推荐厂家
暂无
暂无

 400-860-5168转1435
400-860-5168转1435
 留言咨询
留言咨询
 400-892-5158
留言咨询
400-892-5158
留言咨询
 留言咨询
留言咨询



数控机床采用计算机控制,驱动系统具有较高的技术复杂性,机械部分的精度要求也比较高。因此,要求数控机床的操作、维修及管理人员具有较高的文化水平和综合技术素质数控机床的加工是根据程序进行的,零件形状简单时可采用手工编制程序。当零件形状比较复杂时,编程工作量大,手工编程较困难且往往易出错,因此必须采用计算机自动编程。所以,数控机床的操作人员除了应具有一定的工艺知识和普通机床的操作经验之外,还应对数控机床的结构特点、工作原理非常了解,具有熟练操作计算机的能力,须在程序编制方面进行专门的培训,考核合格才能上机操作。正确的维护和有效的维修也是使用数控机床中的一个重要问题。数控机床的维修人员应有较高的理论知识和维修技术,要了解数控机床的机械结构,懂得数控机床的电气原理及电子电路,还应有比较宽的机、电、气、液专业知识,这样才能综合分析,判断故障的根源,正确的进行维修,保证数控机床的良好运行状况。因此,数控机床维修人员和操作人员一样,必须进行专门的培训。(二)数控机床对夹具和刀具的要求数控机床对夹具的要求比较简单,单件生产时一般采用通用夹具。当批量生产时,为了节省加工工时,应使用专用夹具。数控机床的夹具应定位可靠,可自动夹紧或松开工件。夹具还应具有良好的排屑、冷却性能数控机床的刀具应该具有以下特点(1)具有较高的精度、耐用度,几何尺寸稳定、变化小。(2)刀具能实现机外预调和快速换刀,加工高精度孔时要经试切削确定其尺寸(3)刀具的柄部应满足柄部标准的规定(4)很好地控制切屑的折断和排出。(5)具有良好的可冷却性能。
1. 加工零件及其工艺分析与手动编程一样,加工零件及其工艺分析是数控编程的基础。目前这项工作主要还需人工来做,随着CAPP技术的发展,将逐渐由CAPP来完成。主要任务有:(1) 零件几何尺寸、公差及精度要求的标准;(2) 确定加工方法、工夹量及刀具;(3) 确定编程原点及编程坐标系;(4) 确定走刀路线及工艺参数;2. 加工部位造型与前述相同,有三种方法获取和建立零件几何模型:(1) 利用软件本身的CAD设计模块;(2) 将其他CAD/CAM系统生成的图形,通过标准图形转换接口,转换成本软件系统的图形格式;(3) 利用三坐标测量机数据或三维多层扫描数据。3. 工艺参数输入将工艺分析中的工艺参数输入到自动编程系统中,常见的工艺参数有:(1) 刀具类型、尺寸与材料;(2) 切削用量,如主轴转速、进给进度、切削深度及加工余量等;(3) 毛坯信息,如尺寸、材料等;(4) 其他信息,如安全平面,线性逼近误差、刀具轨迹间的残留高度、进退刀方式、走刀方式、冷却方式等。4. 刀具轨迹生成与编辑自动编成系统将根据几何信息与工艺信息,自动完成基点和节点计算,并对数据进行编排,形成刀位数据;刀位轨迹发生后,自动编程系统将刀具轨迹显示出来,如果有不合适的地方,可在人工交互方式下对刀具轨迹进行编辑与修改。5. 刀具国际的验证与仿真自动编程系统提供验证与仿真模块,可以检查刀具轨迹的正确性与合理性。验证模块指通过模拟加工过程来检验加工中是否过切,刀具与约束面是否发生干涉与碰撞等;仿真模块是将加工过程中的零件模型、机床模型、夹具模型及刀具模型用图形动态显示出来,基本具有尚且加工的效果。6. 后置处理将刀位数据文件转换为数控装置能接受的数控加工程序。7. 加工程序输出(1) 将加工程序利用打印机打印清单,供人工阅读;(2) 将加工程序存入存储介质,包括穿孔纸带、磁盘、光盘和U盘等,用于保存或转移到数控机床上使用;(3) 通过标准通信接口,将加工程序直接送给数控装置;脉搏制造网——机械加工行业b2b服务平台
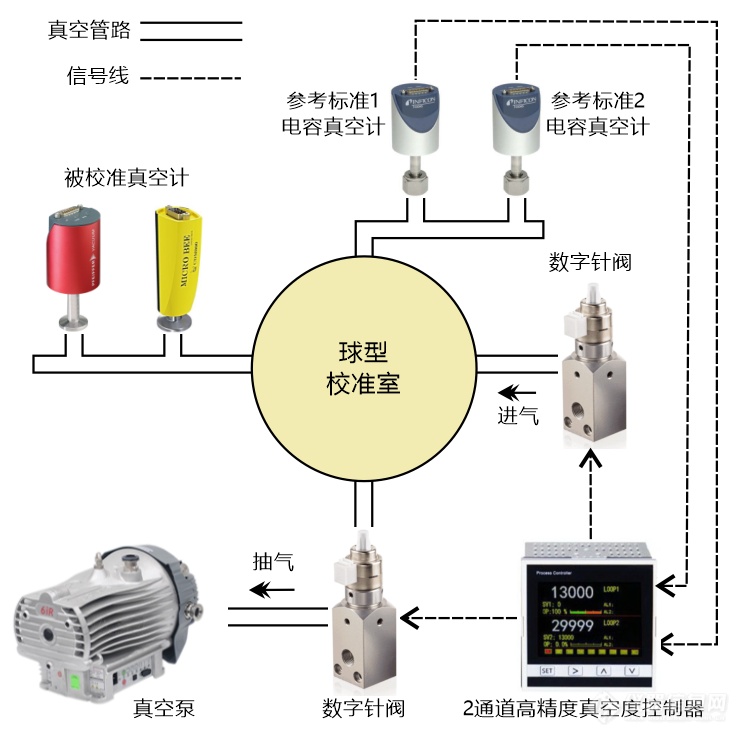
[color=#ff0000]摘要:针对便携式真空计校准装置以实现真空计的现场校准,基于静态比对法校准技术,本文提出了一种采用微型数字针阀和上下游双向气体流量调控模式的技术方案,结合双通道高精度的真空度PID控制器,可在真空度精密控制的前提下解决现场校准和便携性问题。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、问题的提出[/color][/size]真空计作为一种真空度传感器在众多领域应用普遍,并需要进行定期校准。而真空计校准装置是包含了真空标准器、真空泵、真空阀门及连接管路在内的一整套测量系统,一般体积较大,不便移动,多在实验室内固定使用。现有的真空计校准方式大多是将现场使用的真空计拆下送检。为满足现场校准的需求,需要解决以下几方面的问题:(1)减小相关部件的尺寸,使真空计校准装置便于携带。(2)采用数控和电动阀门,提高气体流量调节的精密度。(3)改进真空度控制方式,提高真空度控制精度和稳定性。为实现真空计 现场校准和校准装置的便携性,基于静态比对法校准技术,本文将提出采用微型数字针阀和上下游双向气体流量调控模式的技术方案,结合高精度的真空度PID控制器,可在真空度精密控制的前提下解决现场校准和便携性问题,真空度的波动可控制在±1%以内。[size=18px][color=#ff0000]二、便携式真空计校准装置技术方案[/color][/size]便携式真空计校准装置的整个结构如图1所示,这里示出的是0.1~760Torr真空度范围内的校准装置典型结构示意图。方案具体内容如下:[align=center][img=真空计校准,600,596]https://ng1.17img.cn/bbsfiles/images/2022/05/202205261606551375_610_3384_3.png!w690x686.jpg[/img][/align][align=center]图1 便携式真空计校准装置结构示意图[/align](1)采用静态比对法,将被校准真空计与参考标准真空计比对。参考标准真空计采用两个电容薄膜真空计以覆盖整个真空度校准范围,参考标准真空计也同时作为真空度控制传感器。(2)真空度控制器采用二通道高精度真空度控制器,控制器的A/D为24位,D/A为16为,可对应电容薄膜真空计的高精度信号输出和满足真空度控制精度要求。控制器的两个通道分别对应于两个真空计的输入信号、两路数字针阀的进气和抽气流量的精密调节。在真空度控制过程中两路传感器信号可根据需要自动切换,以实现全量程范围内的可编程自动控制。控制器带PID自整定功能和标准的MODBUS通讯协议。(3)采用两个数字针阀分别调节进气和抽气流量,控制器采用双向模式分别对两个针阀进行调节。在粗真空范围内主调节进气针阀,在高真空范围内主调节进气针阀,全量程范围内的真空度恒定控制时,真空度波动率可控制在±1%以内。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]












 我要推广仪器
我要推广仪器
 下载APP
下载APP