推荐厂家
暂无
暂无



 400-860-5168转4273
400-860-5168转4273
 留言咨询
留言咨询
 400-860-5168转3372
留言咨询
400-860-5168转3372
留言咨询
 400-860-5168转1594
留言咨询
400-860-5168转1594
留言咨询


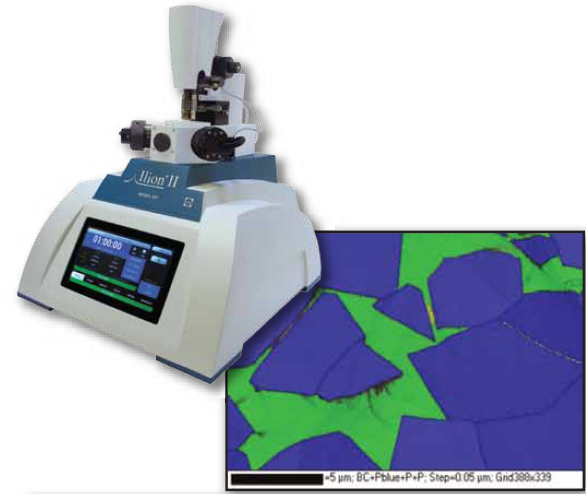
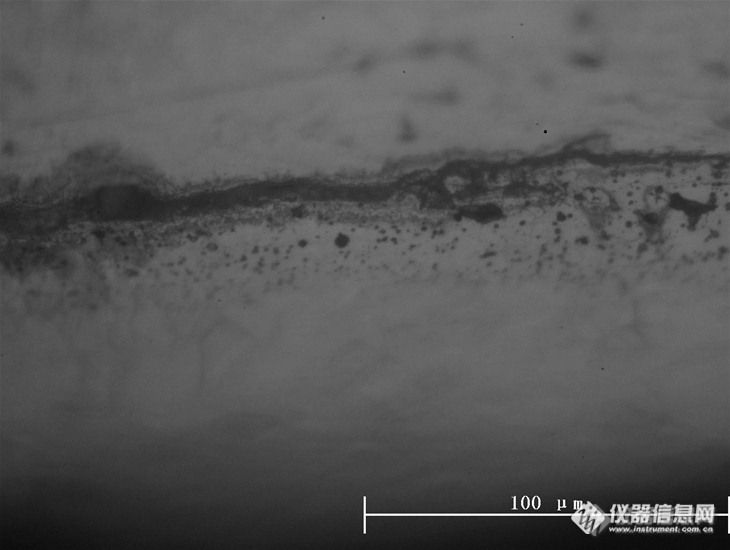
杨晓洁,袁兴栋,马洪涛(1. 山东省产品质量监督检验研究所,济南 250100;2.山东建筑大学 材料科学与工程学院,济南 250101)摘 要:采用宏观检验、化学成分分析和金相检验等方法对供热管道开裂的原因进行了分析。结果表明:由于供热管道的热处理工艺选择不当,导致沿铁素体晶界析出大量呈网状和链状分布的三次渗碳体,打打降低了供热管道的塑性和韧性,致使供热管道在使用过程中开裂。最后提出了改进措施。关键词:供热管道;三次渗碳体;微裂纹;沿晶开裂中图分类号:TG142.31 文献标志码:B 文章编号:1001-4012(2011)05-0327-02 某热电厂供热管道在使用近两个月时发生开裂。该管道材料为Q235B钢,直径为Φ450mm,壁厚为6mm,采用螺旋卷管加工,为退火态。钢管内流动介质为水蒸气,蒸汽温度在270~278℃,蒸汽压力为0.5~0.6MPa。为查明供热管道开裂的原因,笔者对开裂的管道进行了理化检验和分析。1 理化检验1.1 宏观检验图1为开裂管道的宏观形貌,可见开裂发生在供热管道壁处,已穿过整个壁厚。裂纹分主裂纹和次裂纹,主裂纹(图1中a处)沿管道环向延伸;第一条次裂纹(图1中b处)与主裂纹约成90°角,第二条次裂纹(图1中c处)与主裂纹约成30°角。将管道沿纵向剖开,观察开裂口发现已严重锈蚀,不能看清其宏观形貌,周围无明显宏观塑性变形。http://www.microscopy.com.cn/data/attachment/portal/201106/21/1623371wq8qqva3z2q417k.jpg1.2 化学成分分析在开裂管道上取样,并按GB/T 4336-2002《碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)》进行化学成分分析,结果见表1,可见该供热管道的化学成分符合GB/T 700-2006《碳素结构钢》对Q235B钢的要求。http://www.microscopy.com.cn/data/attachment/portal/201106/21/162340vqvp4qvllyshylol.jpg1.3 金相检验在供热管道开裂处的横、纵两个方向上分别截取试样,经镶嵌、磨制和抛光后在光学显微镜下观察。可见横向试样表面存在裂纹,裂纹较粗大且弯曲,主裂纹边缘尚有细小的次裂纹,见图3。将试样用4%(体积分数) 硝酸酒精溶液侵蚀后在光学显微镜下观察。横向试样和纵向试样的显微组织分别见图4和5,可见均为铁素体+珠光体+三次渗碳体,且沿铁素体晶界存在大量裂纹;三次渗碳体主要沿铁素体晶界分布,且成链状或网状析出,见图6和7。http://www.microscopy.com.cn/data/attachment/portal/201106/21/162343n87gdgjnjii4l8d4.jpg2 分析和讨论由化学成分分析结果可知,开裂的供热管道的化学成分符合标准要求。由金相检验结果可知,该供热管道的显微组织为铁素体+珠光体+三次渗碳体,且沿铁素体晶界存在大量裂纹,,三次渗碳体为硬而脆的相,且以网状或链状分布,破坏了基体的连续性,在晶界处产生应力集中,受力的作用形成微裂纹,大大降低了供热管道的塑性和韧性。三次渗碳体的析出可能是由于退火时加热温度过高或冷却速度过慢,致使碳原子充分扩散,在铁素体晶界处析出网状或链状分布的三次渗碳体。晶界的隔开两个不同结晶取向晶粒的区域,它是金属原子排列紊乱区,是裂纹容易穿过的区域,沿晶界分布的三次渗碳体受力的作用,形成微裂纹,并沿晶界进行扩展。随着管道压力的持续作用,裂纹尖端处的应力也继续增大和集中,裂纹沿管道壁厚方向进一步扩展,并与其他裂纹汇合,最终导致管道开裂。3 接力与改进措施由于三次渗碳体沿铁素体晶界成网状或链状析出,在力的作用下形成微裂纹,且沿晶界扩展,在使用过程中,在管道压力的持续作用下,裂纹进一步扩展,致使供热管道开裂。改进措施有:①调整材料的热处理工艺(降低加热温度或适当提高冷却速度),避免三次渗碳体的析出;②加强工序间的质量监督和运用必要的检测手段,即时发现工件中存在的缺陷。 参考文献:夏立芳,金属热处理工艺学.哈尔滨:哈尔滨工业大学出版社,1998:34.李炯辉,林德成.金属材料金相图谱(上册).北京:机械工业出版社,2006:304-307.张正贵,周兆元,刘长勇.高强度铝合金构件腐蚀疲劳失效分析.中国腐蚀与防护学报,2008,28(1):48-51.
Q235B方管R弧开裂原因分析钢种为Q235B,规格7.5×820mm热轧宽带钢加工方管,在方管折弯的过程中发生个别R弧开裂现象,对送检的试样进行开裂原因分析。1、试验方法 对所取的Q235B方管开裂试样酸洗除锈并进行宏观检测;截取试样开裂处的横向、纵向金相样,在GX51金相显微镜上进行金相检测。2、试验结果2.1宏观检测方管壁厚7.5mm,裂纹沿方管折弯外表面呈直线状分布,并向方管内壁延伸,裂纹最大长度为500mm,裂纹最大深度2mm,用20%HCl溶液对方管表面进行酸洗,酸洗后发现在方管R弧附近即距离焊缝30~60mm外表面存在大量细小裂纹,R弧附近裂纹存在沿板面细小裂纹扩展延伸现象,如图1所示。http://ng1.17img.cn/bbsfiles/images/2013/09/201309280931_467964_2795898_3.jpg http://ng1.17img.cn/bbsfiles/images/2013/09/201309280931_467965_2795898_3.jpga R弧附近细小裂纹 b 细小裂纹扩展延伸图1 开裂方管宏观形貌2.2 金相分析试样中夹杂物主要是A类、C类和D类,具体数据见表2,典型夹杂物见图2。表2 夹杂物及晶粒度评级表非金属夹杂物(级)晶粒度(级)ABCDDS8.02.00.51.52.5e0.5http://ng1.17img.cn/bbsfiles/images/2013/09/201309280931_467966_2795898_3.jpg http://ng1.17img.cn/bbsfiles/images/2013/09/201309280931_467967_2795898_3.jpg A类夹杂 D类夹杂 图2典型夹杂物在裂纹严重处取样分析,裂纹延伸现象明显,裂纹初始开裂位置,即方管距外表面较浅位置存在含有大量高温氧化物的原始裂纹,裂纹附近具有明显的高温内氧化质点,裂纹附近未发现较严重的夹杂物,如图3所示,腐蚀后裂纹两边的组织均为正常的铁素体+珠光体,裂纹附近也未发现严重的组织塑性变形;在方管R弧开裂轻微处取样分析,发现宏观条状缺陷为方管表面细小裂纹,裂纹内发现大量高温氧化物,裂纹附近具有明显的高温内氧化质点,裂纹长度为0.95mm,如图4所示。http://ng1.17img.cn/bbsfiles/images/2013/09/201309280932_467968_2795898_3.jpg
涂布极片开裂原因有哪些










 我要推广仪器
我要推广仪器
 下载APP
下载APP