推荐厂家
暂无
暂无
 400-860-5168转3832
400-860-5168转3832
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转0273
留言咨询
400-860-5168转0273
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




2012年1月13日今天周五,厂质量部门下委托,一批容器制造的件的堆焊根据设计的技术协议要求,需做堆焊层的晶间腐蚀试验~~材料的基体为Q345R,表层进行不锈钢焊条进行堆焊,堆焊厚度有6、8、10mm三个规格。焊条为E309LT+E347T、焊条A042+E2209http://ng1.17img.cn/bbsfiles/images/2012/01/201201132021_345625_1622447_3.jpg试验的委托单,有工艺弯曲试验,堆焊层的化学成分分析,晶间腐蚀等JB4708-2000这个标准??咦,才发现,这个写错了哦,现在应该是NB/T 47014-2011http://simg.instrument.com.cn/bbs/images/brow/em09501.gif
[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812170947_124618_1618317_3.gif[/img][img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812170949_124619_1618317_3.gif[/img][img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812170950_124622_1618317_3.gif[/img]这是几张高锰钢焊条堆焊层的400倍组织。堆焊层在受循环冲击的过程中产生裂纹直至断裂。我觉得是由于这些晶界缺陷的存在,但是从成分上看S P Si又都不超标,所以不知道是什么原因导致的了?请大家帮忙看看啊[em0808][em0808][em0808]
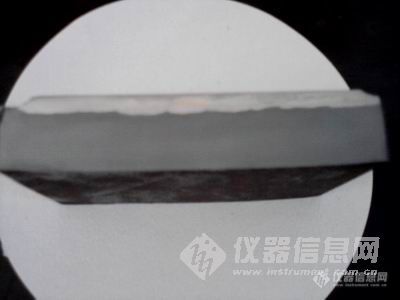
看了titi的帖子http://bbs.instrument.com.cn/shtml/20110929/3562616/,正好手头正在做个堆焊试件的宏观金相检验,顺便拍了制样过程,来与大家分享下吧http://simg.instrument.com.cn/bbs/images/brow/em09511.gif 先介绍下堆焊工艺,堆焊是一种应用较为广泛的焊接方法,可以获得性能优良的抗腐蚀、耐磨损的堆焊层,从而保护设备的安全及有效运行。石油化工生产中运用的这类工艺比较多。 这2天我们正在做堆焊的工艺评定,选用的基材为碳钢,用不锈钢焊条对其进行堆焊,按技术要求需做堆焊层的化学分析实验,堆焊后的金属弯曲工艺试验和堆焊截面宏观金相试验。对于宏观金相试验,主要观察堆焊结合面是否有焊接裂纹等其它缺陷。试件(见图1)。http://ng1.17img.cn/bbsfiles/images/2011/10/201110021054_320744_1622447_3.jpg 图1为送检试件,绿线为宏观检查面试件做宏观金相所需用的材料(见图2),选用的是180#、220#粗磨砂纸、300#、400#、600#金相砂纸,氧化铬抛光粉、硝酸酒精腐蚀剂和镊子、脱脂棉、无水乙醇等用品。晕,居然照片里没拍无水乙醇~~http://ng1.17img.cn/bbsfiles/images/2011/10/201110021138_320752_1622447_3.jpg 图2试验所需用品由于是宏观检验,抛光要求不高,所以采用氧化铬粉抛光就可以满足试验观察要求。各项准备工作都处理好,开始磨制试样吧~~~一、粗磨 机加工切好的试件去油清洗,擦净,将粗磨180#砂纸剪成圆状,粘贴在抛光盘,然后将试件轻轻压入,进行磨制见(图3)http://ng1.17img.cn/bbsfiles/images/2011/10/201110021630_320775_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110021630_320776_1622447_3.jpg 图3 180#砂纸磨制磨制到试件表面的机加工痕迹全部消除时,即可停止,然后进行下一道200#砂纸的磨制,在这道砂纸磨制的时候,试件应旋转90度,这样做有利于磨光程度的检查,磨去上道砂纸留下的粗磨痕。(见图4)http://ng1.17img.cn/bbsfiles/images/2011/10/201110021642_320777_1622447_3.jpg图4 试样旋转90度磨制二、精磨试样通过粗磨后,表面的粗大磨痕已经消失,进行精磨,精磨的目的是消除粗磨时留下的较深的磨痕,为下一步抛光打好基础。精磨通常是金相砂纸。金相砂纸的磨料有人造刚玉、碳化硅、氧化铁等,性均极硬,呈多边棱角,具有良好的切削性能。我们使用粒度为300、400、600三种。金相细砂纸在使用前,先要清洁处理,我们采用2张同号砂纸,相互进行轻微的摩擦,然后轻轻拍打去除表面污物,这样对除去砂纸中的粗磨粒效果很好(见图5),然后将砂纸粘贴在抛光盘上。对试样进行磨制,同样磨制完一道砂纸后,下下道砂纸的磨制中,试样也要旋转90度(见图6),以达到上道磨痕的清除。http://ng1.17img.cn/bbsfiles/images/2011/10/201110021708_320781_1622447_3.jpg图5 去除砂纸表面污物http://ng1.17img.cn/bbsfiles/images/2011/10/201110031007_320903_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110031008_320904_1622447_3.jpg 图6金相细砂纸的精磨通过600#号砂纸的精磨,试件表面粗大磨痕已经消失(见图7),光洁度增加,表面光洁平整,在光线下看只有细小的细磨痕,这时就可以进行试件的抛光。http://ng1.17img.cn/bbsfiles/images/2011/10/201110031017_320907_1622447_3.jpg图7 磨制好的试样三、抛光抛光的目的是要尽快把磨光留下的细微磨痕成为光亮无痕的镜面,并使抛光产生的变形层不影响显微组织的观察。用机械抛光,上面铺以抛光布。粗抛采用粗呢绒布。抛光液为氧化铬,在水中加入粒度为0.3-1.0微米的AL2O3悬浮液,抛光时间不宜过长,以磨痕全部消除呈镜面即可停止,清洗干燥后备用。(见图8、图9、图10)http://ng1.17img.cn/bbsfiles/images/2011/10/201110031029_320914_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110031030_320915_1622447_3.jpg 图8配制抛光液和将抛光液导入抛光盘中http://ng1.17img.cn/bbsfiles/images/2011/10/201110031031_320916_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110031031_320917_1622447_3.jpg 图9试样抛光和抛好的试样http://ng1.17img.cn/bbsfiles/images/2011/10/201110031033_320918_1622447_3.jpg图10,试样抛好后进行冲洗,并吹干四、腐蚀试样机械抛光后,将抛光好的样品磨光面在化学腐蚀剂中腐蚀一定时间,从而显示出其试样的堆焊结合面形貌。其操作方法是:将已抛光好的试样用水冲洗干净或用酒精擦掉表面残留的脏物,然后将试样磨面用镊子夹住棉花球沾取腐蚀剂在试样磨面上擦拭,抛光的磨面即逐渐失去光泽;待试样腐蚀合适后马上用水冲洗干净,用滤纸吸干或用吹风机吹干试样磨面,即可放在显微镜下观察。(见图11、图12)http://ng1.17img.cn/bbsfiles/images/2011/10/201110031736_320961_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110031736_320962_1622447_3.jpg图11将冲净的试样磨面用镊子夹住棉花球沾取腐蚀剂在试样磨面上擦拭至表面显示堆焊结合面即可。http://ng1.17img.cn/bbsfiles/images/2011/10/201110031908_320964_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/10/201110031908_320965_1622447_3.jpg 图12试件腐蚀好后用清水、无水乙醇冲洗干净,然后用吹风机吹干。哈,堆焊宏观试样制备大功告成,可以直接清晰的看到堆焊层和基层的结合面啦,可以进入宏观检验的环节中~~~(见图13)http://ng1.17img.cn/bbsfiles/images/2011/10/201110031914_320967_1622447_3.jpg图13,制备好的试样。那,这个整个制样过程就是这样啦,由于是宏观检验,要求不是很严格,所以制样也较为轻松,对于制样欢迎大家共同探讨。









 我要推广仪器
我要推广仪器
 下载APP
下载APP




