推荐厂家
暂无
暂无



 400-860-5168转0927
400-860-5168转0927
 留言咨询
留言咨询
 400-860-5168转6203
留言咨询
400-860-5168转6203
留言咨询
 400-860-5168转1590
留言咨询
400-860-5168转1590
留言咨询



工作原因,最近翻译了一份稿件,发出来分享一下,原文附在最后,欢迎大家批评斧正!摘要柔性太阳能电池的表面涂层要求是高性能的紫外固化丙烯酸酯纳米复合材料。他们的合成不仅是一个微调的化学步骤,同时要求分散和研磨的过程。已申请专利的气相二氧化硅原位硅烷化在德国VMA公司的TORUSMILL®研磨分散机的帮助下表现得最好。从VMA实验室系列分散研磨机参数的可比性更简单方便的帮助从实验室试样放到规模生产。简介非凡的挑战要求非凡的解决方案:柔性太阳能电池要受到阳光、风力和各种外界因素几十年的摧残。要承受这些极端的要求,表面涂层必须柔韧,耐磨和耐划伤。当然,高透明度,成本效益和避免底材温度过高这些性能也是需要的。由于同时要求高的生产效率和低的工艺温度,优异性能的紫外光固化丙烯酸酯系统是首选。通过加入无机粒子,可使得丙烯酸酯配方的耐刮性和耐磨性可以进一步提高。只要填充度低于的阈值为25%体积(大约与40%质量百分比一致,因为无机颗粒的密度更高)则被认为是表面硬度与填充度呈线性过程。涂料表面硬度的提高比期望的颗粒硬度要低(图1)。直到超过渗流阈值,即颗粒不能再滑动,总硬度成为颗粒和基体的加权和。超过了渗流阈值,另一方面也就意味着这个系统不再搅动。插图1很明显地显示了理论状况,这就是众所周知的冶金过程。http://muchongimg.xmcimg.com/data/bcs/2016/1125/2685408_1480061742_165.gif图1: 提高填充度的紫外光固化纳米复合材料的微硬度的改善随质量百分比显示。插图显示了硬度和填充度的体积百分比在整个范围内的理论关系。突出的区域对应于主图中显示的数据。分散技术如果不是粒子本身的硬度,那是什么决定了不同填充度的硬度变化呢?这是由颗粒与基体之间的相互作用及矩阵,这受到粒子的表面处理,也即分散技术相互作用的控制。最不理想的情况是,微硬度随填充度的增加而降低,我们最近在实验室研究的一个水性纳米粒子丙烯酸酯系统(数据未显示)就是这种情况。另一方面,为了实现最大的颗粒基质相互作用的原位表面改性的硅烷化是在莱布尼茨研究所研发的。这一专利的概念是基于著名的化学反应与一个新过程的组合。颗粒表面硅烷化包括前体步骤(通过相应的烷氧基硅烷的水解形成的硅醇基取代)和硅烷醇与表面羟基缩合来结合扩散,从而提供表面活性。因为这些过程是丙烯酸酯基的自身反应,并不需要不确定的反式扩散。最后,每个颗粒都有了自己的硅烷均匀包裹,再交联与基体形成坚硬的质膜。如太阳能电池所用的透明薄膜,就需要非常精细的纳米颗粒。操作会产生气相二氧化硅纳米粒子(Degussa的气相二氧化硅比表面积至少200m2/g,即Aerosil200和Aerosil380)未经表面处理的这些粒子通常作为一种触变剂,百分之几的质量足以将清漆变成高粘度的腻子。这种效果当然也发生在中纳米复合材料的合成过程:纳米颗粒必须计量并慢慢加到有丙烯酸酯的TORUSMILL® 研磨分散机 中,该型号的分散机具有高扭矩力的引擎,并能满负荷运转。随着分散的开始并在表面反应的辅助下,纳米复合材料的粘度再次下降。当降低转矩力,机器上会显示出综合数值,告知操作员什么时候恢复供给二氧化硅纳米颗粒。一个完全自动化的耦合转矩控制和粒子计量已经应用在TORUSMILL® TM500中。透明清澈的纳米复合材料——使用TORUSMILL®使用传统的分散机是不可能得到完全透明清澈的清漆而且完全没有附聚物的。这就是TORUSMILL®专利系统的关键之处,分散机的预分散与研磨砂的创新结合,能有效地对基料先作预分散,之后用高性能的珠磨作研磨,不再需要转移基料:已经合成了纳米粒子超过20%质量百分比的透明清澈的纳米复合材料。透明清澈的意思是通过半米厚的纳米复合材料,仍能看到放在桶底的硬币上的字母。TORUSMILL®系列为纳米复合材料的合成线路的发展提供了极大的便利。 TORUSMILL® TM 10已经大批量运用在10L的规模原料下,也已经有了一些经验,更大的机器通常需要用更多的时间。很快将会大批量生产100L的型号 (图2是TM100) 或者是半吨规模的(TM500)。这种方式就是购买原材料从实验室小样到试生产到扩大规模生产的时理步骤。最终的产品通过在TORUSMILL®上的IOM系统生产的丙烯酸酯纳米复合材料表现出令人惊讶的低粘度,使我们制造出高填充度且涂层柔韧耐磨的太阳能电池。柔性太阳能电池还在试生产阶段,而丙烯酸酯纳米复合材料已经由莱比锡的Cetelon Nanotechnik成吨大批量生产并由WKP Unterensingen进一步加工成了耐受性极强、超细克拉级的箔。VMA TM砂磨分散机http://muchongimg.xmcimg.com/data/bcs/2016/1125/2685408_1480061743_427.gif图2: 来自VMA Getzmann的TORUSMILL®TM100安装在能在IOM研制纳米合成材料的AFM扫描仪前面,这台扫描仪能展示颗粒被碾磨成坚硬骨料(70nm)的合成过程。http://muchongimg.xmcimg.com/data/bcs/2016/1125/2685408_1480061743_367.gifFig. 3:柔性电池和尺子比较.

涂层/材料综合性能评价试验机(MSE微粒喷浆冲蚀法)世界最新的材料评估方法适用于涂层、镀层、镀膜针对压痕试验、拉伸试验、弯曲试验、摩擦磨损无法评估的纳米级涂层强度测试测量超硬、超薄、透明、超软、复合涂层的最新最先进的评估方法涂层/材料综合性能评价试验机(MSE微粒喷浆冲蚀法)工作原理:压缩空气与浆料(水和固体粒子的混合物)在喷嘴中混合后,最终告诉喷射到样品表面,产生相应的冲蚀痕迹,可快速评价各种材料表面性能,特别适用于目前难以测量的涂层。可评估:涂层强度数值化、涂层与涂层/基体的结合情况、表面至基体的强度变化、通过对膜的检测评价镀膜工艺、涂层均匀性评价。http://ng1.17img.cn/bbsfiles/images/2013/07/201307191707_452487_1922_3.jpg佰汇兴业(北京)科技有限公司提供日本MSE微粒喷浆冲蚀法试验机的样品来样来料检验检测。另有日本新东科学HEIDON的摩擦试验机,可进行● 涂层检测 ● 材料检测 ● 屏幕检测 ● 汽车零部件检测 ● 润滑剂检测 ● 表面处理检测 ● 摩擦系数/摩擦力检测 ● 铅笔硬度检测
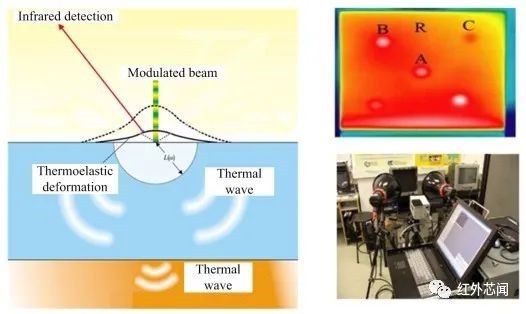
超声波扫描显微镜能比较准确地测量出涂层材料的泊松比吗?需要知道哪些参数?









 我要推广仪器
我要推广仪器
 下载APP
下载APP


