额头、手腕、耳道...哪种测量更准确? 了解红外线体温计的“一二三”
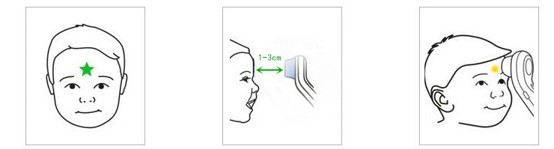
p style="text-indent: 2em "span style="text-indent: 2em "2月18日电 近期,由于新型冠状病毒肺炎肆虐,筛查体温已经成为各有关单位、学校、家庭等做好防控工作的必要手段。常规的水银体温计测量更加稳定,但由于检测时间过长(3~5min),必然是不能满足日常快速筛查的要求的。因此,在人流量较多场所采用非接触式的温度计,既安全,又方便快捷。/spanbr//pp style="text-indent: 2em "但是,由于很多使用者并没有正确掌握使用方法,导致筛查体温成为一种形式,没有真正发挥防控疫情的作用。今天,人民网邀请到首都医科大学附属北京天坛医院药学部和中国科学技术大学附属第一医院药学部的三位专家,带您更加深入的了解红外线体温计的各项特点。/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/4062eb18-2bbe-4f6e-ad03-4bd6e2717fda.jpg" title="1.jpg" alt="1.jpg"//pp style="text-indent: 2em "strongspan style="text-indent: 2em "红外线体温计的工作原理是什么?/span/strong/pp style="text-indent: 2em "先介绍一个物理常识:自然界中的绝大多数物质(高于绝对零度-273.15℃),都在向外界不断的发出红外能量。通过对这种能量的测量就可以实现读取物质表面的温度。这就是红外线体温计的工作原理。/pp style="text-indent: 2em "目前的工业技术水平,早已能够实现高精度的测温。由于多数情况下,物质无法向外界辐射其全部的红外能量,因此仪器会根据物体的红外辐射率(95%)进行读数修正。同时,不同测量部位的红外体温计,还会根据部位的差异,进行相应的修正。让我们最终看到的度数,能够大致表现出我们人体的真正体温。/pp style="text-indent: 2em "当然,再精准的测量元件,也会受到多种因素的影响。比如外界温度、污染、尘土、烟雾、其他物体的红外辐射、测量距离等等。span style="color: rgb(192, 0, 0) "strong因此,红外体温计在测量时,会出现明显的数值波动。有时,会需要我们“一测再测”。/strong/span/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/94f39a75-c688-4149-ab74-5166d69391bd.jpg" title="2.jpg" alt="2.jpg"//ppbr//pp style="text-indent: 2em "strong不同的测量位置有哪些区别?/strong/pp style="text-indent: 2em "红外线测温计如今使用的极为广泛,但是测量者使用时的测量位置却不尽相同,额头、脖颈、手腕,不同的位置的数值差异也很明显。那么到底应该测量什么位置,才更能满足检测需求的呢?/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/51f128da-4cee-46d5-bf5e-89b248bd2edc.jpg" title="3.jpg" alt="3.jpg"//pp style="text-indent: 2em "span style="text-indent: 2em "在医学上,评估人体是否发热,可以观察的是:腋下、口腔、肛门以及耳温。由于耳部深处更接近脑的内部,因此耳温对发热表现的更加敏感。肛门更贴近体内,因此升温的程度也更高一些。相对来说,腋下温度与体内温度相差的幅度会更大一点。由此,检测不同部位得出的发热温度是不一样的。/span/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/7b16474a-c792-48ed-b9e6-3eeaa8abdf34.jpg" title="4.jpg" alt="4.jpg"//ppbr//pp style="text-indent: 2em "span style="color: rgb(192, 0, 0) "strong在以上的常规检测部位中,除了耳温外,均不适宜用于大人群的防疫检测情况。/strong/span而耳温作为检测标准是由于近似认为它更接近动脉,且能够体现脑部温度,因此同样能够体现脑部温度的额温,就更具有判断发热的临床意义。/pp style="text-indent: 2em "span style="color: rgb(192, 0, 0) "strong相对来说,手腕由于处于人体的末端位置,对于人体真正温度的体现能力更差。/strong/span另外,额温枪在设计最初,会根据额头表面皮肤温度与人体体内温度差异进行校正,并不适宜用于手腕测温。span style="color: rgb(192, 0, 0) "strong因此更加推荐“额温枪”就应用于额头测温,而不是手腕。/strong/span/pp style="text-indent: 2em "顺便提一句:耳内腔道狭窄,耳温计在使用过程中难免出现接触现象,有交叉感染的风险。如果加用一次性耳套,则会增加测量成本。/pp style="text-indent: 2em "strong不同体温计有哪些测量要点?/strong/pp style="text-indent: 2em "红外额温计:测量体温时,将额温计对准额头正中心(眉心上方并保持垂直),测量部位无遮挡物(如毛发、帽子等)且保持干净,最好在测量前用干纸巾擦拭额头,去除汗渍等。测量距离一般为(1~3)cm或说明书要求的距离span style="color: rgb(192, 0, 0) "strong。测量时需1分钟内重复测量两次,两次测量数据之差在0.3℃以内,数据方可采信。/strong/span/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/af7a70fe-ab25-435f-924b-a1623d77dc17.jpg" title="5.jpg" alt="5.jpg"//ppbr//pp style="text-indent: 2em "红外耳温计:测量体温时,请将耳温计探头插入耳道,测量前应检查耳道是否清洁,使用时须配备卫生耳套,使用后需用75%的酒精消毒,以防止多人使用交叉感染,strongspan style="color: rgb(192, 0, 0) "最好测双耳取其平均值。/span/strong/pp style="text-align: center"img style="max-width:100% max-height:100% " src="https://img1.17img.cn/17img/images/202002/uepic/323eaf04-22d6-4bb8-b656-5905670aaabf.jpg" title="6.jpg" alt="6.jpg"//ppbr//pp style="text-indent: 2em "strong此外,几个注意事项需要测量人员注意:/strong/pp style="text-indent: 2em "1、根据测量环境的不同,做好养护措施。尽量保持体温计处在16℃~35℃的工作环境下。测量前将体温计按说明书要求设置成“体温”模式。/pp style="text-indent: 2em "在冬季,环境温度可能达不到要求,建议可以采取保温措施,如备用红外额温计放保温箱交替使用或不测量时放入怀中等保温措施。/pp style="text-indent: 2em "2、红外耳温计不易受环境的影响,其测量精度较高,稳定性较好,可用于体温异常者的复测,但是不能测量有耳疾和正在接受治疗的耳朵。/pp style="text-indent: 2em "3、只能抓碰手柄部位,不要触碰探测头。/pp style="text-indent: 2em "4、定期使用医用体温计校正红外体温计,以保证数值准确性。/pp style="text-indent: 2em "(受访专家:首都医科大学附属北京天坛医院药学部刘腾;中国科学技术大学附属第一医院药学部殷桐、张圣雨) /pp style="margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) font-family: 宋体, " Arial Narrow" white-space: normal text-indent: 2em text-align: center "-------------------------------------------br style="margin: 0px padding: 0px "//pp style="margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) font-family: 宋体, " Arial Narrow" white-space: normal text-indent: 2em "strong style="margin: 0px padding: 0px "征稿活动:/strong“红外体温检测仪技术及相关应用”主题征稿活动进行中,一经入选,将在资讯栏目发布并支付一定稿酬,并择优邀请做线上专家报告span style="margin: 0px padding: 0px color: rgb(127, 127, 127) "(新冠病毒主题研讨会---红外体温检测仪检测技术与应用现状)/span。让我们共同努力,携手抗“疫”!span style="margin: 0px padding: 0px color: rgb(0, 176, 240) "(投稿或自荐邮箱:yanglz@instrument.com.cn)/span/pp style="margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) font-family: 宋体, " Arial Narrow" white-space: normal text-indent: 2em "span style="margin: 0px padding: 0px color: rgb(0, 0, 0) "更多红外体温检测仪技术与应用相关资讯点击关注以下专题:/span/pp style="white-space: normal text-align: center "a href="https://www.instrument.com.cn/zt/hwcwy" target="_blank"img src="https://img1.17img.cn/17img/images/202002/uepic/bde094f1-56cd-4cf3-9247-45585be2bf41.jpg" title="1920_420_1(1).jpg" alt="1920_420_1(1).jpg" width="600" height="131" border="0" vspace="0" style="max-width: 100% max-height: 100% width: 600px height: 131px "//a/ppbr//p





















 我要推广仪器
我要推广仪器
 下载APP
下载APP