推荐厂家
暂无
暂无




 400-860-2797
400-860-2797
 留言咨询
留言咨询
 400-860-5168转0980
留言咨询
400-860-5168转0980
留言咨询
 留言咨询
留言咨询

[color=#DC143C][size=4]目的:[/size][/color]观察焊缝宏观组织,观察焊缝,热影响区及母材金属的显微组织; 了解焊缝金相检验方法。一般把焊缝组织划分宏观组织和微观组织,因此焊缝接头的金相检验一般也分为宏观分析和显微分析两种。焊接接头的宏观组织可分为三个部分:(1)中心焊缝区;(2)靠近焊缝的热影响区(3)母材金属。(一)焊缝区的重复显微组织 在显微镜下观察,焊缝凝固后的组织主要特征之一是形成柱状晶。其生长有明显的方向性,与散热最快的方向一致,即垂直于熔合线向焊缝中心发展。对于常用的焊接结构钢(低碳钢)从液态向固态的一次结晶形成柱状晶奥氏体,然后进一步冷至室温还要经历二次结晶过程,呈柱状晶的奥氏体在冷却过程中分解为铁素体和珠光体。由于含碳较低,由先共析体素体沿奥氏体晶界析出,把原奥氏体的柱状晶轮廓勾画出来,也称为柱状铁素体。柱状铁素体十分粗大,其间隙中为少量珠光体,往往成魏氏组织形态。若为多层焊接,焊缝二次结晶组织变为细小铁素体加少量珠光体。这是由于后一层焊缝相对前一层焊缝进行加热,使其发生相变再结晶,从而柱状晶消失,形成细小的等轴晶。合金钢二次结晶的组织,则受到合金元素和焊接条件的影响而会出现不同的组织一般焊缝中合金元素较多,淬透性较好或冷却速度加快时出现贝氏体-马氏体组织。焊接接头的显微组织
不锈钢材料焊接的显微组织在论坛体现的很少,这次正好手头有个不锈钢S31603材料的焊接试验项目,顺便做了个金相,来此给各位分享下。母材材质:S31603(相当于00Cr17Ni14Mo2),焊材:E316L焊接形式:双面手工埋弧焊。试验浸蚀方法:王水乙醇溶液浸蚀。显微镜放大倍数:200~500X显微镜型号:Nikon MA-100http://ng1.17img.cn/bbsfiles/images/2014/09/201409191014_514511_1622447_3.jpg图1为焊接接头的宏观组织。http://ng1.17img.cn/bbsfiles/images/2014/09/201409191023_514523_1622447_3.jpg图2为母材组织形貌,奥氏体组织,部分晶粒呈孪晶分布http://ng1.17img.cn/bbsfiles/images/2014/09/201409191032_514526_1622447_3.jpg图3为焊缝区组织形貌奥氏体和呈树枝状的铁素体http://ng1.17img.cn/bbsfiles/images/2014/09/201409191036_514527_1622447_3.jpg图4放大至500X的焊缝区组织形貌,奥氏体+树枝状铁素体http://ng1.17img.cn/bbsfiles/images/2014/09/201409191044_514530_1622447_3.jpg图5焊缝与母材交界处的形貌http://ng1.17img.cn/bbsfiles/images/2014/09/201409191048_514532_1622447_3.jpg图6依然是焊缝熔合线处的组织形貌,左侧为奥氏体区,右侧上下为奥氏体+铁素体
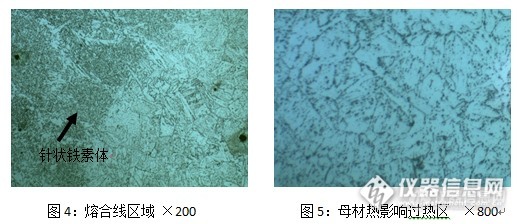
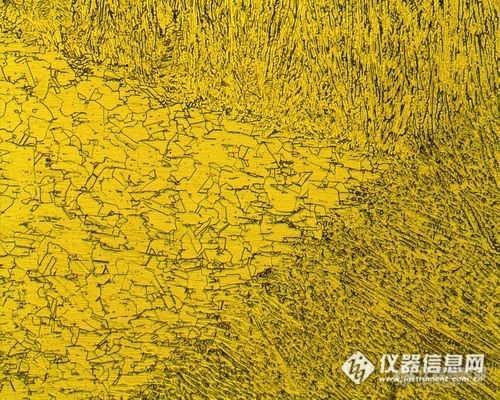
SA738GrB板GMAW焊接工艺接头微观组织分析摘要:通过对三代核电AP1000 CV筒体SA738板纵缝自动气保焊焊接接头微观组织分析,探讨大尺寸焊接接头微观组织分析方法,微观组织下辨别贝氏体和马氏体方法以及魏氏组织对焊接接头性能影响。试验结果表明焊缝组织以细小均匀的针状铁素体为主、热影响区为贝氏体。魏氏组织对焊接接头力学性能影响不大。关键词:AP1000; SA738Gr.B;ER90S-G;针状铁素体;贝氏体;马氏体;魏氏组织1 前言 三代核电AP1000 CV筒体在设计上采用45mm厚的低合金SA738Gr.B型钢板,其纵向拼装采用自动气保焊,填充ER90S-G焊丝进行焊接,具有生产效率高、操作简便等优点。但不同的工艺参数对接头力学性能及组织有较大影响,对接头的显微组织进行分析,是判断接头力学性能的重要依据。受焊接热循环、热输入、冷却速度、化学成分偏析等因素影响,焊接接头各个区域获得单一的典型显微组织比较困难,多为混合组织,微观形貌难以辨别;另外,对于厚板类大尺寸焊接接头如何选择检验部位,对结果的正确评定也有较大影响。2 母材材质、热处理工艺 显微组织分析第一步是确认母材平衡态组织。这就需要确定母材种类、化学成分、热处理工艺。SA738Gr.B属于美标ASTM A738,B级钢板,若对此类美标材料不熟悉,但通过分析其化学成分(见表1)和力学性能(见表2),可以与国标材料进行对应,从而初步判断其平衡态组织。http://ng1.17img.cn/bbsfiles/images/2017/10/2015092217413570_01_2593418_3.png 通过分析对比,可以得出SA738Gr.B属于低合金高强度钢,相当于国内Q460等级钢。通过查阅出厂材质书,确定热处理工艺为调质(淬火+回火)。至此,可以初步判断其平衡态组织为回火贝氏体。目前,SA738Gr.B钢板已经国产化,其最佳热处理工艺为920℃淬火+630℃回火,得到平衡态组织为细小均匀的板条贝氏体,见图1。http://ng1.17img.cn/bbsfiles/images/2017/10/2015092217450166_01_2593418_3.png 母材平衡态组织决定接头热影响区组织。但不等于说平衡态组织就是热影响区组织。因为热影响区组织受到焊接热作用与工厂热处理相差巨大。只能在母材平衡态组织基础上结合热影响区显微组织形貌进行具体分析。3 冷却对组织的影响 在对组织进行显微分析时,可能会碰到由于组织复杂,组织形貌难以辨别的情况,或者一些组织的微观形貌在显微镜下很相似,增加了辨认难度。而不同的组织转变温度不同,如果分析出冷却过程对组织析出的这种影响,则有利于对显微形貌进行正确辨认。冷却过程对转变产物的影响可在准确的在“CCT”曲线上体现。CCT曲线即过冷奥氏体连续冷却转变曲线,反映的是过冷奥氏体在不断地降温过程中发生的相变。每个钢种均对应相应的CCT曲线。如果知道该钢种CCT曲线,就能知道在不同冷速下对应的组织产物。影响CCT曲线因素很多,如C元素含量、合金元素含量,且绘制CCT曲线较为复杂,这里不做深入讨论。但应掌握几类常见钢种CCT曲线,有利于分析几中基本相的形成区间。如马氏体需要通过快冷的方式获得。在CCT曲线反映是,(见图2,为共析钢CCT曲线,)以大于临界冷速的冷却速度,如水淬,过冷奥氏体不经过珠光体(P)转变区,而直接过冷到马氏体(M)转变区(Ms—Mf)。掌握这一理论,有利于后面分析热影响区是否存在马氏体。 低合金钢焊接冷却一般为空冷,但要注意接头的焊后热处理方式。不同的热处理方式对接头的微观组织有较大影响。http://ng1.17img.cn/bbsfiles/images/2017/10/2015092217474369_01_2593418_3.png4微观组织分析4.1 检验点的选择 对于焊接接头,原则上选择接头最薄弱部位且能有代表性地反映该钢种,并在现行施焊工艺条件下所获得的焊接接头区域的典型显微组织形貌。生产实践得出如下原则: (1)、对于空淬性小的低碳钢,焊缝金属应选择盖面的最后焊道并未受重结晶热作用焊道中心部位,或封底最后焊道中心部位。热影响区通常选取盖面或封底最后焊道最差的过热重结晶区的显微组织作为热影响区组织。 (2)、对于空淬性较强的焊接接头,则选择第一条焊道的焊缝金属未受重结晶热作用的焊缝中心作为焊缝金属显微组织的检验部位。 (3) 对于有高韧性要求的焊接接头,通常也都是空淬性较强的低合金钢。除了按(2)要求选择显微检验点外,还要加上最后焊道及其母材热影响区的检验点。 除按以上原则选择检查区域外,还应沿着接头熔合线扫查,因为熔合线处最易产生微裂纹和紧挨熔合线的母材热影响过热区是整个接头性能最薄弱的区域。 SA738 Gr.B钢板具有较强的淬透性(其化学成分中添加Mo等合金元素就是提高其淬透性),另有还要求其具有高的低温冲击韧性。所以按照以上原则,选择了以下重点检查区域(见图3,SA738 Gr.B GMAW焊接工艺接头微观组织检查区域):区域1:盖面焊道融合线;区域2:盖面焊道中心至接头厚度1/4;区域3:接头厚度1/4处至接头中心。http://ng1.17img.cn/bbsfiles/images/2017/10/2015092217501796_01_2593418_3.png4.2 显微组织分析 显微镜检查前,首先应对整个接头进行目测,对有怀疑缺陷的区域应在显微镜下确认。目测未发现异常,则用低倍镜头(宜为200~250倍)沿熔合线进行扫查。之所以用低倍镜头,一方面是低倍镜头可视区域更大,特别是针对从下方观察试样的老式金相显微镜,有利于快速找到熔合线;另一方面,可以清晰的观察熔合线及两侧区域(母材过热影响区和焊缝区)。 如图4,为200倍下盖面焊道熔合线区域(区域1)。该视域下,熔合线清晰可见,其左侧为焊缝组织,大量的均匀细小的针状铁素体+少量先共析铁素体(白色呈网状)之所以为网状是先共析铁素体沿奥氏体晶粒析出的原因。200视域下不宜清楚观察到针状铁素体形态。选用500~800倍镜头进行进一步观察与确认。如图6,800倍视域下,针状铁素体清晰可见。值得注意的是,倍数越高,对制样要求越高。 熔合线右侧为母材热影响区过热组织。200倍视域下,可以看见条状、块状组织。结合第2章的分析,母材平衡态组织为板条贝氏体。板条贝氏体属于下贝氏体,具有高的强度,同时具有良好的塑性和韧性的综合机械性能。由于受到焊接热影响,母材细小均匀的板条变成条状、块状。所以,可以初步判断热影响区为下贝氏体。为了进一步确认,在800倍显微镜下观察母材热影响过热区,见图5,块状贝氏体形貌更明显。可对比图1,母材平衡态板条贝氏体进行观察,由于受焊接热作用,块状贝氏体尺寸更大。 对区域2进行分析,从盖面焊道中心至接头厚度1/4区域进行扫查。仍然采用低倍+高倍配合的方式。低倍进行扫查,不能确认的组织,用高倍进行确认。此区域由细小均匀针状铁素体组成,组织形态与图6相同。 对区域3进行分析,从接头厚度1/4处至焊缝中心由细小的块状铁素体组成,尺寸较图6中铁素体稍大,有大量碳化物析出,见图7。大量碳化物析出跟焊接热作用循环有关。 按照以上方法对另一侧焊缝进行分析,得出相同结论。整个接头区域未发现微裂纹及影响接头力学性能的非正常组织。影响接头力学性能的非常组织包括非金属夹杂物、网状渗碳体等。http://ng1.17img.cn/bbsfiles/images/2017/10/2015092217522946









 我要推广仪器
我要推广仪器
 下载APP
下载APP