推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-801-5339
留言咨询
400-801-5339
留言咨询
 400-601-1998
留言咨询
400-601-1998
留言咨询
 留言咨询
留言咨询




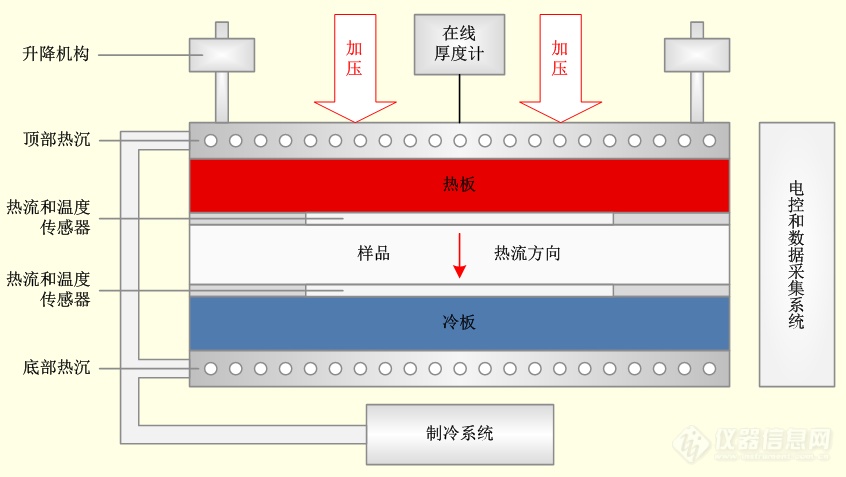
[table][tr][td][color=#cc0000]摘要:本文针对测试定形相变材料热性能的 ASTM C1784 动态热流计法(DHFM),从另外一个角度介绍了这种测试方法的具体实施过程,使得 ASTM C1784 更容易被理解、掌握和推广应用。同时,本文分析了 DHFM 方法在工程应用中存在的问题,并提出了具体技术改进措施,以便进一步研究工作的开展和真正解决各种大尺寸相变复合材料热性能的准确、可靠和快速测试问题,以便建立更具有工程应用实际意义的新标准测试方法。[/color][/td][/tr][/table][align=center][img=,690,389]http://ng1.17img.cn/bbsfiles/images/2017/12/201712172114_9883_3384_3.png!w690x389.jpg[/img][/align][color=#cc0000]1. 引言[/color] 相变材料(PCM)利用其熔融潜热以达到热存储或对环境或系统进行温度调控目的,在建筑结构中越来越多的发现PCM的应用可以降低建筑能耗和调节室内温度。其基本原理是白天 PCM 吸收部分建筑热载荷并产生熔化,而在较低温度的夜间PCM冻结释放出热量,由此来稳定控制建筑物室内空间内温度。 数值研究和现场试验表明,随着PCM 在建筑物围护结构中的应用,负荷峰值小时得以减少,峰值需求时间得到移动,可节省高达25%的制冷能源消耗,并明显提高生活舒适度。 过去的三十多年中,建筑法规越来越强调节能和能效,这导致建筑中普遍使用各种隔热技术。另一方面,PCM 技术在建筑领域中几乎没有什么实质性应用主要是因为它的初始成本要高于隔热技术,以及性能方面的问题,如易燃性和相变性能老化严重等。在过去的几年中,随着PCM材料研究、封装技术、相稳定方法和阻燃剂等方面的发展已经解决了阻碍PCM 应用的大部分问题。最近的研究表明,对于现存的隔热材料改造项目,更换或添加常规隔热材料可能并不总是改善建筑围护结构热能性能最划算的解决方案。 由于 PCM 性能和成本竞争力的提高,近年来市场上推出了多种集成 PCM 的建筑产品,如 PCM 墙体、PCM 增强隔热材料等。这些 PCM 集成部件的动态特性或相变特性,主要包括相变温度区间、潜热性能、过冷和滞后性能以及隔热性能,这些性能的准确测试对预测PCM 产品在整个系统尺度范围内的蓄热和节能潜力至关重要。在早期应用中,具有纯的和均匀的PCM 集成入建筑部件中,如大型PCM壁芯、PCM 壁管。因此,利用单纯 PCM 的动态特性对 PCM 集成产品进行能量或热性能分析已成为一种普遍做法。传统上采用差分扫描量热仪(DSC)测量 PCM 产品中的纯 PCM 成分的动态特性,然而 DSC 方法适用于典型毫米尺度和毫克质量量级的样品,DSC 法还要求样品在成分上要相对均匀。 目前最先进的 PCM 产品与早期 PCM 应用完全不同,目前的 PCM 多是以毫米尺度包裹在结构件内部,例如 PCM 增强石膏板、形状稳定(Shape Stabilized)的定形 PCM 板和 PCM 纤维增强隔热材料等。这些 PCM 集成部件的动态热性能取决于几个关键指标,如构件内 PCM 的质量分数、构件的热容量和导热系数,以及存在的添加剂(火阻燃剂、导电抑制剂、粘合剂)。此外 PCM 本身的动态特性可能会因为周围材料和外来材料的引入而产生变化,因此PCM 集成构件的动态特性与纯 PCM 的动态特性相比有显著差异。 先进的 PCM 产品在尺寸和质量上都会变得更大更重,而且在组合中往往非常不均匀而无法作为 DSC 测试中样品。此外,大量的研究表明采用 DSC 测试系统所进行的单纯 PCM热性能测试在可靠性和测试结果方面大多存在严重问题,需按照特定的操作规程执行才能得到准确结果,由此通过DSC 得到的数据用于蓄热和节能模型计算时普遍造成性能评价的不精确性。 数值计算和实验研究表明,在建筑围护结构中加入 PCM 会显著提高建筑能耗性能,但需要对 PCM的动态特性进行准确测量才能完成整个建筑的能耗模拟。此外,准确的动态测试数据对于优化建筑物内PCM 的分布和位置、最大限度实现节能至关重要。 针对大尺寸 PCM 集成部件和产品的动态热性能的准确可靠测试,实际上面临着严峻的挑战。过去仅有的成熟的热性能测试评价方法一般是利用DSC 进行测试,有时采用 T-history 法测量有限数量的材料。不幸的是DSC 方法需要较小且相对均质的测试样品,在许多PCM 增强结构产品中这一要求不切实际,因为这些材料不是均质材料,在PCM 基混合物或复合材料情况下小样品不具有代表性。 为了解决大尺寸 PCM 集成部件和产品动态热性能的准确可靠测试问题,近些年来研究了一种实验室级别的测试方法,这是一种基于传统稳态热流计法隔热性能测试技术(HFM)的动态测试技术,称之为动态热流计法(DHFM)。HFM 已经被广泛用于材料的稳态导热系数测量,DHFM 方法则是将HFM法进行了升级,这些升级通过对现有 HFM 设备的最小化改造和廉价硬件升级来实现对 PCM 复合材料热性能的准确测量。基于 DHFM 技术,美国 ASTM 在2013年制定了一个新的测试标准:ASTM C1784-13“采用热流计装置测量相变材料及其产品储热特性的标准测试方法”,并在2014年颁布的修订版。尽管DHFM 方法在工程实践中还存在一些不足,但至少使得在科学和工程领域对相变复合材料和相变材料增强产品获得了一个可靠和准确的测量工具,解决了一个标准测试方法有无问题。 上海依阳实业有限公司是从事材料的热物理性能测试技术研究和测试仪器生产的专业性机构,对传统稳态热流计法(HFM)测试技术有过深入的研究和深刻的理解,同时也生产这种测试仪器。通过对相变材料热性能测试方法(DHFM)的研究,证明了这种方法确实是一种现阶段比较有效的实验室级别的测试技术,对标准尺寸的相变复合材料样品的热性能可以做出准确的测量,但也在工程实践中发现了大量存在的具体问题。 本文针对测试定形相变材料热性能的 ASTMC1784 动态热流计法(DHFM),从另外一个角度介绍了这种测试方法的具体实施过程,使得 ASTMC1784 更容易被理解、掌握和推广应用。同时,本文分析了 DHFM 方法在工程应用中存在的问题,并提出了具体技术改进措施,以便进一步研究工作的开展和真正解决各种大尺寸相变复合材料热性能的准确、可靠和快速测试问题,以便建立更具有工程应用实际意义的新标准测试方法。[b][color=#ff0000]由于本文篇幅较大并涉及大量公式,不便在帖子上进行编辑,全文内容已做为附件呈上,请多原谅。附件全文为适合手机浏览的PDF格式文件。[/color][/b]
淬火工艺是将钢加热到AC3或AC1点以上某一温度,保持一定时间,然后以适当速度冷却获得马氏体和(或)贝氏体组织的热处理工艺。 淬火的目的是提高硬度、强度、耐磨性以满足零件的使用性能。淬火工艺应用最为广泛,如工具、量具、模具、轴承、弹簧和汽车、拖拉机、柴油机、切削加工机床、气动工具、钻探机械、农机具、石油机械、化工机械、纺织机械、飞机等零件都在使用淬火工艺。(1) 淬火加热温度 淬火加热温度根据钢的成分、组织和不同的性能要求来确定。亚共析钢是AC3+(30~50℃);共析钢和过共析钢是AC1+(30~50℃)。 亚共析钢淬火加热温度若选用低于AC3的温度,则此时钢尚未完全奥氏体化,存在有部分未转变的铁素体,淬火后铁素体仍保留在淬火组织中。铁素体的硬度较低,从而使淬火后的硬度达不到要求,同时也会影响其他力学性能。若将亚共析钢加热到远高于AC3温度淬火,则奥氏体晶粒回显著粗大,而破坏淬火后的性能。所以亚共析钢淬火加热温度选用AC3+(30~50℃),这样既保证充分奥氏体化,又保持奥氏体晶粒的细小。 过共析钢的淬火加热温度一般推荐为AC1+(30~50℃)。在实际生产中还根据情况适当提高20℃左右。在此温度范围内加热,其组织为细小晶粒的奥氏体和部分细小均匀分布的未溶碳化物。淬火后除极少数残余奥氏体外,其组织为片状马氏体基体上均匀分布的细小的碳化物质点。这样的组织硬度高、耐磨性号,并且脆性相对较少。 过共析钢的淬火加热温度不能低于AC1,因为此时钢材尚未奥氏体化。若加热到略高于AC1温度时,珠光体完全转变承奥氏体,并又少量的渗碳体溶入奥氏体。此时奥氏体晶粒细小,且其碳的质量分数已稍高与共析成分。如果继续升高温度,则二次渗碳体不断溶入奥氏体,致使奥氏体晶粒不断长大,其碳浓度不断升高,会导致淬火变形倾向增大、淬火组织显微裂纹增多及脆性增大。同时由于奥氏体含碳量过高,使淬火后残余奥氏体数量增多,降低工件的硬度和耐磨性。因此过共析钢的淬火加热温度高于AC1太多是不合适的,加热到完全奥氏体化的ACm或以上温度就更不合适。 在生产实践中选择工件的淬火加热温度时,除了遵守上述一般原则外,还要考虑工件的化学成分、技术要求、尺寸形状、原始组织以及加热设备、冷却介质等诸多因素的影响,对加热温度予以适当调整。如合金钢零件,通常取上限,对于形状复杂零件取下限。 强韧化新工艺选用的淬火加热温度与常用淬火温度有所区别。如亚温淬火是亚共析钢在略低于AC3的温度奥氏体化后淬火,这样可提高韧性,降低脆性转折温度,并可消除回火脆性。如45、40Cr、60Si2等材料制成的工件亚温淬火加热温度为AC3-(5~10℃)。 采用高温淬火可获得较多的板条状马氏体或使全部板条马氏体提高强度和韧性。如16Mn钢在940℃淬火,5CrMnMo钢在890℃淬火,20CrMnMo钢在920℃淬火,效果较好。 高碳钢低温、快速、短时加热淬火,适当降低高碳钢的淬火加热温度,或采用快速加热及缩短保温时间的办法,可减少奥氏体的碳含量,提高钢的韧性。(2) 保温时间 为了使工件内外各部分均完成组织转变、碳化物溶解及奥氏体的成分均匀化,就必须在淬火加热温度保温一定时间,既保温时间。(3) 淬火介质 工件进行淬火冷却所使用的介质称为淬火冷却介质(或淬火介质)。理想的淬火介质应具备的条件是使工件既能淬成马氏体,又不致引起太大的淬火应力。这就要求在C曲线的“鼻子”以上温度缓冷,以减小急冷所产生的热应力;在“鼻子”处冷却速度要大于临界冷却速度,以保证过冷奥氏体不发生非马氏体转变;在“鼻子”下方,特别使Ms点一下温度时,冷却速度应尽量小,以减小组织转变的应力。
热处理工艺-淬火工艺 淬火工艺是将钢加热到AC3或AC1点以上某一温度,保持一定时间,然后以适当速度冷却获得马氏体和(或)贝氏体组织的热处理工艺。 淬火的目的是提高硬度、强度、耐磨性以满足零件的使用性能。淬火工艺应用最为广泛,如工具、量具、模具、轴承、弹簧和汽车、拖拉机、柴油机、切削加工机床、气动工具、钻探机械、农机具、石油机械、化工机械、纺织机械、飞机等零件都在使用淬火工艺。(1) 淬火加热温度 淬火加热温度根据钢的成分、组织和不同的性能要求来确定。亚共析钢是AC3+(30~50℃);共析钢和过共析钢是AC1+(30~50℃)。 亚共析钢淬火加热温度若选用低于AC3的温度,则此时钢尚未完全奥氏体化,存在有部分未转变的铁素体,淬火后铁素体仍保留在淬火组织中。铁素体的硬度较低,从而使淬火后的硬度达不到要求,同时也会影响其他力学性能。若将亚共析钢加热到远高于AC3温度淬火,则奥氏体晶粒回显著粗大,而破坏淬火后的性能。所以亚共析钢淬火加热温度选用AC3+(30~50℃),这样既保证充分奥氏体化,又保持奥氏体晶粒的细小。 过共析钢的淬火加热温度一般推荐为AC1+(30~50℃)。在实际生产中还根据情况适当提高20℃左右。在此温度范围内加热,其组织为细小晶粒的奥氏体和部分细小均匀分布的未溶碳化物。淬火后除极少数残余奥氏体外,其组织为片状马氏体基体上均匀分布的细小的碳化物质点。这样的组织硬度高、耐磨性号,并且脆性相对较少。 过共析钢的淬火加热温度不能低于AC1,因为此时钢材尚未奥氏体化。若加热到略高于AC1温度时,珠光体完全转变承奥氏体,并又少量的渗碳体溶入奥氏体。此时奥氏体晶粒细小,且其碳的质量分数已稍高与共析成分。如果继续升高温度,则二次渗碳体不断溶入奥氏体,致使奥氏体晶粒不断长大,其碳浓度不断升高,会导致淬火变形倾向增大、淬火组织显微裂纹增多及脆性增大。同时由于奥氏体含碳量过高,使淬火后残余奥氏体数量增多,降低工件的硬度和耐磨性。因此过共析钢的淬火加热温度高于AC1太多是不合适的,加热到完全奥氏体化的ACm或以上温度就更不合适。 在生产实践中选择工件的淬火加热温度时,除了遵守上述一般原则外,还要考虑工件的化学成分、技术要求、尺寸形状、原始组织以及加热设备、冷却介质等诸多因素的影响,对加热温度予以适当调整。如合金钢零件,通常取上限,对于形状复杂零件取下限。 强韧化新工艺选用的淬火加热温度与常用淬火温度有所区别。如亚温淬火是亚共析钢在略低于AC3的温度奥氏体化后淬火,这样可提高韧性,降低脆性转折温度,并可消除回火脆性。如45、40Cr、60Si2等材料制成的工件亚温淬火加热温度为AC3-(5~10℃)。 采用高温淬火可获得较多的板条状马氏体或使全部板条马氏体提高强度和韧性。如16Mn钢在940℃淬火,5CrMnMo钢在890℃淬火,20CrMnMo钢在920℃淬火,效果较好。 高碳钢低温、快速、短时加热淬火,适当降低高碳钢的淬火加热温度,或采用快速加热及缩短保温时间的办法,可减少奥氏体的碳含量,提高钢的韧性。(2) 保温时间 为了使工件内外各部分均完成组织转变、碳化物溶解及奥氏体的成分均匀化,就必须在淬火加热温度保温一定时间,既保温时间。










 我要推广仪器
我要推广仪器
 下载APP
下载APP



