推荐厂家
暂无
暂无

 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询


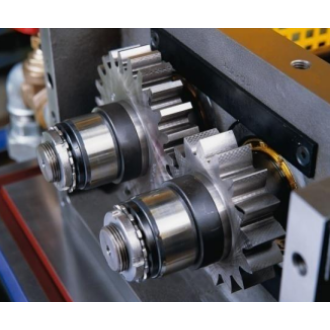
椭圆齿轮流量计又称排量流量计,属于容积式流量计一种,在流量仪表中是精度较高的一类。它利用机械测量元件把流体连续不断地分割成单个已知的体积部分,根据计量室逐次、重复地充满和排放该体积部分流体的次数来测量流量体积总量。椭圆齿轮流量计可以选用不同的材料(铸钢、不锈钢和316)制造,适用于化工、石油、医药、电力、冶金和食品等工业部门的流量计量工作。工作原理工作原理 在仪表测量室进出口两端液体压差的作用下,一对椭圆齿轮在轴上不停地转动并排出液体,测出椭圆齿轮的转数即可知道流经仪表液体的总值。 仪表特点 测量精度高、流量范围宽、重复性好; 螺旋转子转动均匀、震动小、寿命长; 对被测液体的粘度变化不敏感,尤其适合于粘度较高液体的测量; 结构简单、外形尺寸小、重量轻; 安装容易,表前不需要安装直管段。
齿轮测量仪器,它不仅包括检测各种齿轮的仪器,也将检测蜗轮、蜗杆、齿轮刀具、传动链的仪器附属在其中。齿轮种类繁多,几何形状复杂,表征其误差的参数众多。所以,齿轮量仪的品种也很多。齿轮测量技术及其仪器的研究已有近百年的历史,有6件标志性事件: 1.1923年,德国Zeiss公司在世界上首次研究成功一种称为"Toooth Surface Tester"的仪器。在此基础上经过改进,Zeiss于1925年推出了实用性仪器,并投放市场。该仪器的长度基准采用了光学玻璃线纹尺,其线距为1微米。该仪器的问世,标志着齿轮精密测量的开始,在我国得到广泛使用的VG450就是该仪器的改进型。 2.50年代初,机械展成式万能螺旋线标准仪的出现,标志着全面控制齿轮质量成为现实。 3.1965年,英国的R·Munro博士研制成功光栅式单啮仪,标志着高精度测量齿轮动态性能成为可能。 4.1970年,中国工程技术人员研制开发的齿轮整体误差测量技术,标志着运动几何法测量齿轮的开始。 5.1970年,美国Fellow公司在芝加哥博览会展出Microlog50,标志着数控齿轮测量中心的开始。 6.80年代末,日本大阪精机推出了基于光学全息原理的非接触齿面分析机PS-35,标志着齿轮非接触测量法的开始。
[align=left]齿轮,作为动力传递的基础,主要用于在各类机械装置中传送动力,通过不同齿轮的组合可以达到机械的运动、变速、转向等操作,通常按齿轮轴性分为平行轴齿轮、相交轴齿轮及交错轴齿轮三大类。[/align][align=left] [/align][align=left][url=https://www.misumi.com.cn/vona2/mech/M1000000000/M1006000000/]齿轮[/url]主要是指圆盘外周有齿的形状、通过齿轮彼此啮合来传递动力的机械元件。[/align][align=left]齿轮的特点是只要改变相互啮合齿轮的大小就会改变驱动侧和从动侧的转速。另外,齿轮还有改变力方向的作用。使用锥形齿轮或蜗轮,能够改变转动轴的方向。这样的机构被用于给汽车车轮传递动力的部位等。[/align][align=left] [/align][align=left]各类机械装置中使用到的齿轮种类繁多。下面介绍一下[url=https://www.misumi.com.cn/]米思米[/url] www.misumi.com.cn 生产的齿轮种类:[/align][align=left]正齿轮[/align][align=left]在圆盘(圆柱)的外周切出与轴平行的齿的最常见的齿轮。[/align][align=left]斜齿轮[/align][align=left]齿与轴不平行,是呈螺旋状的齿轮。它虽然适合传递比正齿轮更大的力,但要注意会产生使齿轮在轴向上移动的推力。[/align][align=left]内齿轮(齿圈)[/align][align=left]在圆筒的内侧带有齿的齿轮。被用于汽车等,特点是能够以较小的空间获得较大的减速。[/align][align=left]锥形齿轮[/align][align=left]在圆锥体的侧面切出齿的齿轮。锥形齿轮彼此啮合就能够将转动轴的方向改变90°。[/align]












 我要推广仪器
我要推广仪器
 下载APP
下载APP


