推荐厂家
暂无
暂无
 银牌1年
银牌1年
 400-860-5168转6168
400-860-5168转6168
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询





http://ng1.17img.cn/bbsfiles/images/2017/01/201701111723_620778_3712_3.jpg1. 粗糙度轮廓测量仪表面轮廓评定:评定半径,角度, 距离, 坐标,圆,圆截面,确定各个点,相交各点,坐标轴,直线,垂直线,圆和圆截面,可对轮廓进行直线度、圆度分析等;同时实现下列功能:(1)建立回归直线和圆形(2)建立点、交点、自由点、中心点、最高点和最低点(3)建立坐标系统(4)计算半径、距离、角度、坐标及线性偏差(5)实际值与标称值比较(6)测量程序自动运行2. 粗糙度轮廓测量仪测量表面粗糙度参数:R粗糙度:Ra,Rq,Rz,Rmax,Rpc,Rz-JIS,Rt,Rp,Rv,R3z,RSm,Rs,Rsk,Rku, Rdq,Rlq,Rdc,RHSC,Rmr,Rz-L,Rp-L,R3z-L,Rdc-L,RMr-L,Pdc-L,PMr-L核心粗糙度:Rk,Rpk,Rvk,Rpkx,Rvkx,Mr1,Mr2,A1,A2,VoP轮廓参数:Pa,Pq,Pt,Pp,Pv,PSm,Psk,Pku,Pdq,Plq,Pdc,PHSC,PPc,PMr,W波度轮廓参数:Wa,Wq,Wt,Wp,Wv,WSm,Wsk,Wku,Wdg,Wdc,WMrMotif参数:R,Ar,W,Aw,Rx,Wx,Wte,Nr,Ncrx,Nw,Cpm,CR,CF,CLISO5436参数:Pt,D轮廓类型:支持D,P,W,R
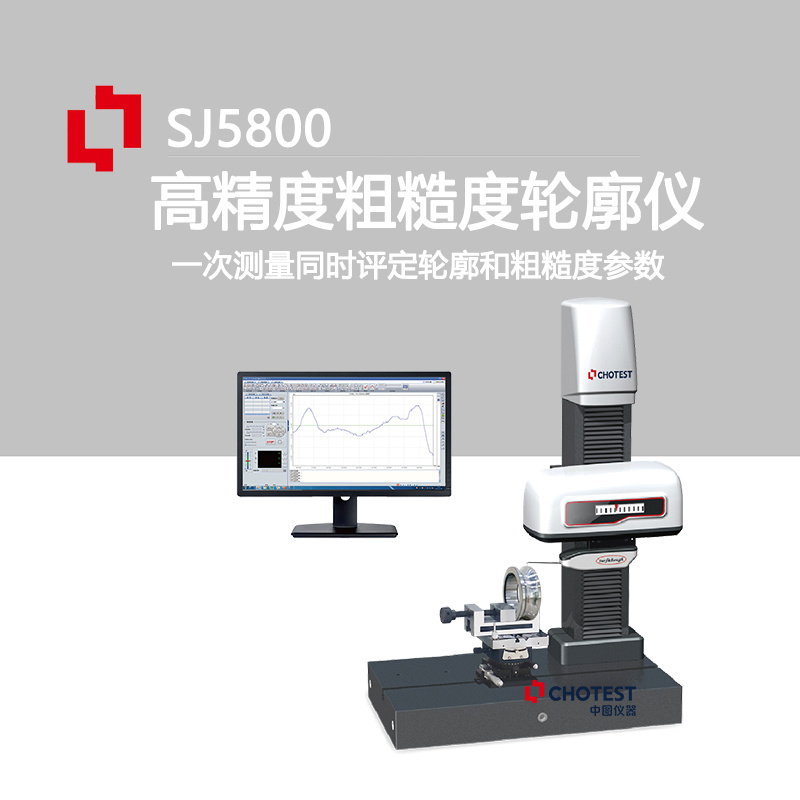
有没有能同时测轮廓度和粗糙度的仪器呢,准确度都要很高的那种
[color=#000000]粗糙度轮廓仪为粗糙度及轮廓的复合机。轮廓传感器对工件的宏观表面轮廓、二维尺寸进行测量 与检验,粗糙度传感器对工件的微观表面进行测量与检测[/color][b]特点[/b][color=#000000]1、高精度摩擦式导轨结构,具有优异稳定的运动精度。经专用算法修正后,具有极高的直线度精度。精度保持长久,只需简单的修正操作即可修复成出厂的高精度状态;[/color][color=#000000]2、轮廓测针测杆采用快速的磁吸结构,具有定位精度高、更换快捷的特点。软件对不同类型的测针测杆进行校正并保存校正参数,更换测针测杆时,因磁吸结构具有定位精度高的特点,而无需再次校正,大大提高仪器的使用便利性和测量效率;[/color][color=#000000]3、原始数据自动保存,便于多次标注,软件标注与 CAD 同理;[/color][color=#000000]4、可将测量的图形结果转化为 DXF 格式,可将测量结果以 Excel 表格格式输出;[/color][color=#000000]5、可以对操作进行无限次的撤销及恢复操作;[/color][color=#000000]6、采用独立的轮廓、粗糙度测量传感器,即保持大量程轮廓测量需求,亦能高精度测量粗糙度;[/color][color=#000000]7、粗糙度采用触针式无导头测量,残值轮廓可低于 5nm!实现高精度的粗糙度测量,特别在测量零件的圆弧面、斜面、窄槽的槽底、槽侧面的粗糙度时,具有带导头式粗糙度测量无法比拟的精度和测量便利性。[/color][img]https://p3.toutiaoimg.com/img/tos-cn-i-qvj2lq49k0/4372814fa2524f599af2d76e04cb37f0~tplv-tt-shrink:640:0.image[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务









 我要推广仪器
我要推广仪器
 下载APP
下载APP