灵猴双轴联动直线电机平台加速度可达5g、重复定位精度可达1μm并且在深度优化结构设计的基础上采用独特自主编写控制算法,跟踪检测速度波动,并作出后续补偿,使双轴直线电机在高速度走曲线小圆弧运动条件下,速度波动在3%以下,轨迹偏差更是在微米级别。完全满足锂电池激光焊接对平台精度、加速度、速度等性能的要求。日前有某激光焊接设备厂商客户的设备运动平台采用的是丝杆模组,但在其加速度为1g、速度提到100mm/s时其设备的焊接质量将无法保证,现需求双轴联动直线电机平台以替代丝杆平台模组并明确要求提供包括圆弧转角在内的跟随误差测试报告,但该客户对直线电机运动平台并不了解,故向我公司寻求解决方案。经过与客户的数次技术交流,在完全理解掌握客户设备的特性信息后设计了初版双轴联动直线电机运动平台模组,但是其要求的运动平台的运动轨迹的圆弧转角要求较小,且其速度及精度要求较高,经过我司对双轴联动直线电机平台的结构优化,定制化编写算法控制上下两轴的耦合,经过详细的系统测试,最终满足客户的需求,升级优化了客户的激光焊接设备,使其设备的焊接速度、精度以及稳定性在同行业处于领先地位。客户要求如下:[b]直线电机需求表 [/b]客户名称:[u] 某激光焊接设备集成 [/u]运用行业:[u] 锂电池激光焊接 [/u]联系人电话:[u] [/u]电子邮箱:[u] [/u]运动轴运动方式 :□水平 √ □垂直速度规划曲线:□1/3-1/3-1/3梯形波 √ □1/2-1/2三角形波总的运动行程:[u] 上轴270mm、下轴300mm [/u]mm总的运行时间:[u] 1.8s [/u]s最大运行速度:[u] 0.5 [/u]m/s最大运行加速度:[u] 3g [/u]m/s2负载重量:[u] 30 [/u]kg精度定位精度:[u] ±5 [/u]μm重复定位精度:[u] ±1 [/u]μm分辨率:[u] 0.1 [/u]μm放大器和电源最大电流:[u] 6.3 [/u]A电压:[u] 220 [/u]VAC □50 Hz √ □60Hz使用环境环境温度:[u] 室温 [/u]℃最大允许温升:[u] 130 [/u]℃是否在无尘环境中: □是 √ □否是否允许水冷或空气冷却:□是 □否 √是否是真空环境: □是 √ □否硬件总体设计及验证系统配置: 双轴联动直线电机运动平台主要由:直线电机、检测反馈、驱动控制,防护装置四部分组成。该运动平台选用无铁芯直线电机,运动平滑无齿槽力;检测反馈由光栅或磁栅、霍尔、温控组成;此平台模组选用的是高创驱动器,防护装置由风琴防护罩、高性能拖链、光电传感器、优力胶硬限位组成,充分保护运动平台的安全可靠性。模型效果如图2所示: [img=十字滑台,554,415]http://ng1.17img.cn/bbsfiles/images/2017/08/201708311009_01_3294819_3.jpg[/img][align=center]图1:双轴联动模组模型[/align]双轴联动直线电机主要性能参数如图3所示: [img=,327,290]http://ng1.17img.cn/bbsfiles/images/2017/08/201708311010_01_3294819_3.jpg[/img][align=center]图2:双轴联动模组性能参数[/align]验证测试根据客户设备的运动特点及轨迹,为保证客户设备在运行过程中的稳定性及可靠性,我们多次做了过需求验证并出具了相关的验证报告,运动平台的各项参数均符合客户需求,并做了相当于设备连续运行1.5年的耐疲劳测试,各项参数均无异常。经过多次技术交流、结构优化、测试验证,灵猴双轴联动直线电机运动平台仅在两周的时间就达到了客户的要求,满足了交付条件并实时在客户现场调试安装,直到客户设备完全出货,我们还积极跟踪我司产品在客户设备终端的运行状况以及各项数据,实时为客户设备提供可靠性报告。该客户“非标私人订制”的双轴联动直线电机运动平台模组上下两轴均采用自主研发的BUM系列无铁芯直线电机,该系列直线电机具有高推力、低运动质量、无齿槽效应、无磁吸力等特点,特别是在走曲线圆弧轨迹时,可实现高速度小圆弧转角下的低速度波动。在使用了双轴联动直线电机运动平台后,使其焊接速度提高50%,提高了其圆弧转角处的焊接质量,升级优化了客户整体设备的性能,提高客户设备销量的同时也增加了直线电机模组的销量,真正实现了双赢价值。直线电机平台模组除上述应用外,还有在医疗行业应用的超薄十字蛇形运动平台模组,其整体尺寸大小仅有圆珠笔大小;在3C行业中的视觉检测以及点胶平台上的快速移动的四轴联动直线电机模组;在机床以及快速搬运行业的LPS系列单轴平台模组;可以完全直接替换丝杆的SP标准系列单轴平台模组等等。随着制造行业越来越苛刻的要求,现代先进制造装备向着高速度、高精度、快响应、大行程的趋势发展。这必然要求一个反应灵敏、高速、轻便的驱动系统,由于传统的进给方式—“旋转电机+ 滚珠丝杠”需要联轴器、丝杠等中间传递环节,造成整体系统刚性不够、弹性变形严重,又因为该“间接传动”中丝杠精度很难提高、存在反向间隙等缺点,使得传统的进给系统无法达到上述要求。相对而言,直线电机具有结构简单、安装方便、无接触、无磨损等优点,并在精度、重复定位精度、刚度、工作寿命等其他性能指标上都优于旋转电机。其主要推广与高速、高精等旋转电机无法满足要求的场合。现代直线电机技术日益成熟,其势必取代传统的“旋转电机+ 丝杠”的传动模式。
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=149385]GBT+19867.4-2008+激光焊接工艺规程[/url]









 我要推广仪器
我要推广仪器
 下载APP
下载APP