推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-883-7896
留言咨询
400-883-7896
留言咨询
 400-860-5168转6027
留言咨询
400-860-5168转6027
留言咨询
 留言咨询
留言咨询






呼吸阀是固定在储罐顶上的通风装置,以保证罐内压力的正常状态,防止罐内超压或真空使储罐遭受损坏,也可减少罐内液体挥发损失。针对于呼吸阀常见的故障应该怎样排除,下面一起来看看厂家对于呼吸阀的使用和维护都有什么见解。机械呼吸阀常见故障主要有:漏气、卡死、粘结、堵塞、冻结以及压力阀和真空阀常开等。1、漏气:一般是由于锈蚀、硬物划伤阀与阀盘的接触面、阀盘或阀座变形以及阀盘导杆倾斜等原因造成。 2、卡死:多发生在由于呼吸阀安装不正确或油罐变形导致阀盘导杆歪斜以及阀杆锈蚀的情况下,阀座在沿导杆上下活动中不能到位,将阀盘卡于导杆某一部位。 3、粘接:是因为油蒸气、水分与沉积于阀盘、阀座、导杆上的尘土等杂物混合发生化学物理变化,久而久之使阀盘与阀座或导杆粘结在一起。 4、堵塞:主要是由于机械呼吸阀长期未保养使用,致使尘土、锈渣等杂物沉积于呼吸阀内或呼吸管内,以及蜂或鸟在呼吸阀口筑巢等原因,使呼吸阀堵塞。 5、冻结:是因为气温变化,空气中的水分在呼吸阀的阀体、阀盘、阀座和导杆等部位凝结,进而结冰,使阀难以开启。 以上这些故障,有的使呼吸阀达到控制压力时不能动作,造成油罐超压,危及油罐安全;有的则使呼吸阀失去作用,造成大小呼吸失控,从而增加进料的蒸发损耗,使油料质量下降,加重区域大气污染,影响操作人员身体健康,增加区域危险因素。 在例行查库和每次作业时,要从外观和现象上加强检测分析,及时发现问题,及时解决。如油罐罐体和呼吸阀阀体有无异常变化;油罐进出油作业时,呼吸阀运行情况是否正常;U型压力计的压表是否正常;封口网有没有破损,是否畅通;洞库油罐管道式呼吸阀阀体有无漏气等。 另外还要定期对专利呼吸阀进行较全面的检查维护。对于地面罐和半地下罐安装的机械呼吸阀,一、四季度每月检查两次(防冻结),二、三季度每月检查一次;对于安装在洞库内的机械呼吸阀,每半年检查一次。
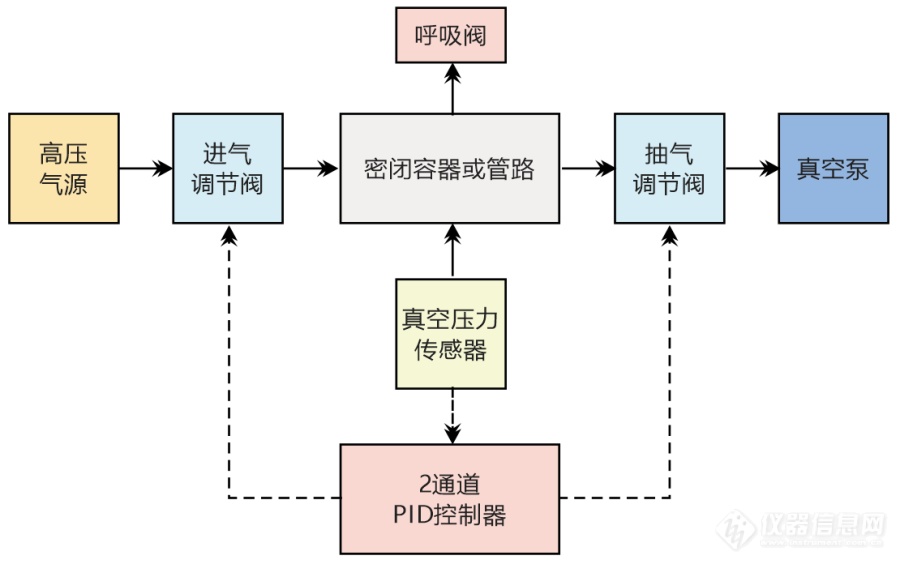
[size=14px][color=#ff0000]摘要:本文针对目前国内呼吸阀在线检验装置中存在的正负压连续校准自动化能力差等问题,详细介绍呼吸阀检验过程中正负压连续精密控制的解决方案,并详细介绍其中的各种调节阀和控制器配置,由此可实现各种规格尺寸呼吸阀在连续正负压条件下的全自动化检验。[/color][/size][align=center]~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、问题的提出[/color][/size][size=14px]呼吸阀是指既保证密闭容器和贮罐空间在一定压力范围内与大气隔绝、又能在超过或低于此压力范围时与大[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]通(呼吸)的一种阀门。其作用是防止容器和贮罐因超压或真空导致破坏,同时可减少贮液的蒸发损失。[/size][size=14px]呼吸阀作为石油、化工、燃气行业常压储罐的重要附件,对安全生产及环保等都起着至关重要的作用,对运输危险物品罐式车辆的年检中对呼吸阀的检验也是其中重要一环,对于保有量大的呼吸阀在线检测装置及方法提出了越来越高的要求,需要免拆装、方便、快捷、高效的呼吸阀在线检测装置及方法。目前在用的各种呼吸阀检验装置还存在以下问题:[/size][size=14px](1)现有方法中,一般都是现场安装一块压力表,仅能在正压条件下测量阀门的密封性能和正压开启值,无法确定阀门负压开启功能是否完好,这对于埋地油罐运行存在安全风险。[/size][size=14px](2)为安全起见,呼吸阀的呼吸与泄放压力范围较小,如-30.0Kpa至+50Kpa,常规检测装置难以在高精度条件下完成检验和校准。[/size][size=14px](3)呼吸阀的规格种类很多,口径不一,通经范围一般为DN20~DN300mm,现有的呼吸阀检测校准装置很难覆盖如此宽泛的呼吸阀。[/size][size=14px](4)目前已有的呼吸阀校验装置自动化水平较低,正负压不能连续自动精密控制,很多装置现场调压依靠人的经验,容易发生超压,损坏设备,严重时对油罐的运行安全造成影响;此外,很多测试记录依靠人工填写,容易出错,不利于归档保存。[/size][size=14px]本文将针对上述国内目前呼吸阀在线检验装置中存在的问题,详细介绍呼吸阀检验过程中正负压连续精密控制的解决方案,并详细介绍其中的各种调节阀和控制器配置,由此可实现各种规格尺寸呼吸阀在连续正负压条件下的全自动化检验。[/size][size=18px][color=#ff0000]二、解决方案[/color][/size][size=14px]呼吸阀的检验校准原理是完全模拟呼吸阀的真空压力使用工况,在呼吸阀的测量端口处准确模拟出相应的正压和负压,同时监测呼吸阀动作时所处的真空压力值。多次重复此测试过程,由此来检验和校准呼吸阀。[/size][size=14px]为实现呼吸阀的全自动化检验,最好使正负压的模拟变化是一连续精密可控的往返过程,如在-30.0Kpa至+50Kpa真空压力范围内,从负压至正压,再从正压至负压,如此自动循环往复,由此可得到呼吸阀重复性检验结果。另外,呼吸阀的检验装置能满足各种规格尺寸呼吸阀的检验需要和精度要求。根据此设计要求,本文提出的解决方案基本原理如图1所示。[/size][align=center][size=14px][img=呼吸阀正负压控制,550,344]https://ng1.17img.cn/bbsfiles/images/2022/06/202206201647139497_1994_3384_3.png!w690x432.jpg[/img][/size][/align][size=14px][/size][align=center]图1 呼吸阀检验装置正负压控制系统原理示意图[/align][size=14px]呼吸阀正负压精密连续控制的基本原理具体内容为:[/size][size=14px](1)控制原理基于密闭容器进气和出去的动态平衡法,这是一个典型的闭环控制回路。 PID控制器采集真空压力传感器信号并与设定值进行比较并调节进气和抽气调节阀的开度,最终使传感器测量值与设定值相等而实现真空压力的准确控制。[/size][size=14px](2)控制回路分别配备了真空泵(负压源)和气源(正压源),以提供足够的低压和高压能力。[/size][size=14px](3)为了覆盖负压到正压的整个真空压力范围(如-30.0Kpa至+50Kpa),可以配置一个测试量程在要求范围内的高精度绝对压力传感器,绝对压力传感器对应上述真空压力范围输出数值从小到大的直流模拟信号(如0~10VDC)。此模拟信号输入给PID控制器,由PID控制器调节进气阀和排气阀的开度而实现压力精确控制。采用绝对压力传感器的优势是不受当地大气气压变化的影响,也不用采取气压修正,更能保证检验的准确性。[/size][size=14px](4)当控制是从负压到正压进行变化时,一开始的进气调节阀开度(进气流量)要远小于抽气调节阀开度(抽气流量),通过自动调节进出气流量达到不同的平衡状态来实现不同的负压控制,最终进气调节阀开度逐渐要远大于抽气调节阀开度,由此实现负压到正压范围内一系列设定点或斜线的连续精密控制。对于从正压到负压压的变化控制,上述过程正好相反。[/size][size=18px][color=#ff0000]三、方案具体内容[/color][/size][size=14px]本文方案的具体实施内容如图2所示,主要包括高压气源、电动针阀、密闭容器或管路、压力传感器、高精度PID控制器和真空泵或真空发生器几个部分。[/size][align=center][size=14px][img=呼吸阀正负压控制,550,392]https://ng1.17img.cn/bbsfiles/images/2022/06/202206201647374707_7821_3384_3.png!w690x492.jpg[/img][/size][/align][size=14px][/size][align=center]图2 呼吸阀在线检验校准装置正负压控制系统结构示意图[/align][size=14px]在图2所示的控制系统中,密闭容器或管路可以直接采用现场容器和管理,也可以采用独立的密闭容器或管路并安装上被检呼吸阀。独立的密闭容器尺寸以满足最大口径呼吸阀为准,由此同时可用来进行其他小口径呼吸阀的检验校准。[/size][size=14px]正负压精密控制采用了两个NCNV系列的电动针阀,此电动针阀本身就是正负压两用调节阀,其绝对真空压力范围为0.01Pa~0.7MPa,完全能满足绝大多数呼吸阀的正负压检验要求。[/size][size=14px]在图2所示的控制系统中使用了两个电动针阀来实现正负压的连续调节和控制,如可以从正压到负压的压力线性变化控制,也可以从负压到正压的压力线性变化控制。如果在真空压力线性变化过程中,呼吸阀的反应动作都会在压力控制曲线上产生突变而得到体现,由此可根据突变点位置自动判断出呼吸阀是否满足使用要求。[/size][size=14px]对于很多在用的呼吸阀,其工作压力基本都在一个标准大气压附近。对于标准大气压附近的真空压力精确控制,如控制精度为±1%甚至更小,一般都需要采用调节抽气阀的双向动态模式,即通过双通道PID控制器,一个通道用来恒定进气口处电动针阀的开度基本不变,另一个通道根据PID算法来调节排气口处的电动针阀开度。[/size][size=14px]呼吸阀检验校准过程中的正负压控制精度,主要由压力传感器、PID控制器和电动针阀的精度决定。其中的PID控制器采用的是24位AD和16位的DA,电动针阀则是高精度步进电机,因此此解决方案的测试精度主要取决于压力传感器精度。压力传感器可根据呼吸阀检验校准要求进行选择。[/size][size=14px]对于呼吸阀的检验校准,要实现密闭容器内正负压范围内的多次往复变化,可以在PID控制器中进行程序设定,设定程度是一条从正压到负压(或负压到正压)的斜线以及重复次数,由此可实现正负压往复变化的自动控制。[/size][size=14px]在本文所述的解决方案中,为实现正负压的精密控制,如图2所示,针对负压的形成配置了真空泵。真空泵相当于一个负压源,但采用真空发生器同样可以达到负压源的效果,因此图2中也给出了真空发射器的具体配置。负压源采用真空发生器的优点是整个系统只需配备一个高压气源,减少了整个系统的造价、体积和重量,真空发生器连接高压气源即可达到相同的抽气效果。[/size][size=18px][color=#ff0000]四、总结[/color][/size][size=14px]本文所述解决方案,完全可以实现呼吸阀检验校准过程中正负压范围内真空压力的连续控制和往复交变控制,并且可以达到很高的控制精度和速度,全程完全自动化。[/size][size=14px]本方案除了正负压的自动精密控制之外,另外一个特点是可以满足多种规格尺寸呼吸阀的检验校准,真空压力范围也比较宽泛,整个系统小巧和集成化,便于形成便携式在线检验装置。[/size][size=14px]本文解决方案的技术成熟度很高,方案中所涉及的电动针阀和PID控制器,都是目前上海依阳实业有限公司特有的标准产品,其他的压力传感器、真空泵、真空发生器和高压气源等也是目前市场上常见的标准产品。[/size][size=14px]本文所述解决方案,同样可以适用于各种管端式呼吸阀、管道式呼吸阀、单呼阀和单吸阀等多种形式呼吸阀和安全阀。[/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=14px][/size]
早期,我国阻火呼吸阀起点低、规模小、专业化程度低、市场化程度不高,行业得到蓬勃式发展,但随着经济发展需求及国外竞争日益激烈化,逐渐显现设备简陋、产品结构不合理、高附加值产品少、恶性竞争等问题,同时中低档产品占据大片市场而市场需求逐步中高端化,国家重大项目工程对高压高参数等高端呼吸阀的需求却主要靠进口供给。 呼吸阀企业的生命力在于其产品是否具备生命力、高科技和先进性。落后产品虽然能带来一时的效益而不能立即摈弃其产生的价值,但只有坚持自主创新开发新产品,才能冲出“创新不足,模仿有余”的市场乱象,为企业带来长期的效益和发展,并打造出自主品牌。 呼吸阀企业提高产品档次已迫在眉睫。发展呼吸阀制造业,现代化的先进设备是基础,设备的优劣,直接决定产品的价值。现今,产品技术是制约呼吸阀发展的一个瓶颈,所以,当下呼吸阀行业的首要任务就是引进先进设备,提高呼吸阀档次。企业经营者引进设备时,首先应考虑企业资金承认能力,不能盲目引进过分先进、昂贵设备,要投入的物有所值,达到“花一分钱赚一块钱”的目的;同时保证设备中高端化,尽量抓住国家主线工程或重大项目,最好有一个准确的定位产品,最后要确保公司能完全掌握设备操作及简易故障检修。 呼吸阀为打造一个拥有先进的数控机床、加工中心等先进设备,配备专用清洁的装配车间,试验装置先进、齐全,渗漏量检测手段先进等生产机械化、半自动化和自动化操作的生产车间而发展。江泽民说过,创新是民族进步的灵魂,是国家兴旺发达的不竭动力,没有创新,企业就无法长期保持旺盛的生命力。企业的发展,靠的是市场,而为了适当市场竞争发展,企业就得不断的创新进步,进行产业化结构的调整,呼吸阀企业应该结合自身的实际情况,坚持“科技创新”,增加新产品研发,加大市场核心竞争力和主导力,以技术创新引领企业发展。目前国内许多呼吸阀企业也引进较为先进设备和技术,但对科技创新的重视程度还明显不足。









 我要推广仪器
我要推广仪器
 下载APP
下载APP