推荐厂家
暂无
暂无
 留言咨询
留言咨询
 铜牌7年
铜牌7年
 400-860-5168转4149
留言咨询
400-860-5168转4149
留言咨询
 金牌6年
400-860-5168转3282
留言咨询
金牌6年
400-860-5168转3282
留言咨询
 400-860-5168转3317
留言咨询
400-860-5168转3317
留言咨询
 400-860-5168转3680
留言咨询
400-860-5168转3680
留言咨询
 400-860-5168转3316
留言咨询
400-860-5168转3316
留言咨询
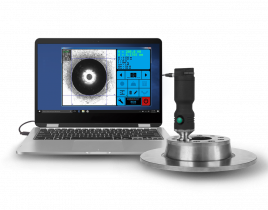





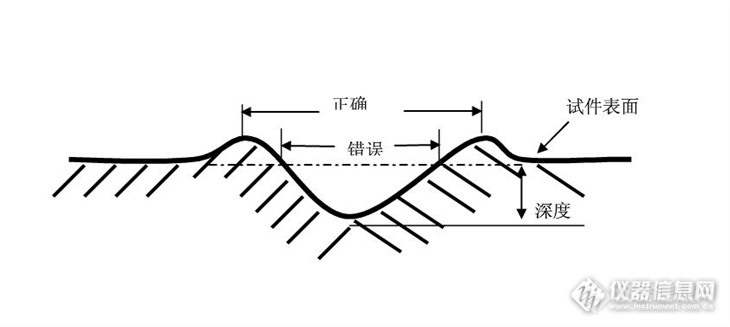
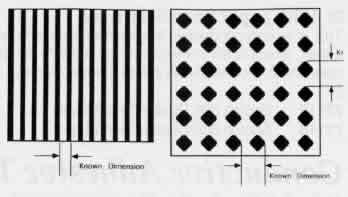
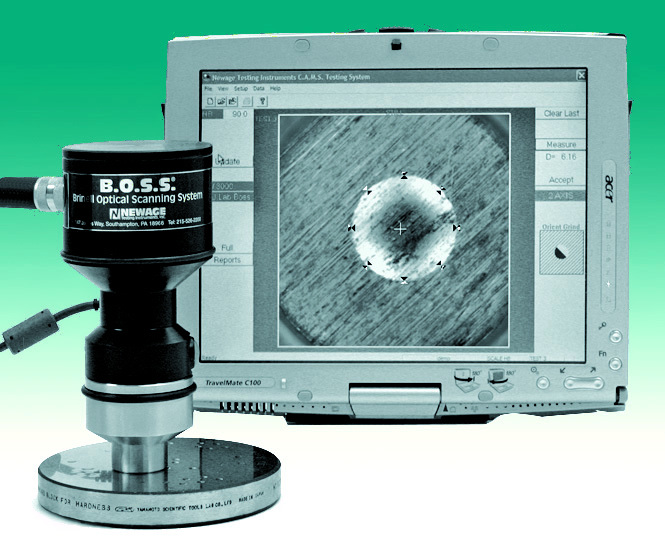
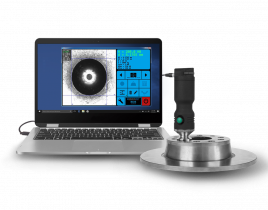
工厂里需要测量的样块太多了,另外出于对数据进行统计分析的考虑,最近我关注了一些关于布氏硬度自动测量的资料,如下。行业标杆为英国Foundrax的全自动布氏硬度测量系统,其测量原理很不简单,网上原文:“FOUNDRAX通过近20年的研发工作创建了一整套布氏压痕标准图形的数据库。系统在对实际工件的压痕进行分析时只会在符合布氏压痕特性的区域内寻找像素临界点,对于偏离该区域的点,系统会自动识别并加以剔除,最多时系统会对同一个压痕测量800次直径。”好处是:“保证其在某些表面较为粗糙,甚至是未做抛光处理的铸铁工件一样可以进行测试工作并且保证测量精度(这个我很关心,样品多了表面光洁度难以保证)。”另外我在其他工厂看见了名为IDENTEC的自动测量系统(网上一查,发现其与Zwick/Roell是一家),从它通过UKAS认证来看,应与上述Foundrax原理一致。http://ng1.17img.cn/bbsfiles/images/2013/06/201306280809_448156_2280635_3.jpg进口货价格不菲,小工厂只好考虑国产的啦(进口价格的1/9),但是一般其测试原理鲜有提及,但在Foundrax的资料中提到一段:“它(Foundrax)完全不同于目前的利用图像扫描方法进行压痕测量的系统”,是否就是国产设备的测量原理呢?这个原理的不良之处在于:“图像扫描原理无法区别压痕上哪些点为标准点,哪些点为由于工件形状或表面质量等原因而产生的偏离点,并将其统统进行计算。”无意中还翻到了一个国家标准:GB/T24523-2009 《金属材料快速压痕(布氏)硬度试验方法》。其原理是通过压入深度反算硬度,不过没找到符合这个标准的硬度计,但Foundrax又发话了(还真是不让别人活哈,毕竟研究了20年):“压痕外沿会因为材料形变的原因出现少许的突起,在国际标准的硬度测量时是以压痕的最大直径为标准,而是用测深原理只能测量图中“错误”的直径。”http://ng1.17img.cn/bbsfiles/images/2013/06/201306280811_448159_2280635_3.jpg资料分享完了,请用过上述任何一种系统的坛友分享一下:1. 国产布氏压痕测量系统对样品表面粗糙度的敏感性如何?2. 测深原理的设备有人用过吗,对粗糙度的要求如何?是否有上面所讲的缺点呢?

全天空扫描仪持续自动监测全天空扫描仪,分别由可见光成像子系统(ASI)和红外成像子系统(SIR)组成,拥有独特的技术优势,可以在无太阳遮挡而完全暴露在太阳光照之下清晰的自动记录全天空云状分布数据。可对气象\气候业务观测中的云量自动化实时观测。太阳能产能预报和光伏发电性能评估。气象科学、遥测、太阳能资源研究, 航空/舰船气象等高要求的精密气象观测。全天空扫描仪结合了光学、遥感、机械工程、电气工程、信号处理、软件等方面的技术,适合替代人工进行云量测量,使观测结果客观化、观测资料连续化,减少台站观测人员的工作量,进一步提高观测质量和观测效率全天空扫描仪应用领域1.气象\气候业务云量自动化实时观测2.太阳能产能预报和光伏发电性能评估3.气象科学、遥测、太阳能资源研究4.航空/舰船精密气象观测[img=全天空扫描仪,400,400]https://ng1.17img.cn/bbsfiles/images/2022/10/202210210917004710_3494_4136176_3.jpg!w690x690.jpg[/img]全天空扫描仪功能特点1.双通道可见光成像单元和双通道红外成像单元,实现昼夜云观测,可以选择单通道可见光成像单元。2.观测指标:可见光云量、红外云量、综合云量、可见光高动态曝光云图像、红外高动态曝光云图像(根据选择可见光成像子系统(ASI)和红外成像子系统(SIR)以达到观测指标)。3.无太阳遮挡装置,有效记录全天空云况信息;4.在不同曝光强度,用于获取高动态曝光云图;5.可见光图像视场角不低于 180 度,红外图像视场角不低于 160 度。6.可连接网络,通过终端远程操作和监控;7.功耗低,体积小,重量轻,便于野外安装,单通道可见光成像观测仪非加热状态时整机功耗≤7 W;8.具有防水功能,可用于全天候观测。[img=全天空扫描仪,400,400]https://ng1.17img.cn/bbsfiles/images/2022/10/202210210917138102_4160_4136176_3.jpg!w640x640.jpg[/img]
2009年,国家颁发了GB/T24523-2009《金属材料快速压痕(布氏)硬度试验方法》。该方法与以前我们所知道的布氏硬度试验方法在原理上有区别,它是用硬度计测量压痕深度,从硬度计上直接读出相应的布氏硬度值(也可以是维氏硬度值),而不以以前的通过测量压痕直径,再计算出单位面积上的所力而得出硬度值。该项方法的好处就是使布氏硬度的测量实现了快速化、自动化和智能化,避免了以前测量压痕所带来的各种偏差。









 我要推广仪器
我要推广仪器
 下载APP
下载APP