推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5399
留言咨询
400-860-5399
留言咨询
 400-860-5168转4379
留言咨询
400-860-5168转4379
留言咨询
 留言咨询
留言咨询





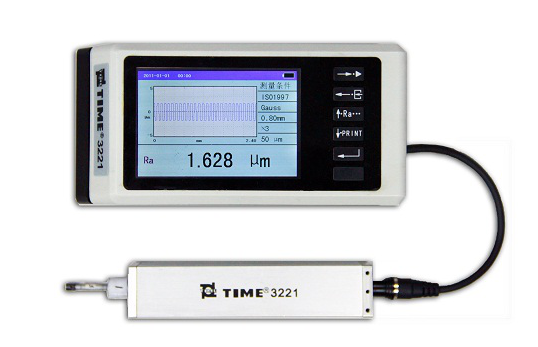
粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。
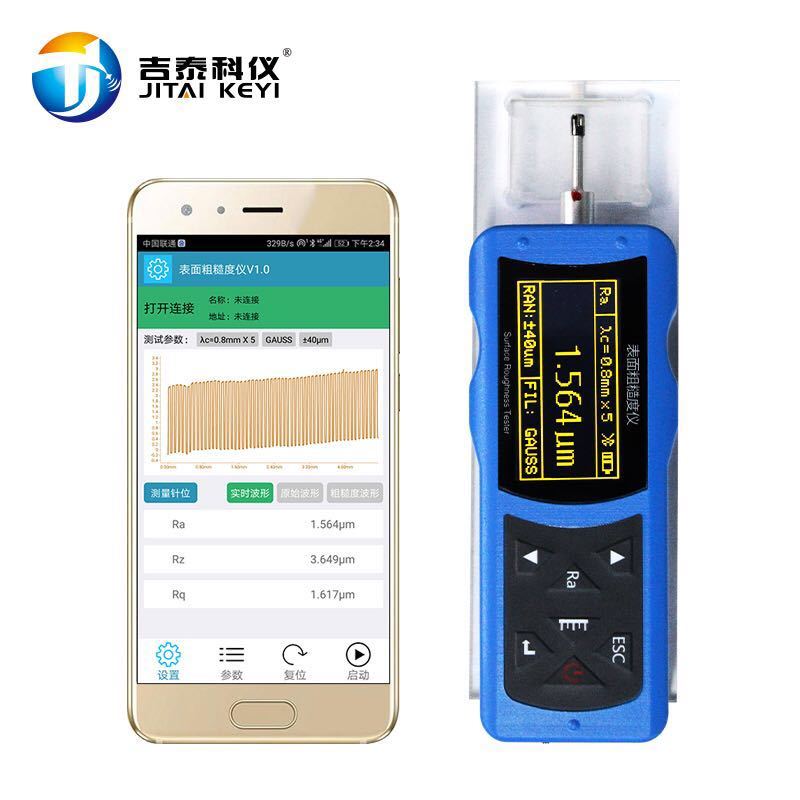
TR200手持式粗糙度仪http://www.cqdhkj.com/images/product01.jpgTR200性能特点机电一体化设计,体积小巧,方便携带,适用于现场测量多参数测量,可测量多种机加工零件的表面粗糙度高精度电感传感器符合ISO和GB标准,兼容DIN、ANSI、JIS标准流行的菜单操作方式128×64点阵LCD液晶显示器可以显示测量参数及图形传感器触针位置指示具有示值校准功能高品质锂离子充电电池标准RS232接口,可与PC机通讯可连接专用打印机,现场打印测量原理当测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成正比的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶屏幕上显示,并可在打印机上输出,亦可与PC机进行通讯。TR200主要技术参数测量参数 Ra、Rz、Ry、Rq、Rp、Rv、Rt、R3z、Rmax、RSk、RS、RSm、Rmr测量范围 Ra:0.025μm~12.5μm显示范围 Ra、Rq:0.005μm~16μm;Rz、Ry、Rp、Rv、Rt、Rmax、R3z:0.02μm~160μm;RSm、RS:1mm;Rmr:0~100%(%Rt); RSk:0~100%量程范围 ±20μm、±40μm、±80μm、自动 最高显示分辨率 0.001μm滤波方式 RC、PC-RC、GAUSS、D-P取样长度L 0.25mm、0.8mm、2.5mm、自动 评定长度Ln 1L~5L(L为取样长度) 测量行程长度 3L~7L(L为取样长度)最大驱动行程长度 17.5mm/0.71inch最小驱动行程长度 1.3mm/0.052inch驱动速度Vt 测量时,L=0.25mm,Vt=0.135mm/s; L=0.8mm,Vt=0. 5mm/s; L=2.5mm,Vt=1mm/s;返回时,Vt=1mm/s示值误差 ≤±10%示值变动性 ≤6%触针针尖角度 90°触针测力 4mN(400mgf)针尖圆弧半径 5μm导头纵向半径 45mm数据通讯接口 标准RS232串行接口电 源 6V/800mA高品质锂离子充电电池,连续工作时间大于20小时工作环境 温度:0~40℃;相对湿度:<90%外型尺寸 140mm×52mm×48mm重 量 440克
粗糙度测试仪标准?








 我要推广仪器
我要推广仪器
 下载APP
下载APP
