推荐厂家
暂无
暂无
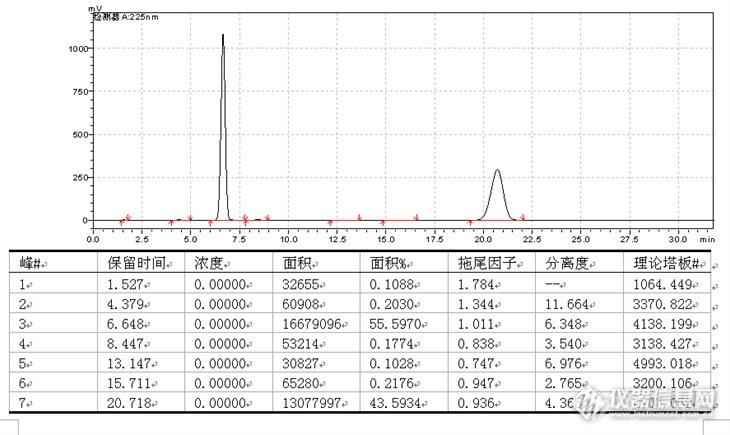
前言:这是一个老项目了,对于公开品名,是已经上报了,宝刀系列均是以前的资料,写出来和大家共享一下。由于网络问题,有些图看不到了,我在附件上显示了。建议大家看附件好了,看这个很吃力。望谅解。项目:含量测定(3.2.P.5.2.9)检查方法:照高效液相色谱法(中国药典2010年版二部附录Ⅴ D)测定试验条件:仪器:LC-10AT VP(SHIMADZU) SPD-10A VP(SHIMADZU)万分之一电子天平(Sartorius ABS-124S型)工作站(LCsolutionlite色谱工作站)色谱柱(welchrom 填料:C18,规格:250mm×4.6mm,填料粒径:5μm;pn:wel518425,sn:w10212097)UV检测器(检测波长:225nm)柱温:室温流动相:流动相A为0.1mol/L磷酸二氢钾溶液-0.018mol/L十二烷基硫酸钠-甲醇-乙腈(275:275:200:250),用磷酸调节pH值至2.0;流动相B为乙腈。按下表进行线性梯度洗脱: 时间(分钟)流动相A(%)流动相B(%)090105851579010119010流速:1.2ml/min运行时间:约11分钟系统适用性:理论板数按阿莫西林峰和双氯西林峰计算应均不低于2000,双氯西林与阿莫西林的分离度应符合规定。具体试验操作:取装量差异项下的内容物,混合均匀,精密称取适量(约相当于阿莫西林25mg,双氯西林12.5mg),置100ml棕色量瓶中,加磷酸盐缓冲液(0.05mol/L磷酸二氢钾溶液-甲醇-乙腈(550:200:250)并稀释至刻度,摇匀,滤过,精密量取20μl注入液相色谱仪,记录色谱图;另取阿莫西林和双氯西林对照品,精密称定,加磷酸盐缓冲液(0.05mol/L磷酸二氢钾溶液-甲醇-乙腈(550:200:250)溶解并定量稀释制成每1ml中约含阿莫西林0.25mg和双氯西林0.125mg的溶液,同法测定,按外标法以峰面积分别计算出供试品中C16H19N3O5S和C19H17Cl2N3O5S的含量。计算公式:标示量百分含量(%)=××100%式中:Cs为对照品的浓度(mg/ml);At为供试液的主峰面积;Nt为供试液的稀释倍数;AS为对照品溶液的主峰面积;W为供试品取样量(mg)。3.2.P.5.3.6 含量测定色谱图见附件1367~1442含量测定方法学验证结果概要 项目验证结果波长选择[size=9pt
我现在才学习[url=https://insevent.instrument.com.cn/t/Mp]气相[/url]也没什么人教哈!用PGE-1000的柱子照药典2005做氨苄西林钠有关二氯甲烷的检出分离度达的到要求,但是出峰时间太夸张了,二氯甲烷大概在8.8分钟出,二氯乙烷大概在20分钟才出,这种情况正常不?希望高手速度解决
SN/T2050-2008 方法测定6种β-内酰胺抗生素的残留量,结果阿莫西林和氨苄西林的回收非常低,约20和10%左右,后来经过排查,发现是加缓冲液(pH8.5)后两组分就会显著降低,大家有没有什么好的建议?方法大概是:5g样→乙腈水(15:2)溶液40ml提取→取20ml在37℃旋蒸至近干→加25ml磷酸盐缓冲液(pH8.5)溶解→上HLB小柱萃取→乙腈洗脱→氮吹→磷酸盐缓冲液(pH7.0)溶样,过滤→上机有哪位专家做过这俩组分的方法,指导下,急盼http://simg.instrument.com.cn/bbs/images/brow/emyc1010.gif





 400-860-5168转3947
400-860-5168转3947
 留言咨询
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询









 我要推广仪器
我要推广仪器
 下载APP
下载APP


