推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询




汽车冲压模具由于工作在重载、冲击条件下,因而具有很高的加工质量要求。其中,落料部分由于加工表面具有材料硬度高和抗磨损的特点,同时其加工精度对车身整体外观质量也有很大的影响。因此,该部分的加工一直是困扰加工者的技术难题之一(图1)。传统工艺下,由于刀具应用策略的不当以及刀具装夹次数过多等问题,而导致对该工件的加工时间过长,一般为10.5h左右。我公司模具应用中心的技术人员经过对该工艺的认真分析,从而提出了新的工艺方案,有效减少了空走刀行程,并且减少了一次装夹时间,最终将加工时间缩短为4h。 确定工艺改进方案 由于模具零件形状的复杂性及特殊性,在实践中,很难将其制造工艺按某种固定模式进行编制,各厂家因其设备状况、技术水平不同,所编制的工艺也完全不同,但工艺编制的原则及基本指导思想是大同小异的。如图2所示,在通常的加工过程中,制定先进的工艺方案需要经历以下过程。 1.制定详细的项目规划 在客户了解到目前现有工艺中的瓶颈问题后,我们要和客户的技术人员共同研究解决问题的合理方案。因为新的加工工艺方案一定要尽量依托客户现有的生产条件,以期为客户带来最大的效益。 2.试验调试 将确定的加工方案进行试验,并将得到的加工结果和预期目标进行对比,由此对加工参数进行调试和优化,直至达到满意的加工效果,并生成相关书面报告。 3.制定加工策略 在与客户技术人员讨论确定工艺改进方案后,我们将把项目带回模具应用中心,由应用工程师为改进工艺制定编程策略,由此来决定选择合适的刀具以及加工参数。 4.详细了解客户需要 拜访客户是了解客户需求的主要方法,一般是通过为客户提供技术支持和在现场实践中解决疑难问题,而接触客户现有的生产工艺安排。在这样的过程中,技术人员很容易发现工艺安排中不合理或者不完善的环节,弹簧支吊架/www.cqsyfm.com/将这些信息搜集起来,并整理成《客户工艺分析报告》,为客户分析目前加工过程中的瓶颈和改进后预计达到的目标。 5.实践检验 将制定好并经过应用中心验证的加工工艺方案移植到客户现场进行实际加工。由于生产条件的改变,加工过程中有时会出现一些问题,技术人员需要做进一步的调试,直至客户满意。 正确选择冷却方式 随着绿色制造技术在切削加工中的应用,选用何种冷却方式更为恰当,则应根据不同的加工目的和被加工材料的特性仔细加以权衡,以获得最佳的加工效果。目前,在金属切削加工中,可供选择的冷却方式有很多种,比如切削液冷却、喷雾冷却和高压空气冷却等。本案例中,我们经过反复对比,最终选择空气油雾混合冷却的方式,不仅提高了刀具的加工参数,同时也避免了冷却液冷却使刀具激冷损害刀具寿命的不利影响,从而提高了刀具的使用寿命,降低了客户的加工成本。 优化刀具走刀路径 在CAD/CAM集成系统中,数控加工的工艺设计决定了实际生产加工的质量和效率。而加工时刀具走刀路径的规划对工艺规程的编写和数控代码的生成都有重要影响,进而实际影响零件的加工精度、表面粗糙度和加工速度。因此,刀具路径是刀具的灵魂。使用专业的编程软件和先进的加工策略都有助于降低刀具的空走刀时间,同时使路径光滑过渡也有利于降低加工过程中加工速度的损失,从而提高加工速度,缩短加工周期。
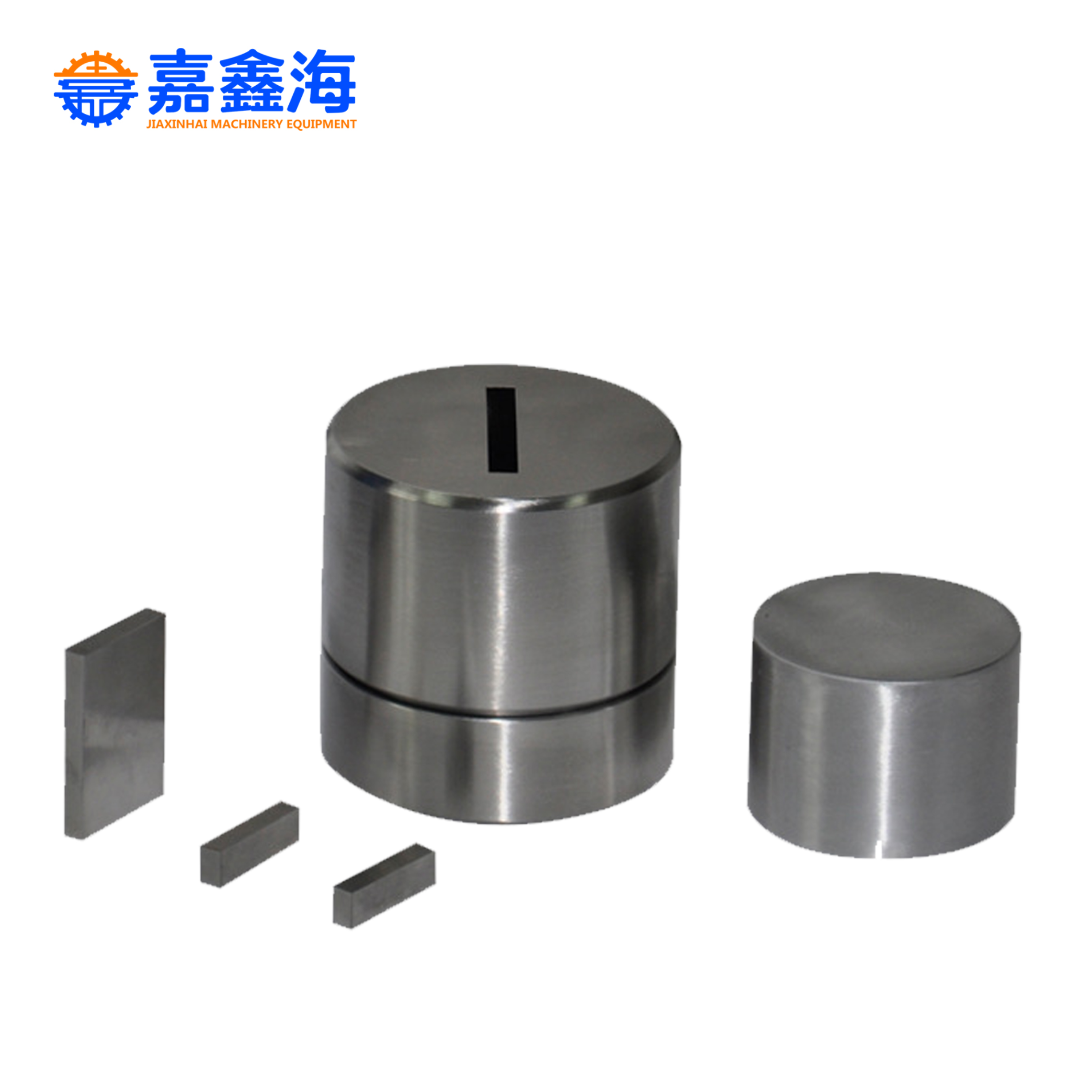
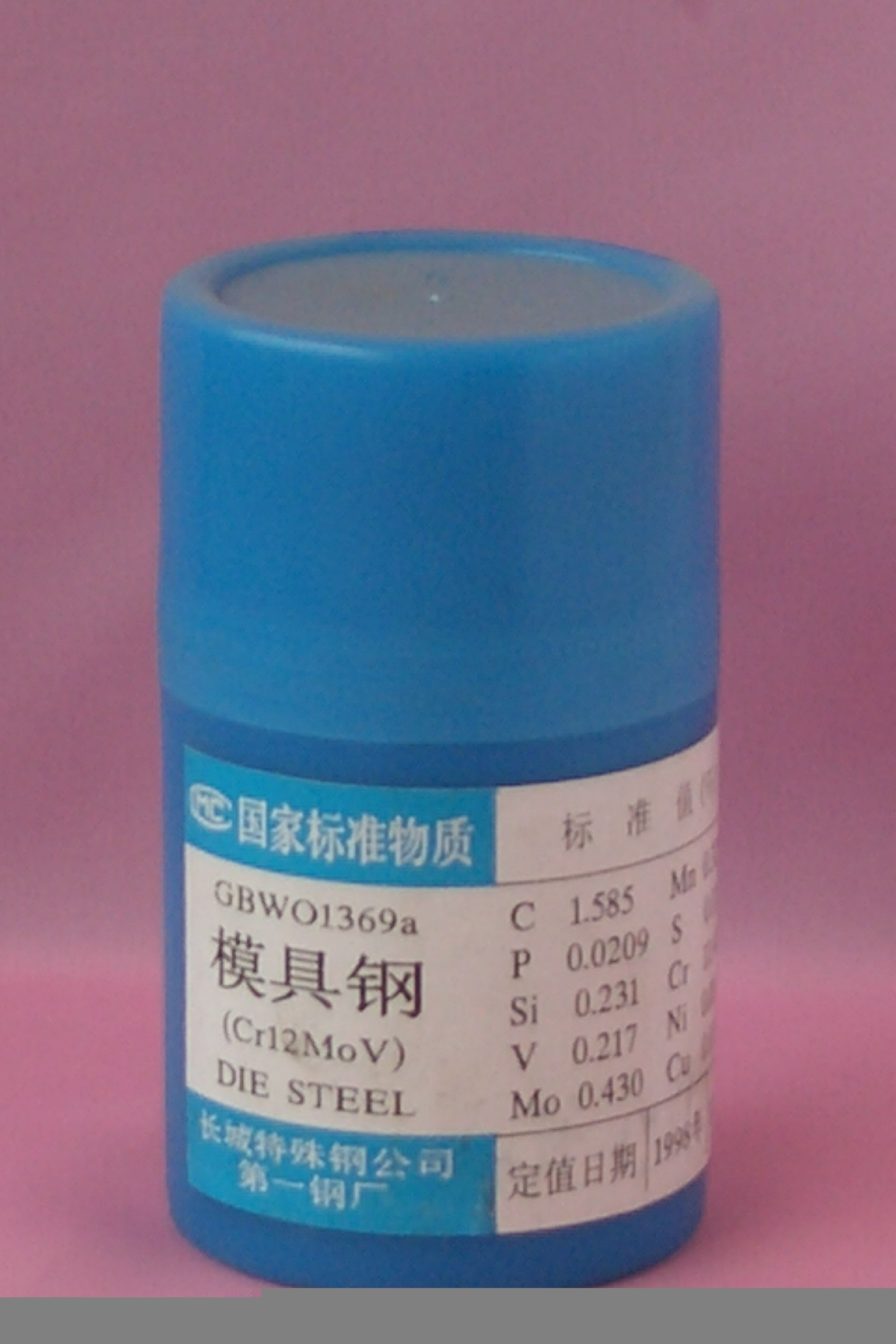
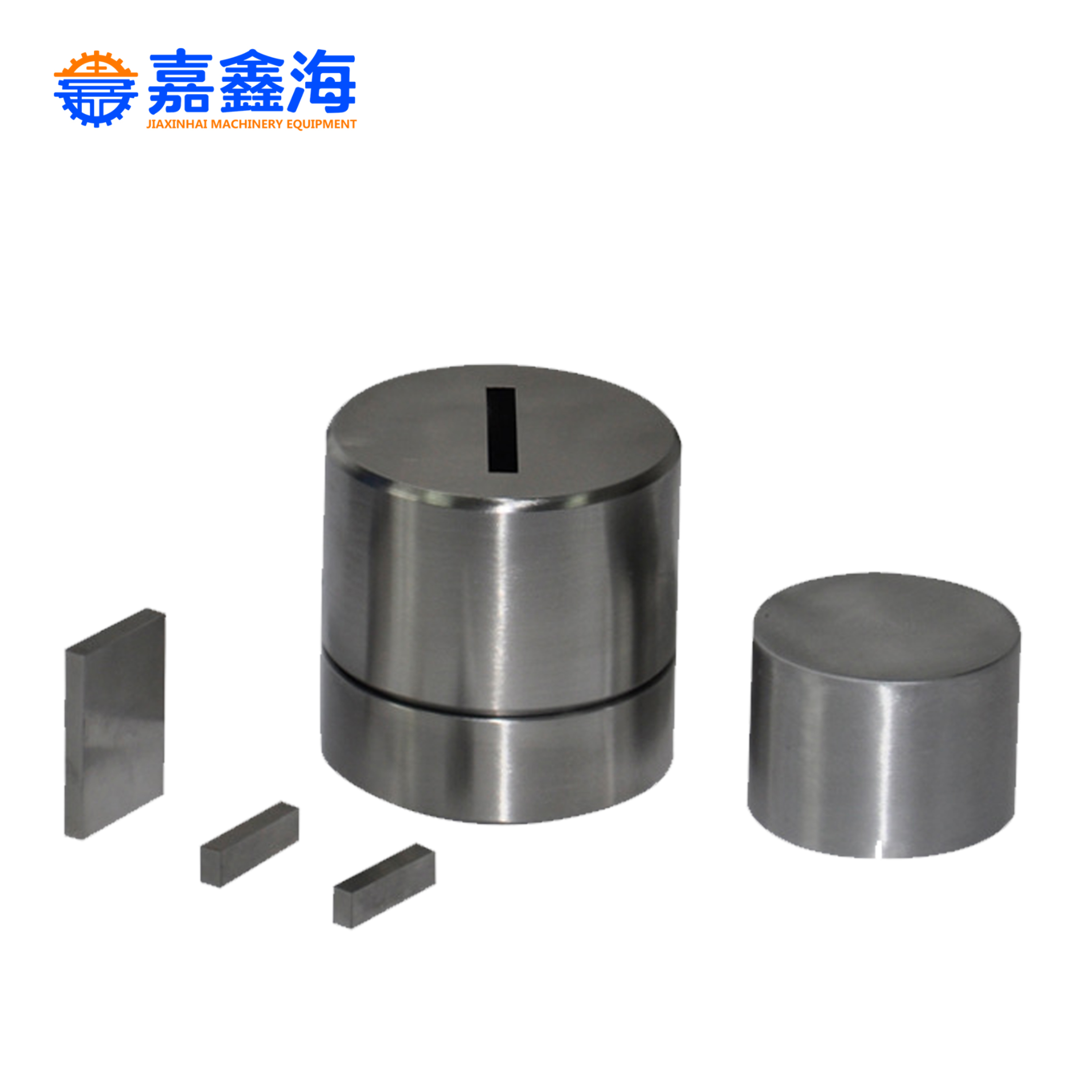
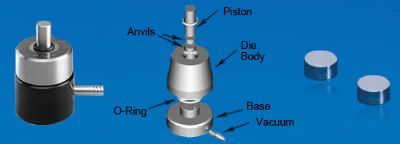
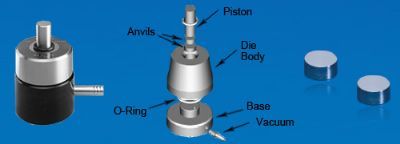
[font=&]【题名】: 一种制造参比电极用的粉末压片模具[/font][font=&]【全文链接】: https://patents.google.com/patent/CN2719556Y/zh[/font]
模具材料是保证模具使用寿命的关键,同时也关系到加工成本,所以正确选择材料是模具设计的重要工作。在选择模具材料时应遵守以下几项原则:(1)根据冲压材料和冲压件生产批量选用材料;(2)根据模具种类及其工作条件,选用具有较高的强度、硬度、耐疲劳性耐磨性、耐冲击、等的材料:(3)满足加工要求,应具有良好的加工工艺性能,便于切削加工,淬透性好、热处理不易变形;(4)满足经济性要求。在模具制造中,通常按照零件结构和加工工艺过程的相似性,可将各种模具零件大致分为工作型面零件、板类零件、轴类零件、套类零件等。其加工方法主要有机械加工、特种加工二大类,机械加工方法主要包括各类金属切削机床的切削加工,采用普通及数控切削机床进行车、铣、刨、镗、钻、磨加工可以完成大部分模具零件加工,再配以钳工操作,可实现整套模具的制造。机械加工方法是模具零件的主要加工方法,即使是模具的工作零件采用特种加工方法加工,也需要用机械加工的方法进行预加工。 随着模具质量要求的不断提高,高强度、高硬度、高韧性等特殊性能的模具材料不断出现和复杂型面、型孔的不断增多,传统的机械加工方法已难以满足模具加工的要求。因而,直接利用电能、热能、光能、化学能、电化学能、声能等特种加工的工艺方法相继得到了很快的发展,目前以电加工为主的特种加工方法在现代模具制造中已得到了广泛应用,它是对机械加工方法的重要补充。(一)模具零件的毛坯选择模具零件的毛坯主要有锻件、铸件和型材(如热轧板、圆棒等)上的切割件等。毛坯类型的选择主要根据模具零件质量要求、结构尺寸和生产批量等因素来决定,通常凸、凹模等工作零件的毛坯采用锻件,模座、大型模具零件的毛坯采用铸件,垫板、固定板等零件的毛坯则采用型材上的切割件。不同方法得到的毛坯,其加工余量不同,必须合理确定毛坯的加工余量,加工余量过大,浪费材料和工时,而加工余量过小,则不能保证消除毛坯的表面缺陷,甚至造成废品。关于毛坯的加工余量可查阅相关工艺设计手册。(二)模具零件的机械加工 用机械加工方法加工模具零件,要充分考虑模具零件的材料、结构形状、尺寸、精度和使用寿命等方面的不同要求,采用合理的加工方法和工艺路线。尽可能通过加工设备来保证模具零件的加工质量,减少钳工修配工作量,提高生产效率和降低成本。(三)模具零件的电加工 1.电火花加工电火花加工是在一定的介质中,通过工具电极和工件电极之间脉冲放电的电腐蚀作用,对工件进行加工的一种工艺方法,它是不断放电蚀除金属的过程。 电火花加工质量主要受电极制造精度、脉冲放电参数(电规准)、放电间隙、电极损耗的影响,其中电极的设计与制造是关键。(1)电极材料 选择时应根据加工对象、工艺方法和加工设备条件等因素综合考虑,对大中型腔可采用石墨材料电极;中小型腔、窄槽等可采用纯铜电极。 (2)电极设计与制造 电极必须根据模具结构和精度要求,考虑电极损耗和放电间隙等因素进行设计。电极结构可分为整体式电极、组合式电极和镶拼电极三种,应根据电极大小与复杂程度、电极的结构工艺性等因素进行选择。 通常电极精度至少应达到IT7、Ra1.6μm。电极加工主要采用切削加工,必要时可再采用电加工。尽管电火花加工有许多优点,但仍有一定的局限性:①需要制作成形电极;②只能用于加工金属等导电材料;③加工速度一般较慢,为了提高加工速度,一般要事先用机械加工方法对零件进行预加工;④存在电极损耗,影响加工精度;⑤最小角部半径有限制,一般电火花加工加工能得到的最小角部半径等于放电间隙。2.电火花线切割加工 电火花线切割加工和电火花成形加工的原理是一样的,都是基于工具电极和工件之间脉冲放电时的腐蚀现象使金属熔化或气化,从而实现对各种形状金属零件的加工。不过在线切割加工时,是用连续移动的电极丝作为工具电极代替电火花加工中的成形电极。需要特别指出,电火花线切割加工时要注意工件内部残余应力对加工的影响,防止变形。对热处理后的毛坯进行电火花线切割加工时,由于大面积去除金属和切断加工,会使材料内部残余应力的相对平衡受到破坏从而产生变形,破坏了加工精度。在线切割过程中,由于内应力的作用,工件可能会突然开裂。为减少这些情况,应选择锻造性能好,淬透性好,热处理变形小的材料。 脉搏制造网——机械加工b2b服务平台








 我要推广仪器
我要推广仪器
 下载APP
下载APP