推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转1594
留言咨询
400-860-5168转1594
留言咨询
 留言咨询
留言咨询
 400-860-5168转2336
留言咨询
400-860-5168转2336
留言咨询



[size=16px][color=#339999][b]摘要:真空压力热成型技术作为一种精密成型工艺在诸如隐形牙套等制作领域得到越来越多的重视,其主要特点是要求采用高精度的正负压力控制手段来抵消重力对软化膜变形的影响以及精密控制成型膜厚度。本文提出了相应的改进解决方案,通过可编程的纯正压控制技术实现软化膜上下压差以及热成型压力的精密调节,在保证产品质量的同时可简化控制系统。[/b][/color][/size][align=center][size=16px] [img=精密热成型工艺中的正负压力控制解决方案,550,292]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190914248981_6279_3221506_3.jpg!w690x367.jpg[/img][/size][/align][b][size=18px][color=#339999]1. 问题的提出[/color][/size][/b][size=16px] 热成型是一种将热塑性片材加工成各种制品的较特殊的加工方法。在具体成型过程中,片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。热成型方法有多种,但基本都是以真空和压力这两种方法为基础加以组合或改进而成。典型的真空和压力热成型原理如图1所示。[/size][align=center][size=16px][color=#339999][b][img=01.真空和压力热成型示意图,550,275]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917007981_2026_3221506_3.jpg!w690x345.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 真空和压力热成型原理示意图[/b][/color][/size][/align][size=16px] 如图1所示,真空成型最大的成型压力为一个大气压,这造成真空成型压力较低,这往往使得受热软化后的热塑材料很难在模具的拐角或坑洼处形成紧密贴合,如图2所示,这会造成整体的成型精度较差。因此,真空成型工艺一般用于对成型精度要求较低的通用性塑料件的生产。[/size][align=center][size=16px][color=#339999][b][img=02.真空热成型过程中的非紧密贴合现象示意图,550,198]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917280643_6456_3221506_3.jpg!w690x249.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 真空热成型过程中的非紧密贴合现象示意图[/b][/color][/size][/align][size=16px] 正压热成型在真空(负压)基础上的发展演变而来,正压成型的压力往往可以达到4~5个大气压甚至更高,在压缩空气的正压作用下,贴合度大幅提高,产品外观质量和生产效率有了明显的提高,所以正压形式正逐步在高精度热成型工艺中得到广泛应用,特别是对于成型精密度有很高要求的隐形牙齿矫治器(隐形牙套、透明牙套),正压热成型已经成为一种标准工艺。采用正压热成型机器在3D打印模型上制造隐形牙齿矫正器,可以获得更均匀的塑料层,但产生均匀塑料层的理想正压水平需要根据以下几方面的影响因素进行确定和精密控制:[/size][size=16px] (1)牙模的结构比较复杂,表面沟壑较多,采用正压吸塑热成型工艺很难很好的控制牙套的厚度,要求正压压力控制精度极高。[/size][size=16px] (2)受热的热塑性材料呈软化状态,很容易受到重力影响而造成额外的形变,因此在正压热成型中受热软化片材的变形程度相差极大,必须消除重力带来的变形。[/size][size=16px] 为了解决上述问题,西安博恩生物科技有限公司在其发明专利CN112823761B中提出了正负压热成型工艺,首先控制平衡软化片材上下两侧的压强差,抵消重力带来的变形,然后在热成型时再通过压力变化来精确控制膜片的厚度。此发明专利仅提出了一种真空压力热成型工艺的新概念,并未给出压差和压力精密控制的具体实施方法描述,而具体真空压力控制的具体方式则是实现隐形牙套高精度热成型的关键技术之一。为此,本文针对诸如隐形牙齿矫正器正负压热成型工艺中的真空压力精密控制,提出相应的解决方案,以保证新型正负压热成型工艺的顺利实施。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 在专利CN112823761B中提出的正负压热成型过程如图3所示,固定有膜片的可上下移动的夹持器热成型设备分为上下两个独立的密闭腔室,每个独立腔室的真空和压力需要精密控制,只是真空压力的控制范围不同。[/size][align=center][size=16px][color=#339999][b][img=03.正负压加热成型过程示意图,385,113]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190917482920_2081_3221506_3.jpg!w385x113.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 正负压加热成型过程示意图[/b][/color][/size][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][align=center][b][size=16px][color=#339999][img=04.隐形牙齿矫治器热成型精密压力程序控制系统结构示意图,690,321]https://ng1.17img.cn/bbsfiles/images/2023/05/202305190918023454_1832_3221506_3.jpg!w690x321.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图4 隐形牙齿矫治器热成型精密压力程序控制系统结构示意图[/color][/size][/b][/align][size=16px] 在膜片被加热软化和随夹持器向下移动时,底部腔室相对于顶部腔室为正压,即顶部腔室内的压力要大于顶部腔室压力,底部腔室正压托起软化过程中的膜片以抵消重力的影响。[/size][size=16px] 当膜片贴附在牙模上后,撤掉底部腔室压力,并逐渐增大顶部腔室压力,使顶部腔室压力相对于底部腔室压力为正压,由此通过较大的正压压力使膜片与牙模紧密贴合。[/size][size=16px] 通过上述过程可以看出,正负压热成型中的压力控制具有以下两个重要特征:[/size][size=16px] (1)在压差控制阶段,底部腔室压力要始终大于顶部腔室,以托起软化中的膜片减少重力对膜片变形的影响。这种情况下,两个腔室压力都可以是正压,顶部腔室压力不一定非要是真空负压,顶部腔室也可以是正压,但只要底部腔室压力足够大并能形成相应的压差托起膜片极可。[/size][size=16px] (2)在加压贴附阶段,使顶部腔室的压力足够大就可实现软化膜片的紧密贴合,这也意味着底部腔室的压力也不一定非要是真空负压,只要是顶部腔室的压力足够大,底部腔室为常压时也完全能够实现高压贴合。[/size][size=16px] 由此两个特征可以得出结论:所谓的正负压热成型,完全可以只采用正压控制予以实现,但前提是能够精密和可程序控制上下两个腔室的正压压力。[/size][size=16px] 通过上述分析可知,对上下两个腔室进行正压精密控制,通过压差和高压可很好的实现膜片紧密贴合和保证厚度的均匀性,这样可以减少真空控制的环节和相应装置,简化了控制系统。[/size][size=16px] 依此,本文提出的解决方案就是两个腔室的精密正压压力控制解决方案,通过两套压力控制装置分别实现上下两个腔室的压力可编程控制,具体结构如图4所示。[/size][size=16px] 如图4所示,两套压力控制装置配置完全相同,都是由压力传感器、压力调节阀和真空压力控制器构成,两套装置公用一套高压气源。为了保证高精度压力的程序控制,具体配置如下:[/size][size=16px] (1)压力传感器采用超高精度压力计,压力测量范围为0~0.8MPa(表压),精度为满量程的0.05%。压力调节阀采用数控电子减压阀,外部模拟控制信号0~10V对应的压力调节范围为表压0~0.8MPa,综合精度为满量程的0.2%。[/size][size=16px] (2)压力控制器采用超高精度可编程PID调节器,具有24位AD、16位DA和0.01最小输出百分比,具有PID参数自整定功能,并可设计20条程序曲线进行调用和控制,具有标准MODBUS协议的RS485通讯接口。压力控制器自带计算机软件,通过软件可在计算机上直接对控制器进行设置、运行、过程参数显示和存储。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本文对相关的正负压热成型工艺进行了分析,特别是针对隐形牙齿矫正器这类高精度热成型制作工艺,本文提出了改进的解决方案,即不采用正负压控制方式,而是采用纯正压控制方式。在具体热成型过程中,通过对上下腔室的压力进行不同的程序控制形成可控压差来抵消重力对受热膜片变形的影响,然后再对上腔室进行高压控制,由此可实现高精度的热成型厚度控制,可大幅提高热成型产品的质量和一致性。[/size][size=16px] 新的解决方案可通过两路压力的精确控制,同样可实现正负压热成型过程中的压力成型功能和精密制作能力,但避开了正压和负压同时控制所造成的装置的复杂性和较高成本,这使得新的解决方案更具有实用性。[/size][align=center][b][color=#339999][/color][/b][/align][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~~[/b][/color][/size][/align]

[align=center][img=球囊成型机压力控制,600,332]https://ng1.17img.cn/bbsfiles/images/2023/01/202301121420079811_2409_3221506_3.jpg!w690x382.jpg[/img][/align][color=#3366ff]摘要:在医用导管和球囊成型过程中对压力控制有非常严格要求,如高精度和宽量程的控制能力,需具备可编程、自动手动切换和外接压力传感器功能,还需具备可用于球囊泄漏、爆破和疲劳性能测试的多功能性。本文介绍了可满足这些要求的压力控制解决方案,解决方案的核心技术是采用超高精度的多功能压力控制仪,控制仪可根据不同的成型压力范围选择相应的型号规格,可达到很高的压力控制精度。解决方案的另一特点是多功能性和灵活性,除了可用于导管球囊成型压力控制和性能测试之外,也可以用于球囊成型机的温度控制。[/color][align=center][/align][align=center]~~~~~~~~~~~~~~~~[/align][size=18px][color=#3366ff][b]1. 医用导管和球囊成型压力控制要求[/b][/color][/size] 医用导管和球囊是人体血管和其他腔管疏通以及广泛使用的支架输送的关键器材,如图1所示,一般要求具有极高的抗爆性能,同时要求薄壁,柔软,可折叠。为达到这些要求,不仅要求所使用的聚合物材料具有极强的力学物理性能,同时对成型工艺提出很高的要求,成型设备必须准确高效的提供温度和压力控制。[align=center][color=#3366ff][b][img=医用导管球,500,250]https://ng1.17img.cn/bbsfiles/images/2023/01/202301121422416109_2224_3221506_3.jpg!w690x345.jpg[/img][/b][/color][/align][align=center][color=#3366ff][b]图1 医用导管球囊[/b][/color][/align] 在成型机的成型过程中,对压力控制的主要要求如下: (1)可编程程序控制:可按照设定程序进行压力变化控制,如设定不同的升降压速率和恒压时间,可存储多个设定程序满足在不同球囊成型工艺需要。 (2)宽范围和高精度:压力控制范围最高至5MPa,控制精度优于0.1%,以满足不同规格和壁厚的球囊成型及其性能测试需要。 (3)自动和手动功能兼顾:即可按照设定程序进行自动压力控制,也可采用手轮进行手动压力调节,以满足人工探索和优化成型压力参数的需要。 (4)可外接压力传感器:为了保证压力控制的准确性,除了压力控制仪自带的压力传感器之外,还能外接其他位置处的压力传感器。同时,外接传感器功能还能为实现导管球囊性能测试提供便利。 (5)多功能:对于单机结构的压力控制装置,除了可以连接到球囊成型机进行成型压力控制之外,希望还可以用来进行球囊质量测试评价,如可用来测试球囊的泄露、爆破和疲劳性能以及泄压时间等。 为满足上述导管球囊成型过程中的压力控制要求,本文提出了相应的解决方案,解决方案的核心技术是采用高精度的多功能压力控制仪,控制仪可根据不同的成型压力范围选择相应的型号规格,并可达到很高的压力控制精度。[b][size=18px][color=#3366ff]2. 解决方案[/color][/size][/b] 为实现医用导管球囊成型和性能测试过程中的压力控制,解决方案将采用VPC-2021系列多功能超高精度的PID控制器和不同压力范围的阀门调节器,解决方案的整体结构如图2所示。[align=center][b][color=#3366ff][img=医用球囊成型机压力控制系统结构示意,690,210]https://ng1.17img.cn/bbsfiles/images/2023/01/202301121423100632_8989_3221506_3.jpg!w690x210.jpg[/img][/color][/b][/align][align=center][b][color=#3366ff]图2 医用导管和球囊成型机压力控制系统结构示意图[/color][/b][/align] 解决方案的技术路线是在成型机上使用了多功能和超高精度的压力控制仪,压力控制仪的主要功能和特点如下: (1)压力控制仪主要由VPC2021系列PID真空压力控制器、压力传感器和压力调节器等组成,由此构成闭环控制回路对密闭容器进行压力控制,控制形式为外接高压气源进行减压控制。 (2)VPC2021系列PID真空压力控制器具有可编程控制功能,可存储多个控制程序曲线,采用了具有标准MODBUS协议的RS485通讯,并随机配备了控制软件,可在计算机上直接进行压力控制仪的调试和所有操作,图形化软件界面可直观显示压力变化过程,过程数据自动存储。 (3)VPC2021系列PID真空压力控制器采用了24位AD,16位DA和双精度浮点运算,最小输出百分比为0.01%。压力传感器精度为0.05%,可保证压力控制仪的控制精度达到0.1%。 (4)压力控制仪除可进行自动控制之外,同时还配备了手动调节功能,即通过控制仪面板上的手动旋钮进行操作,便于现场进行成型工艺压力参数的试验和优化。 (5)压力控制仪内已安装有压力传感器,但为了进行压力监视和进一步保证成型压力控制的准确性,压力控制仪也可以外接压力传感器。此外接压力传感器可以用作监控传感器,也可以用作控制传感器。 (6)压力控制仪的功能十分强大,除可以进行导管球囊成型机中的压力控制之外,也可以用作导管球囊与压力相关的性能测试,如泄露、爆破和疲劳性能测试以及泄压时间测量。[b][size=18px][color=#3366ff]3. 总结[/color][/size][/b] 本文解决方案尽管只涉及了医用导管和球囊成型过程中的压力控制,但其核心控制技术和软硬件装置还可以应用到温度和真空度控制,如上述压力控制仪中可以再添加一个VPC2021控制器就可实现对球囊成型温度的加热和冷却控制,由此组成完整的球囊成型机温压控制系统。 在各种医疗仪器和器械以及众多临床过程中,精密的真空、压力和温度控制一直是一项重要技术内容。本文首次尝试将我们在高精度真空压力控制方面所做的工作应用到医疗领域,以逐渐在医疗领域推广应用和产品迭代,后续还将不断推出可在医疗领域内应用的各种相关产品和解决方案。[align=center]~~~~~~~~~~~~~~~~~~[/align]
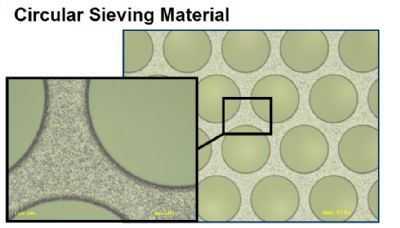
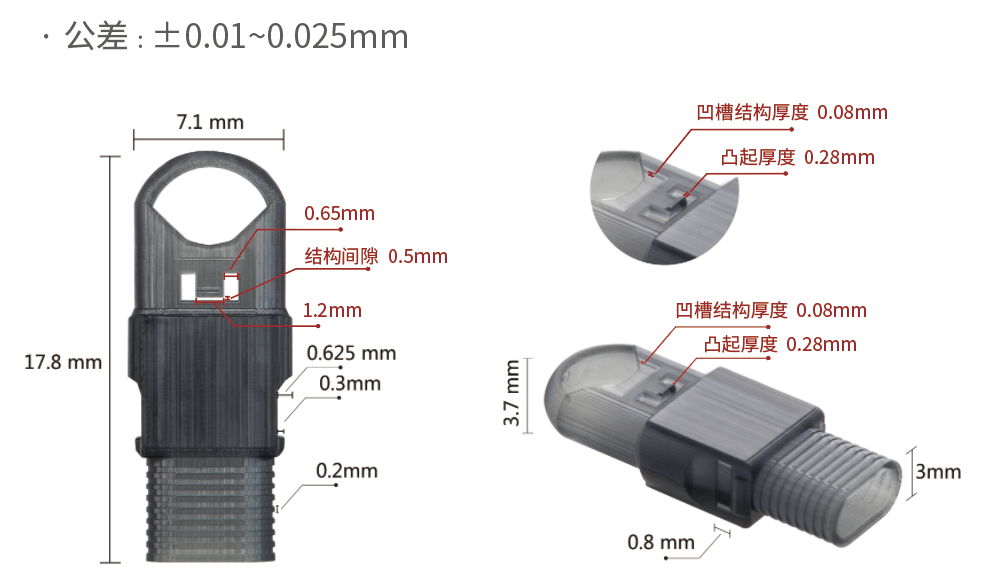
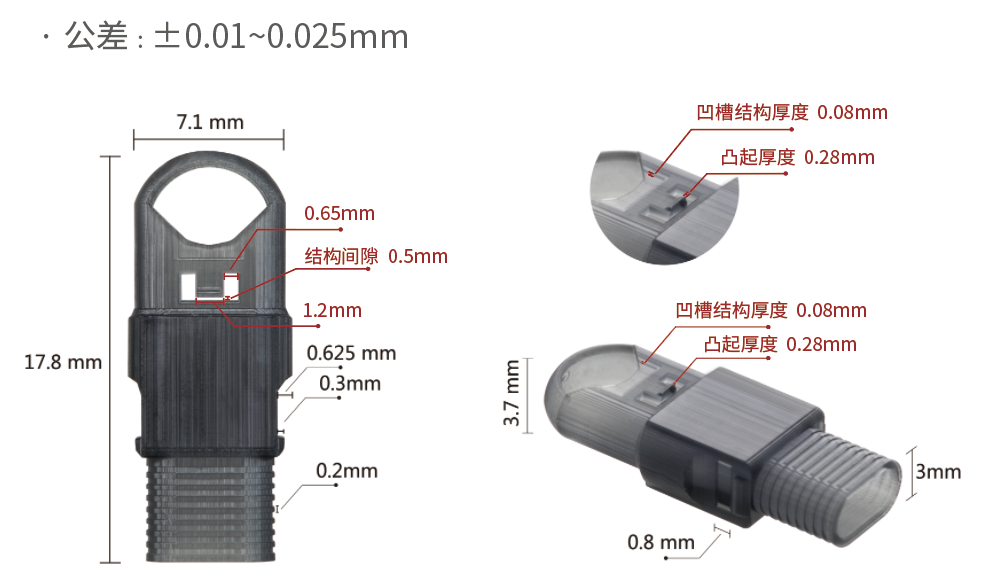
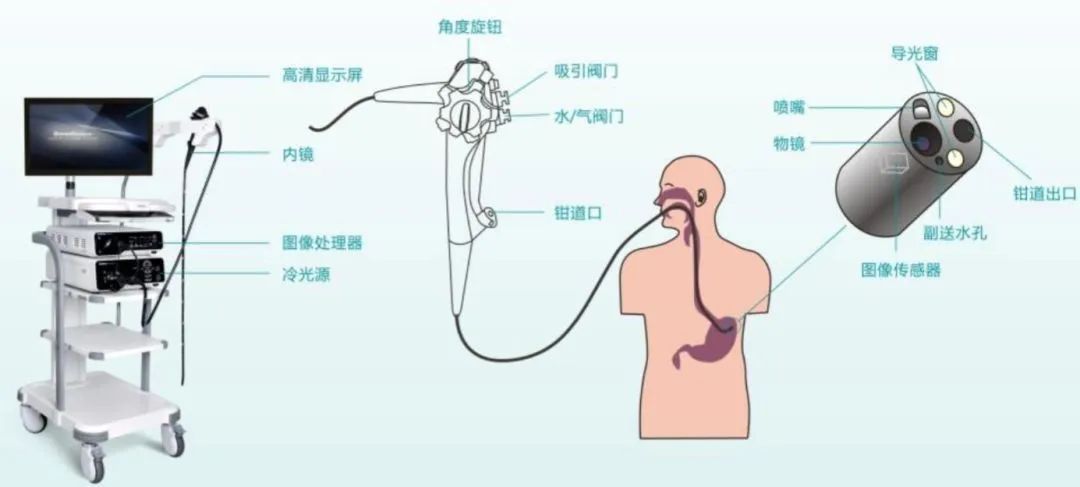
我最近新引进世界上最先进的德国PEMtec的精密电化学加工设备:PEM技术是一种在震动电极的电化学下沉腐蚀技术。直流电脉冲作用在电极和工件之间。根据震动电极的几何形状工件作为阳极被电解。几乎所有复杂几何结构的金属都能被加工,如回火钢,轴承钢,合金钢。PEM开启了不能使用传统工艺加工或者使用传统加工方式不经济的领域的应用。PEM优势 * 加工过程中没有电极耗损!仅用单个电极就可以重复生产无限量的产品。 * 加工后工件上没有热应力!不影响工件现有属性。不会产生微观裂纹。延长工件的寿命。 * 不产生氧化层!工件无需后序加工。 * 高效率的加工速度,对孔腔的表面速度可达0.5mm/min。 * 电极的表面质量是可以复制。粗糙度可达Ra 0.05µ m,在连接处具有不同的光洁度。 * 加工件上没有机械应力!可以加工壁较薄的结构件。 * 不会影响工件磁极属性。PEM Technology 技术优势●使用PEM制程工具电极不会造成损耗。 ▲只要一个电极可以重覆制造完全相同的产品。●不会有热应力残留,不会产生氧化层,不须要二次加工。●低温制程,不会影响材料本质。 ▲不会影响材料本质和结构。 ▲可以延长工件寿命。●一般制程的表面粗糙度品质Ra ≤ 0,5 μm, 取决于电极制作的表面品质。●可以作镜面加工。●高效率加工制程,因材料不同加工速度为 0.1 – 0.8 mm/min。●理想的电极材料为黄铜,但是其它导电材料都是可以作为电极。例如,红铜,高品质的钢,和石墨等等‧ ‧ ‧ 。●总而言之,PEM Technology 总合了EDM和ECM的优点,减少由这两种特殊加工技术的缺点。更重要的是,使用者必须衡量传统机械加工和特殊机械加工的特点为您生产的产品作最佳的选择。PEM 精密电化学切削应用范围●依功能分类:▲电解开孔,如轮机翼冷却孔。▲电解圆割加工,如曲孔。▲电解微小孔加工。▲精微成型。▲电解切穿,如深孔或盲孔加工。▲凹部加工(cavity sinking)。▲电解成型 (shaping), 如曲面加工。▲电解复印。▲电解除屑加工,如去毛边导角‧ ‧ 。●精密电化学加工的应用主要以传统方式不易完成的加工为主,有以下几个方向:▲内齿轮加工。▲花键孔加工。▲涡轮叶片加工。▲一体成形轮叶加工。▲高消耗性模具,如锻造模, 玻璃模, 压铸模等…。▲燃料电池极板。▲精密零配件。▲精密医疗器材。▲精密齿轮。PEM在汽车工业的应用 Exhaust pipe flange排气管法兰 * 汽车排气系统的不锈钢排气管法兰片,图中可以看到毛坯,电极和成品。 * 球面凹处为准备焊接的排气管的焊缝。 * 同一个型号的发动机一年销售量需求150,000个排气管法兰片。 * 同时加工30个零件, 并在10分钟内完成。 Diesel pump 柴油泵 柴油泵上无缝隙交叉孔的加工。椭圆形交叉孔。盲孔。表面光滑有利流动。无毛刺。每年450,000个。可以同时加工48个零件燃料电池制造 汽车用燃料电池反应金属板。用印刷电路技术覆盖抗腐蚀不锈钢板,用精密电化学工艺加工,然后清除电解残余。制造出的锐角表面无毛刺。PEM加工技术还可以应用在其他传统加工难以加工的材料的地方,例如模具制造,医疗器械,锻压模具等等,详情请浏览www.renpro.com.cn









 我要推广仪器
我要推广仪器
 下载APP
下载APP

