推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 400-827-1665
留言咨询
400-827-1665
留言咨询
 400-875-7300
留言咨询
400-875-7300
留言咨询





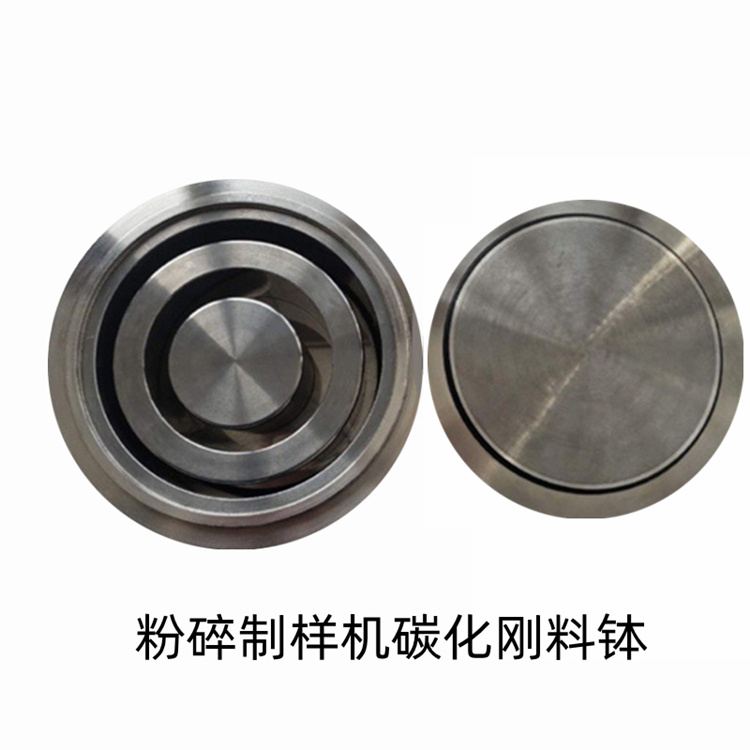
[url=http://www.f-lab.cn/grinders/vam3.html][b]这款盘式振动研磨仪VAM-3[/b][/url]专业为光谱分析制样和精密研磨而设计的振[b]动盘式研磨仪[/b],是进口[b]盘式振动研磨仪品牌[/b]中[b]盘式振动研磨仪价格[/b]较低的[b]研磨仪[/b]。[b]这款[b]盘式振动研磨仪VAM-3[/b][/b]特别适用于无损耗的快速精细研磨,可以通过使用来准备用于分析的精细样品。无论材料是中硬,硬,脆或纤维,[b]这款振动盘磨仪[/b]都可以在干燥条件下(即干磨)进行样品制备处理。[b]这款振动盘磨仪[/b]有五种磨削套件:硬化钢,碳化钨,玛瑙,氧化锆和高锰钢,可满足广泛和广泛的应用。[b][url=http://www.f-lab.cn/grinders/vam3.html]盘式振动研磨仪VAM-3[/url]应用[/b]陶瓷和玻璃氧化陶瓷,玻璃建筑材料灰泥,石,混凝土环境区土壤,铺路石,炉渣矿物冶金煤,蛋糕,刚玉,矿石,矿渣[img=振动盘磨仪]http://www.f-lab.cn/Upload/149632653594.JPG[/img]更多实验研磨仪:[url]http://www.f-lab.cn/grinders.html[/url]
应用领域² 矿业 煤,矿物或矿石,物理和化学分析样品预处理² 冶金 研磨高炉熔渣、水泥或铸铁样品² 陶瓷工业研磨岩石样品生产原料粉末² 农业和生态学 为土壤,淤泥或蔬果类物质的化学分析制备样品工作原理TJ-9高效实验室振动盘式研磨仪运行是依据振动研磨机的原理,例如,研磨装置被固定在一个自由的振动结构上,在里面的研磨介质(圆片和环)在离心力的作用下加速,通过撞击力、挤压力和摩擦力把研磨材料研磨成粉。研磨装置(由硬质钢、碳化钨或玛瑙制成)在干磨或湿磨过程中是通过嵌入的密封圈密闭的,以于减少损耗主要技术参数如下: 工作电压: 单相220V/50HZ 研磨罐容量: 100-3000ml 时间设定: 0-99h 电机功率: 0.75KW 振动频率: 0~1500rpm 主机尺寸: Φ600 * 800mm 主机重量: 60kg最大进样尺寸: 15 mm最终出样尺寸: 10– 2[font='
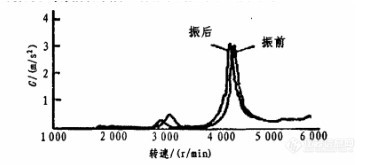
[font=微软雅黑]盾构是开发地下空间的重要施工装备,刀盘是盾构的主要工作部件,其结构强度是关系到盾构开挖效率、使用寿命、运行成本以及安全可靠性的关键之一。[/font][font=微软雅黑]在刀盘的焊接过程中,产生焊接应力与焊接变形根本原因是结构件在焊接中经受了不均匀的加热与冷却。焊接残余应力的存在,对刀盘的强度、疲劳寿命,结构变形等方面都是不利的。已有研究发现,刀盘本体结构内部在焊接等工艺流程引入的残余应力水平是影响刀盘结构强度的重要因素。这就要求在盾构的制造过程中有效消除或均化刀盘内部的残余应力,提高其抗外载能力和寿命。[/font][font=微软雅黑]本文以隧道施工的盾构刀盘为研究对象,研究应用[/font][url=http://www.jhvsr.com/][u][font=微软雅黑][color=#0000ff][font=微软雅黑]振动时效[/font][/color][/font][/u][/url][font=微软雅黑]处理技术消除刀盘焊接残余应力的方法及设备布置和参数设置,并对应用效果进行了评价。[/font][b][font=微软雅黑]刀盘参数[/font][/b][font=微软雅黑]1. [/font][font=微软雅黑][font=微软雅黑]大盘切削直径[/font][font=微软雅黑]6210mm;[/font][/font][font=微软雅黑]2. [/font][font=微软雅黑][font=微软雅黑]刀盘整体高度[/font][font=微软雅黑]1330mm[/font][/font][font=微软雅黑]3. [/font][font=微软雅黑][font=微软雅黑]刀盘刀梁厚度[/font][font=微软雅黑]450mm[/font][/font][font=微软雅黑]4. [/font][font=微软雅黑][font=微软雅黑]刀盘面板厚度[/font][font=微软雅黑]60mm[/font][/font][font=微软雅黑]5. [/font][font=微软雅黑][font=微软雅黑]刀盘背板厚度[/font][font=微软雅黑]40mm[/font][/font][font=微软雅黑]6. [/font][font=微软雅黑][font=微软雅黑]刀盘圆环厚度[/font][font=微软雅黑]80mm[/font][/font][font=微软雅黑]7. [/font][font=微软雅黑][font=微软雅黑]连接法兰厚度[/font][font=微软雅黑]180mm[/font][/font][font=微软雅黑]8. [/font][font=微软雅黑][font=微软雅黑]结构重量[/font][font=微软雅黑]40t[/font][/font][font=微软雅黑]9. [/font][font=微软雅黑]焊接工艺为二氧化碳气体保护焊[/font][font=微软雅黑]10. [/font][font=微软雅黑][font=微软雅黑]焊接材料为[/font][font=微软雅黑]1.2mm502焊丝[/font][/font][font=微软雅黑]11. [/font][font=微软雅黑][font=微软雅黑]结构材料为[/font][font=微软雅黑]Q345B钢板[/font][/font][font=微软雅黑][font=微软雅黑]刀盘本体为焊接结构,形状复杂,结构大部分采用厚度大于[/font][font=微软雅黑]40mm的Q345B钢板,且焊缝多为满焊缝。[/font][/font][b][font=微软雅黑]振动时效设备及处理工艺[/font][/b][font=微软雅黑][font=微软雅黑]设备采用南京聚航科技有限公司的[/font][font=微软雅黑]JH-700A智能频谱交流振动时效设备,适用于高刚性和高固有频率零件的残余应力消除,采用高速变频伺服电机,激振力大,效果好。智能控制,自动判断时效效果。可实时显示曲线、图形等失效数据,有在线打印功能。[/font][/font][font=微软雅黑]刀盘时效处理过程如下:[/font][font=微软雅黑]1. [/font][font=微软雅黑][font=微软雅黑]用橡胶垫支撑刀盘,由于刀盘重量较重,故采用[/font][font=微软雅黑]3个橡胶垫,使刀盘本体水平并处于良好的弹性状态。[/font][/font][font=微软雅黑]2. [/font][font=微软雅黑]将激振器安装在刀盘的一阶模态的波峰处。[/font][font=微软雅黑]3. [/font][font=微软雅黑]将加速度传感器固定在刀盘的一阶模态的波峰处。[/font][font=微软雅黑]4. [/font][font=微软雅黑][font=微软雅黑]对刀盘进行振动扫频实验,绘画出时效前的幅频曲线如图[/font][font=微软雅黑]1,找出谐振频率。[/font][/font][font=微软雅黑]5. [/font][font=微软雅黑][font=微软雅黑]在[/font][font=微软雅黑]3档激振力作用下对金属构件进行振动时效处理,振动时间为30min。[/font][/font][font=微软雅黑]6. [/font][font=微软雅黑][font=微软雅黑]在同等条件下,对刀盘进行时效后扫频实验,绘画出振动时效后的幅频曲线如图[/font][font=微软雅黑]1。[/font][/font][align=center][img=,355,166]https://ng1.17img.cn/bbsfiles/images/2024/01/202401241409143928_8127_5721920_3.jpg!w366x165.jpg[/img][font=Calibri] [/font][/align][align=center][font=微软雅黑][font=微软雅黑]图[/font][font=微软雅黑]1 主振点的幅-频曲线[/font][/font][/align][font=微软雅黑][font=微软雅黑]鉴于刀盘本体结构复杂,试验中采取了相同工艺增加辅振点的方法,来保证振动时效处理的效果,辅助振动时间为[/font][font=微软雅黑]15min。[/font][/font][b][font=微软雅黑]刀盘振动时效处理效果分析[/font][/b][font=微软雅黑][font=微软雅黑]通常根据幅[/font][font=微软雅黑]-频曲线的变化、共振频率的变化和激振功率的变化等来评价振动时效的效果。从图1可以看出,振后的振幅比振前的振幅略有增加,共振的频率振后比振前降低。同时,振后的峰值频带变窄。辅振点的幅-频曲线反应的现象也与图1一样。由此判断和分析出振动时效处理的工艺效果。做出这个判断的根据是当刀盘在激振能量的作用下产生塑性变形时,其残余应力得到松弛,金属的材质被强化。其结果是结构的阻尼下降,使激振能量更多地消耗在工件振动的位移上,提高工件的振幅;同时,工件阻尼的降低使工件振动的周期增加,振动频率降低。[/font][/font][b][font=微软雅黑]总结[/font][/b][font=微软雅黑]振动时效技术有效消除了刀盘本体因焊接产生的残余应力,稳定了结构外形尺寸,提高了刀盘本体的耐用性,从而在节约制造时间的同时提高了经济效益。通过采用振动时效去除焊接结构残余应力的实践,证明该方法去除残余应力的效果明显,而且节能、环保。对于大型焊接结构件,在不具备热处理条件时,采用振动时效处理在一定程度上是可行的。[/font]










 我要推广仪器
我要推广仪器
 下载APP
下载APP