
 关注
关注
已关注

![]() 已认证
已认证
粉丝量 0
400-860-5168转4961
仪器信息网认证电话,请放心拨打
YYT 0681.18-2020用真空衰减法无损检验包装泄漏
2023/08/10 11:29
阅读:81
分享:方案摘要:
产品配置单:
西林瓶微量泄漏检测仪MLT-V100(T)
型号: MLT-V100(T)·普创
产地: 山东
品牌: 普创
面议
参考报价
联系电话

玻璃瓶耐内压试验仪SPT-01
型号: SPT-01普创
产地: 山东
品牌: 普创
¥1000
参考报价
联系电话

纸张测厚仪PTT-03A
型号: PTT-03 A
产地: 山东
品牌: 普创
¥3800
参考报价
联系电话

自动计时法持粘性测试仪CZY-03
型号: CZY -03
产地: 山东
品牌: 普创
面议
参考报价
联系电话

YY0018-2016接骨螺钉性能测试仪PBSC-RP30普创paratronix
型号: PBSC-RP30普创·
产地: 山东
品牌: 普创
¥3000
参考报价
联系电话

热封仪HST-01A热封试验仪
型号: 普创 HST-01A
产地: 山东
品牌: 普创
¥3000
参考报价
联系电话
方案详情:
YYT 0681.18-2020 无菌医疗器械包装试验方法第18部分:用真空衰减法无损检验包装泄漏:
将测试包装放置在测试腔内施加真空。测试腔与真空源隔离﹐压力传感器(绝压或表压)单独使用或与另一个压差传感器组合使用,以监测测试腔内的真空度以及真空随时间的变化。真空衰减或测试腔内的压力上升,是由于包装顶空的气体通过任何泄漏从包装内抽出以及背景噪声所造成的。真空衰减亦会是包装内部分或进入泄漏通道的液体的挥发所致。对于这种情况,真空衰减只能在测试腔内测试压力低于该液体的汽化压力时发生。
对于透气屏障盖材的托盘或托杯,可以测试位于托盘或托杯体上和盖材与托盘的接合处的泄漏。透气盖材自身的泄漏无法被检测到。当测试这类包装时,采取物理罩住或堵住透气屏障材料表面这一措施来防止包装气休通过透气盖透出。这可能需要视所需罩堵的方法制备一些样品,但必须以非破坏性和非侵入性为前提。有透气屏障盖材包装的真空衰减可能包括来自封盖材料和屏蔽表面之间气体的背景噪声,或来自通过透气屏障材料本身在盖子/托盘密封接合处的横向气流。
测试的灵敏度取决于供试包装的设计、传感器灵敏度﹑测试腔设计,测试系统的设计以及时间和压力的临界测试参数。为任意给定的产品包装系统选择测试系统和泄漏测试参数,必须建立在包装的内装物(具有较大/很小的顶空气休的液休/固休)以及包装的性质(软或硬、透气或非透气)基础之上。仪器在拥有较灵敏的压力传感器,测试腔内空隙体积最小的情况下,测试系统就拥有能检测最小泄漏的潜力。延长测试时间能检测到更小的气休泄漏。将背景噪声压力变动降到蕞低﹐也能提高测试的灵敏度。对于有透气屏障盖材料的包装,罩堵技术能将背景噪声降到最小。对于软包装或半硬质包装,通过合理设计测试腔可以限制包装膨胀来降低噪声。测试系统中或供试包裴组件间的残留气休或捕捉的水蒸气的释放也有可能产生背景噪声。这种噪声可以通过延长测试时间使真空恢复到初始水平,或延长平衡时间将其与实际泄漏区分开来。
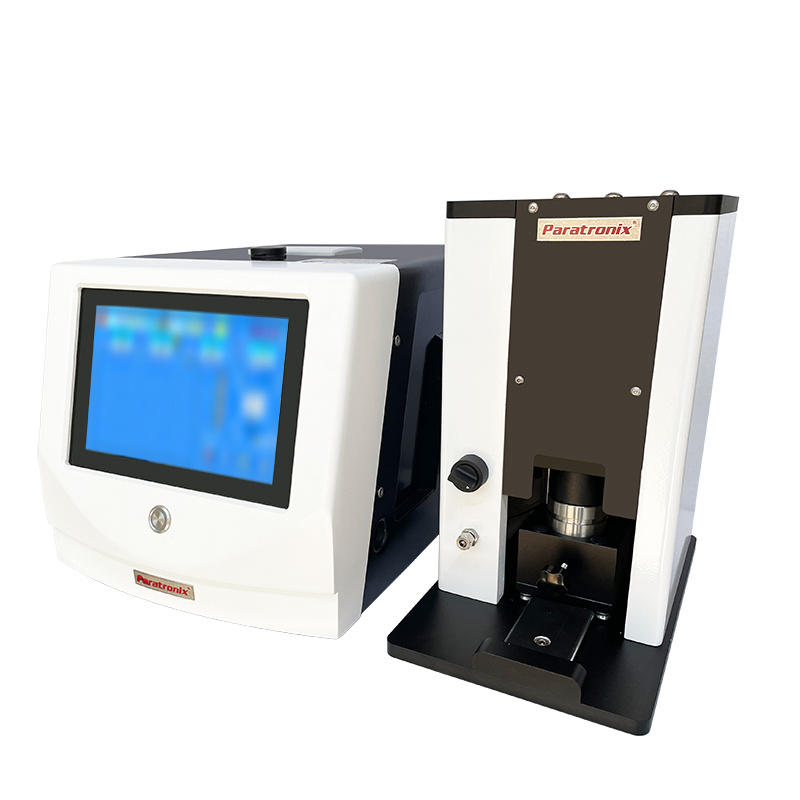
检测设备:
 微泄漏无损密封测试仪-正.jpg")
MLT-V100微泄漏无损密封测试仪
测试腔:
测试腔有一个用于容纳供试包装的下腔体和用于关闭测试腔的上腔体。图1示出了专门用于测试有透气屏障盖材包装的测试腔。测试夹具上盖有一个弹性囊,用来在测试过程中覆盖包装的透气屏障。图2和图3示出了用于测试非透气硬包装的测试腔。后两种测试腔没有弹性囊。

图1 有透气屏障盖材包装的测试腔图示


A.1真空衰减泄漏测试是将供试包装暴露于外部真空来进行的。施加到包装的压力差使气休通过包装上的泄漏通道释出。如果包装内含有液体,真空度低于液休的汽化压,也将使泄漏通道中或其附近的液体挥发。在一个测试周期中,由一只或多只压力传感器监视测试腔中的压力升高,是由于包装内顶空气休和/或挥发液体通过包装上的泄漏向外迁移加背景噪声的结果所致。泄漏检测需要真空衰减超过背景噪声。背景噪声衰减可能是因包装暴露于真空下发生膨胀或测试腔内或测试系统管路中存有微量气休或水蒸气所致。通过对测试腔的设计改进,调节压力或时间参数,或在供试样品装入测试腔前将测试腔暴露于真空中一段时间可使背景噪声至最少。
A.2含透气屏障盖材的包装可物理罩住或堵住包装的透气屏障表面,使得气体通过透气屏障材料释出的量为最小后进行测试。透气屏障盖材上的缺陷不能被检测,但密封区或托盘自身上的缺陷能被检测。从透气屏障盖材包装产生的真空衰减,可能包括来自盖材与罩堵表面之间的气休所形成的背景噪声,或盖材与托盘密封结合处所通过的横向气流。
A.3典型的测试循环是,先将供试包装放入测试腔并罩住或堵住任何透气屏障包装表面。对闭合后的测试腔抽真空。在事先确定的时间段终点,使其达到初始目标真空,将测试腔与真空源隔离。经历一个短暂的平衡期后,在一个预先确定的测试时间内监测测试腔内的真空度。对于许多包装,从测试腔闭合到完成测试周期可能只需要几秒钟的时间。以下描述了测试周期的时间,压力以及泄漏测试接受准则等各种临界测试参数。图A.l示出了预期的有各种泄漏测试不通过模式的典型测试周期。
注。以下条文中所用的临界试验参数的术语可能与泄漏制造商用的术语不同,但定义保持一致。


A.3.1储备真空( reserve vacuum)
储备真空以压力单位mbar或Pa表示。有些设备用绝压描述储备真空,而有些设备用相对大气压的真空(负压)描述储备真空。如用真空术语,储备真空宜稍微大于目标真空;如用绝压术语,储备真空宜稍小于目标真空。
A.3.2测试前真空吹扫(flush)
测试前真空吹扫是将空的测试腔和测试系统保持在储备真空条件下,马上要开始对一供试样品进
A.3.1储备真空( reserve vacuum)
储备真空以压力单位mbar或Pa表示。有些设备用绝压描述储备真空,而有些设备用相对大气压的真空(负压)描述储备真空。如用真空术语,储备真空宜稍微大于目标真空;如用绝压术语,储备真空宜稍小于目标真空。
A.3.2测试前真空吹扫(flush)
测试前真空吹扫是将空的测试腔和测试系统保持在储备真空条件下,马上要开始对一供试样品进
行泄漏测试前的一个时间段。测试前真空吹扫不需要进行泄漏测试,但可使背景噪声最小化从而可使泄漏测试方法的灵敏度。
A.3.3目标真空
目标真空是测试周期第一阶段中仪器程序所要达到的真空度、一旦达到目标真空度﹐真空源自动与测试腔和测试周期进程隔离。目标真空以压力单位mbar 或Pa表示。
A.3.4 测试真空
测试真空是在整个测试周期中测得的测试腔的真空度。测试真空以压力单位mbar或Pa表示。有些设备用真空(负压)表示测试真空,有些设备则用绝压表示测试真空。两者见图A.1 。
A.3.5抽真空时间和参考抽真空时间
参考抽真空时间是达到目标真空的分配的时间,达到目标真空所必须的实际时间是抽真空时间。抽真空时间和参考抽真空时间都用时间单位秒表示。如果编程的测试周期是监测这一时段中真空上升(或绝压下降),那就要用参考真空设置和参考抽真空时间的规范。
A.3.6平衡时间
平衡时间紧接在抽真空时间之后,平衡时间(用s表示)是为了使测试腔中压力波动趋于稳定并兼顾到包装周围间隙中气体的逸出(如,从螺盖周围)。典型的平衡时间是几秒钟,但当需要检验液体从泄漏空间中的挥发时的快速压升(即失去真空)时,平衡时间可以很短(
A.3.7测试时间
测试时间(用s表示)紧接在平衡时间之后,在测试时间内持续监测测试真空,以发现包装泄漏的证据。在抽真空时间、平衡时间和测试时间使用同一压力传感器测量。在测试时间内也可用另一只有较大灵敏度的压差传感器检测最小泄漏引起的压力改变。
A.3.8参考真空
参考真空定义为达到目标真空后并在整个平衡时间和测试时间内测试腔内必须保持的真空度。参考真空是一个稍微低于目标真空或测试真空的真空度,用压力单位mbar或 Pa表示,使用绝压时参考真空是稍微高于目标真空或测试真空。
A.3.9参考真空衰减
参考真空衰减定义为在测试时间内最大允许真空降(绝压则为上升)。参考真空衰减可以用压力单位 Pa或用压力变化单位(Pa/s)表示。
A.4下列情况之一发生时,供试包装识别为拒收(“不通过"):
a)在分配的参考抽真空时间内未达到目标真空;
b)在平衡时间或测试时间内,测试真空降至参考真空以下(或,测试真空绝压升至参考真空绝压
以上);
c)在测试时间内,测试腔的真空衰减(或压升)超过了参考真空衰减(或允许的压升)。A.5下列准则均满足时,包装被识别为接收(通过):
a)在设定的参考抽真空时间内达到目标真空;
b)在平衡时间和测试时间内,测试腔真空满足或超过参考真空(或测试腔绝压保持在等于或低于
参考真空绝压);
以上);
c)在测试时间内,测试腔的真空衰减(或压升)超过了参考真空衰减(或允许的压升)。A.5下列准则均满足时,包装被识别为接收(通过):
a)在设定的参考抽真空时间内达到目标真空;
b)在平衡时间和测试时间内,测试腔真空满足或超过参考真空(或测试腔绝压保持在等于或低于
参考真空绝压);
c)测试时间过程中,测试腔真空衰减保持小于或等于参考真空衰减(或测试腔压升保持等于或低
于参考真空压升)。
下载本篇解决方案:
更多![]()




接骨板四点弯曲测试
接骨板是带孔板状骨折内固定器件。临床上常与骨螺钉或接骨丝配合使用,分为普通接骨板和加压接骨板两类,根据不同用途可制成条形、Y形、L形、T形等。接骨板通过对骨折或骨缺损部位进行固定,能够使骨头愈合,并恢复其原有的功能
制药/生物制药
2024/07/22

外科植入物接骨螺钉轴向拔出力检测
本实验方法用于测试将可吸收骨螺钉从特定材料中拔出或拔断所需的轴向拉力。本实验方法得到的结果不能用于预测从人体或动物骨中取出骨螺钉时所需要的力。本实验方法仅用于测试试验样品的一致性或比较不同产品轴向拔出力强度的差异。
制药/生物制药
2024/07/22

医用硼硅玻璃安部瓶折断力试验
在安瓿瓶的生产和使用过程中,折断力是一个非常关键的指标。它的大小不仅是安部瓶本身质量的构成要素,还对药品质量和用药安全造成着重要的影响。因此,对于安瓿瓶的折断力进行严格的试验和检测是非常必要的。
制药/生物制药
2024/07/20

西林瓶药用玻璃瓶非破坏性微泄漏密封测试
西林瓶微泄漏无损密封测试仪具有广泛的应用领域,不仅适用于药品和生物制品行业,还可用于食品、化妆品和化工等行业的包装客器密封性检测。在这些领域中,包装客器的密封性直接关系到产品的保质期、稳定性和安全性。通过使用西林瓶微泄漏无损密封测试仪,企业可以及时发现并解决包装客器的密封问题,确保产品质量和消费者安全。
制药/生物制药
2024/07/20
公司名称: 山东普创工业科技有限公司
公司地址: 山东省济南市天桥区蓝翔路15号时代总部基地三期D2-105(1层) 联系人: 陈女士 邮编: 250000 联系电话: 400-860-5168转4961
仪器信息网APP

展位手机站