推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转3514
留言咨询
400-860-5168转3514
留言咨询




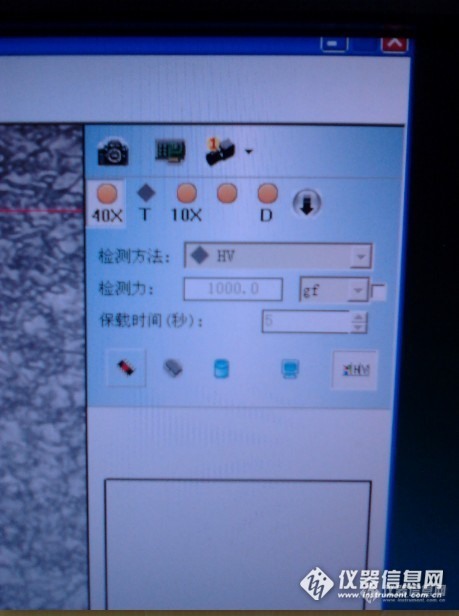
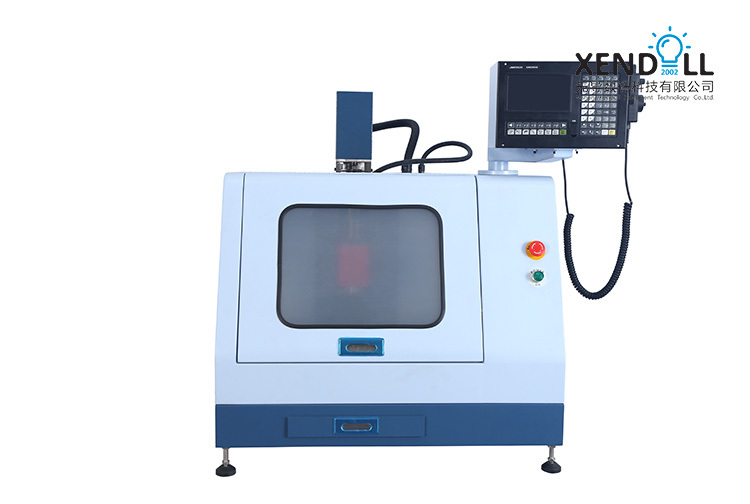
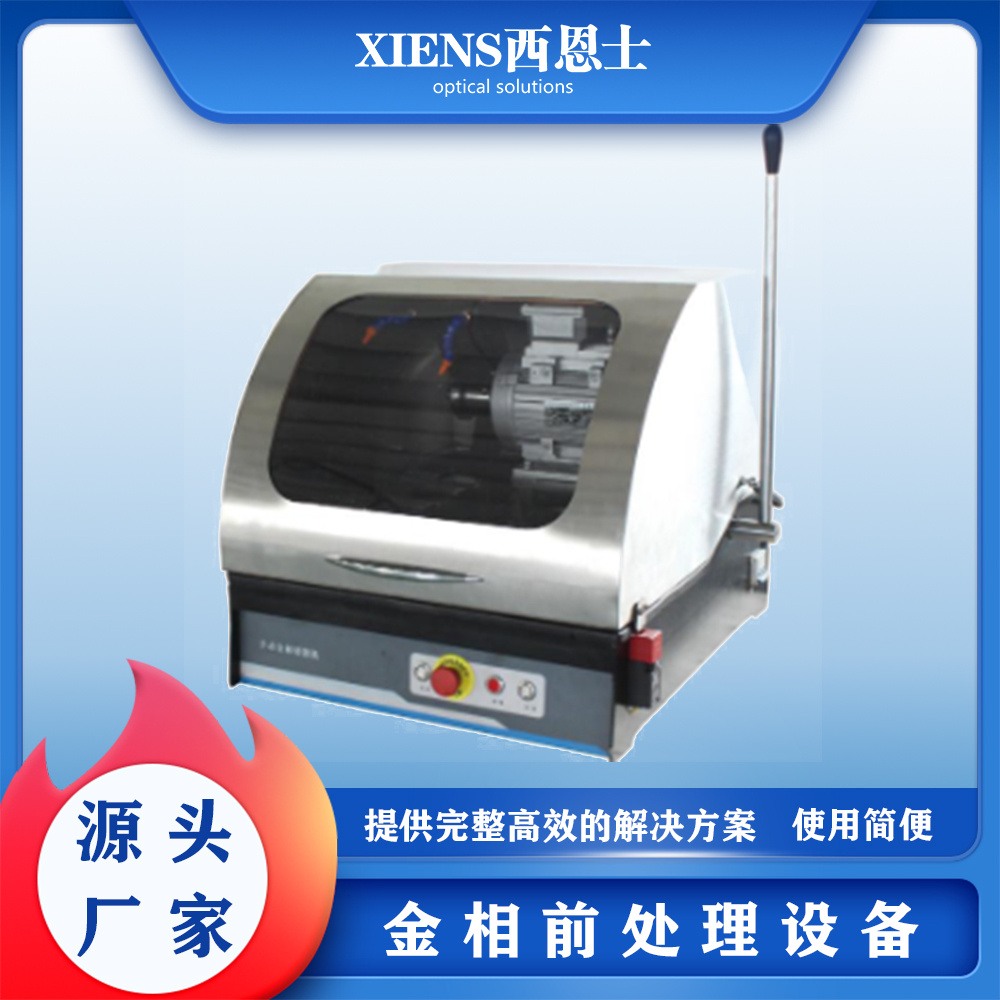
硬度测试是检测材料性能的重要指标之一,也是最快速最经济的试验方法之一。之所以能成为力学性能试验的常用方法,是因为硬度测试能反映出材料在化学成分、组织结构和处理工艺上的差异。常被作为监督手段应用于各行各业。因此可以利用硬度试验来研究钢的相变和作为检测钢铁热处理效应的手段。这个是我们学校用的显微硬度设备:这是试样放置处和打点的设备,以及显示情况主要的参数包括有:试验力:0.098N(10gf)、0.245N(25gf)、0.49N(50gf)、0.98N(100gf)、1.96N(200gf)、、4.90N(500gf)、9.80N(1000gf) 试验力施加方法:自动加卸试验力 测量显微镜放大倍率:100×(观察时)/400×(测量时) 压头:两面交为136°的正四棱锥体金刚石压头 压痕图像:标准正方形 最大硬度值:9999.9 最小硬度值:0.001 照明:16级亮度可调 实验力保持时间:5秒 最小测量厚度:0.15- 3um 最小检测单位每格:0.031μm 电源:AC220V/50Hzhttp://ng1.17img.cn/bbsfiles/images/2012/12/201212250929_415298_2105598_3.jpg这个是带有显示器的,右端这个是可以看到打点情况,和数值的这个是加载的情况,加载时间和受力情况,放大倍数等情况这个是试样打点的情况,图中材料为低合金钢,打点的样子是菱形,我们可以采用三种办法,对齐数值进行标定,采用四点法,就是在菱形的四个点分别进行采集进行显示;采用对角法,就是在菱形的相对的角度进行采集对点,进行显示,可以看到相应的数字显示,进而可以得出这种材料的显微硬度,当然还有收到受力情况的影响;第三种是三边法,就是在菱形的三边进行标定,然后在显示出来。其实很简单。这个是经过打点后显示的硬度值,可以看出,其中的菱形对角长度,因为我采用的是对角法进行打点的,通过对角的长度,可以确定该种材料的硬度情况。这个是加载力的情况,以及转头的变换。总结其打点的基本步骤如下:1.仪器使用预备工作①“零位”检验:检验“零位”的实质是使在Ogf状态时的金刚石角锥体压头顶端正好处在显微镜40倍物镜的物平面上。用“零位”校正显微镜观察压头像,若偏高或偏低可通过调节螺钉调节。②仪器调平:调节三只安平螺丝,使圆水泡居中,这时工作台处于水平位置,也表示加荷主轴处于沿垂位置,这是显微硬度计进行正常工作所必须的。2.试样安放:对于厚试样可直接放在工作台上进行测定,对薄试样则需要加垫辅助工作台。比较方整的试样或圆柱体可用平口钳夹紧,需保证被测试样的表面与钳口的上平面共面。薄片试样可将薄片夹紧器进行装夹,测定0.2--4mm圆柱体试样的端面的硬度时可用圆柱体夹紧器。对于形状比较复杂的零件可用橡皮泥粘在压平台上,然后在压平机上制平,以保证试样表面与工作台的平行度。3.硬度测定:(1)按下硬度计左侧电源开关,此时显示器“DISPLAY',应显示相应于变荷圈所在位置的试验力值,"TIME',应显示起始已设定的保荷时间15s。若转动变荷圈,选择测试所需的试验力,这时HV显示值应有相应变化。(2)选择Hv测量:掀入时为努普硬度氏,弹出时为维氏硬度Hv。(3)安置试样:将试样选择适当的装夹工具安置在仪器工作台上,并将工作台移到左端。(4)调焦缓慢转动手轮,可看到视场逐渐变得明亮,先看到模糊的灯丝象,然后再看到试样的表面象,直调至最清晰为止。(5)转动工作台上纵横向微分筒,在视场里找出试样需测试部位。(6)推动中平台使工作台移至右端,这时试样从显微镜视场中平缓移到加荷机构的金刚石角锥体压头下面。(7)加荷:再按电动机M键进行加荷,当马达启动指示绿灯亮,表示开始加荷,红灯亮时表示进人负荷保持时间,即为“TIME”窗口所示的时间长短,显示时间从每秒减“1”的速度变化,当减到“0”时再进人绿灯亮表明开始自动卸荷。卸荷完毕后绿灯熄灭,窗口显示又恢复到原先设定的时间,即加荷全过程完成。(8)输人数据:若已认定所测数据,请按“N”键,则DISPLAY窗口显示已输人硬度值的排列序号(最多不超过9点)。(9)读取硬度值。
钳形表的工作原理钳形电流表一般可分为磁电式和电磁式两类。其中测量工频交流电的是磁电式,而电磁式为交、直流两用式。本文主要介绍磁电式钳形电流表的测量原理和使用方法。 1.磁电式钳形电流表结构 磁电式钳形电流表主要由一个特殊电流互感器、一个整流磁电系电流表及内部 线路等组成。一般常见的型号为:T301型和T302型。T301型钳形电流表只能测量交流电流,而T302型即可测交流电流也可测交流电压。还有交、直流两用袖珍钳形电流表,如:MG20、MG26、MG36等型号。T301型钳形表外形如图1所示。它的准确度为2.5级,电流量程为:10 A、50 A、250 A、1000 A。 2.钳形电流表的工作原理 钳形表的工作原理是:建立在电流互感器工作原理的基础上的,当握紧钳形电流表扳手时,电流互感器的铁心可以张开,被测电流的导线进入钳口内部作为电流互感器的一次绕组。当放松扳手铁心闭合后,根据互感器的原理而在其二次绕组上产生感应电流,电流表指针偏转,从而指示出被测电流的数值。 值得注意的是:由于其原理是利用互感器的原理,所以铁心是否闭合紧密,是否有大量剩磁,对测量结果影响很大,当测量较小电流时,会使得测量误差增大。这时,可将被测导线在铁心上多绕几圈来改变互感器的电流比,以增大电流量程。此时,被测电流Ix应为: 式中,Ia为电流表上读数;N为缠绕的圈数。 3.钳形电流表的使用步骤 (1)根据被测电流的种类电压等级正确选择钳形电流表。一般交流500V以下的线路,选用T301型。测量高压线路的电流时,应选用与其电压等级相符的高压钳形电流表。 (2)正确检查钳形电流表的外观情况,钳口闭合情况及表头情况等是否正常。若指针没在零位,应进行机械调零。 (3)根据被测电流大小来选择合适的钳型电流表的量程。选择的量程应稍大于被测电流数值。若不知道被测电流的大小,应先选用最大量程估测。 (4)正确测量。测量时,应按紧扳手,使钳口张开。将被测导线放入钳口中央,松开扳手并使钳口闭合紧密。 (5)读数后,将钳口张开,将被测导线退出,将档位置于电流最高档或OFF档。 测量实例:测量运行中笼型异步电动机工作电流。根据电流大小,可以检查判断电动机工作情况是否正常,以保证电动机安全运行,延长使用寿命。首先正确选择钳型电流表的电压等级,检查其外观绝缘是否良好,有无破损,指针是否摆动灵活,钳口有无锈蚀等。根据电动机功率估计额定电流,以选择表的量程。测量时,可以每相测一次,也可以三相测一次,此时表上数字应为零,(因三相电流相量和为零),当钳口内有两根相线时,表上显示数值为第三相的电流值,通过测量各相电流可以判断电动机是否有过载现象(所测电流超过额定电流值),电动机内部或电源电压是否有问题,即三相电流不平衡是否超过10%的限度。 4.使用钳型表时应注意的问题 (1)由于钳型表要接触被测线路,所以测量前一定检查表的绝缘性能是否良好。即外壳无破损,手柄应清洁干燥。 (2)测量时,应带绝缘手套或干净的线手套。 (3)测量时,应注意身体各部分与带电体保持安全距离(低压系统安全距离为0.1~0.3 m)。 (4)钳形电流表不能测量裸导体的电流。 (5)严格按电压等级选用钳形电流表:低电压等级的钳形电流表只能测低压系统中的电流,不能测量高压系统中的电流。 (6)严禁在测量进行过程中切换钳形电流表的档位;若需要换档时,应先将被测导线从钳口退出再更换档位。
在我们日常实验过程中总会遇到各种各样的问题,我们需要多思考多创新,优化我们的流程,提高我们的工作效率。在我们邮寄快递的时候经常会看到标签打印机。其实这个打印机也可以很好的运用到我们的实验室。在我们测试ZDHC项目前处理时,在处理样品过程中需要员工自己书写大量标签。主要时在转移至不同容器上样品编号的标签。每单样品每个测试项目需要书写五遍以上的标签,极大的增加了工作量,降低了工作效率;同时还会遇到员工手写标签纸,容易出现书写笔误,字迹不清无法辨认。手写的标签沾上有机溶剂时,字迹易被冲刷掉等问题。目前使用这种类型的小标签纸(如下图),当一页标签纸所剩无几时,容易出现被随手丢弃的情况,造成了浪费。[align=left][img]https://ng1.17img.cn/bbsfiles/images/2020/06/202006151146057245_6975_3191395_3.jpeg[/img][/align]于是购买了标签打印机,并根据项目制作成标签打印模板[align=left][img]https://ng1.17img.cn/bbsfiles/images/2020/06/202006151146060298_4089_3191395_3.jpeg[/img][/align]经过实验验证该方法切实有效,具有以下优点:1 减少小标签纸上标签所剩无几时被随手弃置的浪费,节约了成本;2 减少员工书写标签的时间,提高了效率;3 采用打印标签,内容清晰且不易磨损,减少了被试剂浸润而字迹模糊的情况4 打印标签,降低了由于人为书写造成笔误的概率效率评估:1 按照一个项目10个样品点,每个样品点单人书写五遍标签计算,需耗时10分钟;2 按照一个项目10个样品点,每个样品点通过打印模板打印五遍标签计算,需耗时3分钟;3 综上所述,使用第二种方式可以提高70%的工作效率。成本评估:1 所需要的标签纸数量相同,需要采购一台标签打印机。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


