推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转3927
留言咨询
400-860-5168转3927
留言咨询
 400-860-5168转2232
留言咨询
400-860-5168转2232
留言咨询
 400-860-5168转2232
留言咨询
400-860-5168转2232
留言咨询





我想知道测量螺旋锥齿轮齿面坐标用什么型号的三坐标测量机及软件包
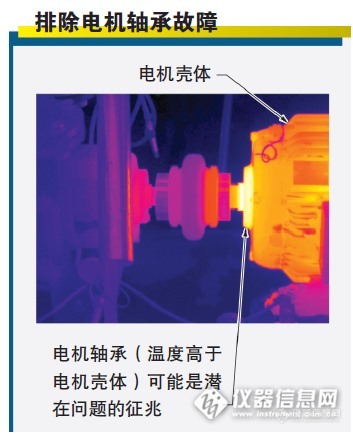
红外线热像仪作为一款高科技的测试测量仪器,价格一直不低,虽然随着今年红外热像技术的快速发展,已出现万元级的热像仪,但是相对于其他日常使用的检测仪器,仍属于相对高端的工具。近期,深受各类维护工程师及研发人员钟爱的电子测试测量仪器品牌——福禄克,推出了市面上最高端的手持式热像仪——大师之选专家级热像仪 ,其实测红外像素高达2048*1536,还有240Hz可选帧频。可想而知,这一款如此高端的产品一出,更是将红外线热像仪报价上了一个新档次。http://ng1.17img.cn/bbsfiles/images/2015/11/201511021137_571879_3051882_3.png 红外线热像仪报价多少才算合适?其实,关键还是看实际应用。虽然红外线热像仪报价不菲,但是,使用热像仪执行预防性和预测性维护任务后,大大减少了维护费用和设备运转的意外停机时间。在排除商业和工业运营中的问题时,红外热成像技术发挥着重要的作用。设备运行状况问题通常是由一些异常情况或迹象引起的。从表面上看,问题可能是明显的震动、声音或温度读数。从深层次来看,可能很难或无法发现问题的根源。热图案是由物体所发出的红外能量或热量构成的伪彩色图像。将正常设备的热图案与运行状况异常的设备的热图案进行比较,可以提供绝佳的故障处理方法。参见图 1。红外热成像的主要好处是可以快速执行测试,而且不会对设备造成损坏。此外,由于热像仪不需要接触,因此可在设备或组件操作期间使用。http://ng1.17img.cn/bbsfiles/images/2015/11/201511021137_571880_3051882_3.jpg 图1 操作设备的热图案可以快速指示正常和一场运行状况。即使热像仪使用人员无法完全解释异常的热图像,但仍可使用它来确定是否需要进一步测试。例如,可以轻松、快速地执行电机检查,了解轴承和任意联轴器是否出现异常。如果电机轴承的温度大大高于电机壳体的温度,这意味着可能出现了润滑油或对准问题。此外,如果联轴器一侧的温度高于另一侧,则表示存在对准故障。参见图2。http://ng1.17img.cn/bbsfiles/images/2015/11/201511021137_571881_3051882_3.png图2:如果电机轴承的温度大大高于电机壳体的温度,这意味着可能出现了润滑油或对准问题。有效的使用红外热像仪可以成功排除问题的关键在于透彻地理解各种检测的基本要求,以便在任何特定设备出现潜在问题或异常状况时进行检测。例如,在电气断路开关未通电时使用热像仪进行检查没有任何价值,因为潜在问题(热点)在电气断路开关未通电时不会出现。同样地,要成功排除蒸汽疏水阀的故障,必须对其整个操作周期进行观察。热像仪可以带来的经济利益有效的使用红外热像仪并运用预防性维护(包括预知性维护技术),将消除33% 至50% 维护支出中的大部分,这些支出被很多制造和生产厂商浪费掉了。根据美国的历史数据,由有效的预防性/预知性维护程序带来的初始节约涉及以下几个方面:1. 降低由设备或系统故障引起的意外停机时间:通常,在前两年内成本可降低40% 至60%,在五年内可达到并维持90%的成本降低。2. 提高员工的工作效率:从统计上看,一个维护人员每个班次的的实际工作时间占24.5% 或大约2 小时。通过识别在工厂资源中纠正缺陷所需的精确维修任务以及纠正问题所需的部件、工具和支持,预防性/预知性维护可显著增加有效实际工作时间。多数工厂已经能够达到并维持75% 至85% 的有效利用率。3. 降低维护费用:在一些情况下,实际维护支出会在实施有效的预防性/预知性维护计的第一年内会增加。这种支出的增加通常会达到10% 至15%,它是由使用预知性技术所发现的固有可靠性问题引起的。在消除这些问题之后,通常会取得35% 至60% 的人力和材料成本降低。4. 延长设备资产寿命:通常,工厂资源的使用寿命可延长33%至60%。使用寿命的延长得益于在发生对设备的损坏之前就检测出初发问题或与最佳工作状况的偏离。进行较小的调整或维修而不让小的缺陷变为严重问题几乎可以无限延长设备的有效使用寿命。5. 减少工伤事故投资一台热像仪的投资回报分析下面简要分析一个年产值为1000W的企业,投资一台基本型号价格为10W元热像仪,所能够带来的回报收益。主要体现在三个方面:1、 可以降低多少成本:20500元1)每年红外检测费用:每年外请2次红外检测服务,检测成本为10,000元总节省成本:10,000元2)能源,如水、煤、电、热能等损失:-每年花费总额是:150,000元;-可以减少用量:7%可以节省的设施系统费用总额是:10,500元预计对年成本降低的总影响是20500元; 2、 节省多少费用;15,600元对于一个年产值为1000W的工厂, 每个月设备维护时间为24小时(3天时间),则使用热像仪每年可以为企业节省15,600元。 http://ng1.17img.cn/bbsfiles/images/2015/11/201511021137_571882_3051882_3.jpg 3、 降低多少风险:假设产值可以在1千万以上的企业,在运营的过程中,可能会由于设备隐患造成火灾、泄露等安全风险,甚至人员伤亡、环境破坏等法律风险。 http://ng1.17img.cn/bbsfiles/images/2015/11/201511021137_571878_3051882_3.jpg 说明:1、 火灾、泄露:年产值在1000W以上企业,发生小面积的事故,而造成的损失,较大事故损失事故是无法估量的;2、 法律风险,如人员伤亡、由于影响环境而造成费用,可能由于企业所属区域,以及程度不同,风险费用也会有较大差别,上面表格中仅是基本的费用。预计的财务效益总计为:201,100元 也就是说:投资一台价格在10W基本型热像仪每年可以带来的回报收益在20W以上!红外线热像仪报价多少才合适?通过以上的内容,用户可以自行与评估选择多少钱的热像仪对企业来说是合适的。http://www.fluke.com/Fluke/cnzh/products/Thermal-Cameras
齿轮测量机又称为齿轮测量仪,是用于测量圆柱齿轮或齿轮刀具的渐开线齿形误差和螺旋线齿向误差的测量仪器。齿轮测量机的主机结构、部件先进,测量精度高。主机外形美观,结构稳定。齿轮测量机采用大理石平台、美观不变形。采用高精度测头、示值稳定,用户可根据实际情况选择测量项目。齿轮测量机可以进行齿廓公差带、齿廓凸度、螺旋线公差带、齿向鼓度等项目的评定。 齿轮测量机采用基圆分级调整式测量原理,包流量单盘式仪器传动链短、精度稳定可靠和对环境温度要求不高的特点,测量主机采用四坐标测量系统,主轴采用力矩式直驱电机、进口长光栅、圆光栅传感器作为位置传感器,形成全闭环反馈控制,提高了系统的测量精度。齿轮测量机采用了电子测量记录系统将误差记录成曲线图,图形清晰、准确。操作方便,由计算机控制测量过程自动完成,测量效率高。 齿轮测量机可测量渐开线圆柱齿轮的齿廓偏差、螺旋线偏差、齿距偏差、径向跳动,以及剃齿刀、插齿刀的齿廓偏差、齿距偏差、径向跳动。齿轮测量机可广泛适用于汽车、航空航天、拖拉机、通用机械、机床工具、仪器仪表、机器制造、国防工业等科研部门及工厂计量室、车间检查站。










 我要推广仪器
我要推广仪器
 下载APP
下载APP