推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转0273
留言咨询
400-860-5168转0273
留言咨询
 400-860-5168转4270
留言咨询
400-860-5168转4270
留言咨询
 400-860-5168转6004
留言咨询
400-860-5168转6004
留言咨询




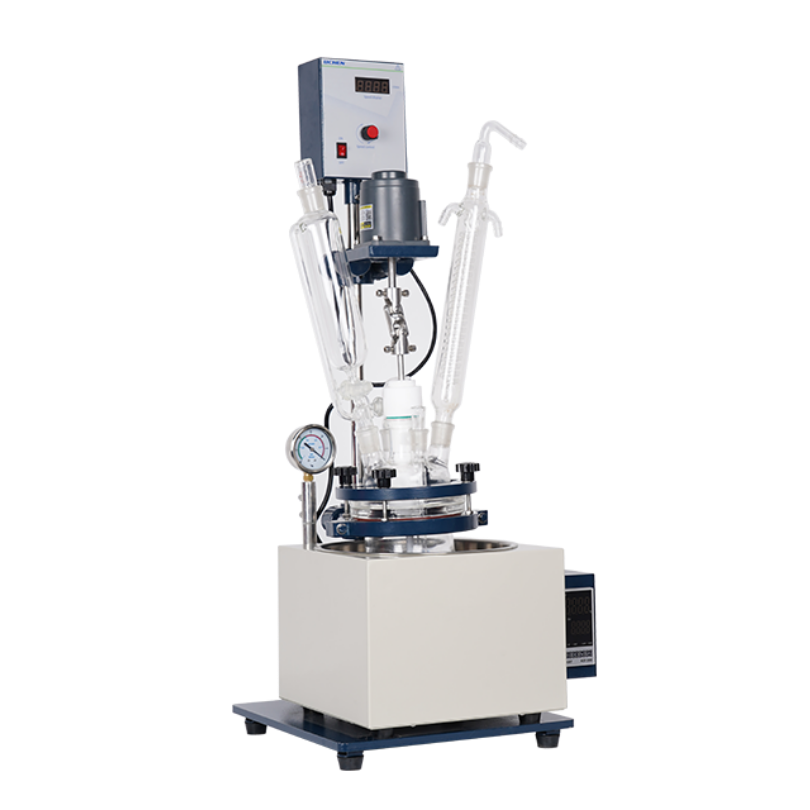
前言:本文论述适用于所有搪玻璃设备,因搪玻璃反应罐(即搪玻璃反应釜)最具代表性,因此以搪玻璃反应罐为主体加以分析,并以搪玻璃破损的造成原因及使用规范为切入点为您如何选购和使用搪玻璃设备提出我们的建议,希望广大用户在选购和使用中加以注意。淄博森宇化工设备有限公司竭诚为您提供优质的搪玻璃设备,为您创造出更大的经济效益提供可靠的保障! 1.概况 搪玻璃反应罐因其具有优良的耐腐蚀性能和良好的加工性能,而且表面光滑,因而广泛用于化工、医药、染料、农药、有机合成、石油、食品和国防工业生产和科学研究中的反应、蒸发、浓缩、合成、氯化、硝化等。但由于其材料特性和制造加工及使用、运输、安装、检修时不注意,都容易造成破损,一个搪玻璃反应罐价值较高,由于局部破损而报废十分可惜,在选购和使用过程中加强注意,避免或减少破损,对广大用户具有很好的实际意义和可观的经济效益。在这里以搪玻璃反应罐破损的造成原因及使用规范为切入点论述一下如何选购和使用搪玻璃设备,希望对您有所帮助。 2. 搪玻璃反应罐破损的造成原因及预防措施: 搪玻璃反应罐是将含硅量高的瓷釉喷涂到低碳钢胎表面,经900℃左右的高温焙烧,使瓷釉密着于金属钢胎表面而形成,由于这两种材料的机械性能和物理性能各不相同, 因此搪玻璃反应罐的破损原因也多样,一般有以下几个方面: 2.1 不能选用小厂产品,小厂使用的的原材料或制造程序一般都不合格,这点希望广大用户一定注意: 2.1.1 基体材料不合格 为了降低成本,有些小厂胚体采用Q235钢代用Q235-B钢,直接导致钢材中的碳、硫在搪烧过程气化,使搪瓷层与基体间、搪瓷层内部形成大量气泡,导致搪瓷结合强度降低。搪玻璃层遇冷热急变,极易爆瓷。所以搪瓷釜选用含碳、硫低的钢材做胚体能防止爆瓷,这种钢板就是Q235-B钢板。 2.1.2加工应力损坏 在罐体加工过程中,由于卷筒、冲压、焊接产生大量的内应力,这些应力在搪烧前应彻底消除,如消除不彻底会导致搪玻璃爆瓷。这种损坏往往发生在投入使用后的头三个月。所以对胚体进行热处理或时效处理能防止爆瓷。但一些小厂为图省事,不进行严格的热处理甚至不进行热处理。 2.1.3 搪烧质量欠佳 有些小厂家生产环境简陋、除锈防尘达不到标准,致使底釉与基体结合不好。有的减少搪烧遍数,增加每层厚度,使内因应力过大,影响搪玻璃反应罐使用寿命。 2.2 部分用户使用不当或违反操作程序而导致的损坏: 2.2.1 机械损坏 搪玻璃抗冲击力非常差,任何金属、硬物对其进行撞击均会导致搪瓷破损。因此搪玻璃反应罐使用过程中严防任何金属、硬物掉进罐内,如遇堵料,必须用塑料棒疏通,检修时盖好锅盖,严防焊渣熔化瓷面出现小坑或爆瓷。 2.2.2 热应力损坏 搪玻璃反应罐经900℃高温焙烧,冷却后搪玻璃与钢板粘结在一起。由于搪瓷的线膨胀系数和延伸率小于钢板,因此冷却后搪玻璃的变形量小于钢板的变形量,搪玻璃受到钢板的约束产生压应力。搪玻璃反应罐制成后,其搪玻璃即存在预压缩应力,而钢板则存在预拉伸应力。由于预应力与线膨胀系数和延伸率相关,线膨胀系数和延伸率与温度又密切相关,因此搪玻璃反应罐的工作温度对搪瓷釜的使用影响很大。如果因温度变化大而使搪玻璃产生的应力超过其使用应力,搪玻璃将被破坏。因此搪玻璃反应罐搪玻璃层遇冷、热急变,极易爆瓷。因此搪玻璃反应罐有耐温限制:温度 200℃ ,耐温急变:冷冲击11O℃,热冲击120℃。投料时物料温度与罐体温差太大以及升温时蒸汽过猛、降温太急也能导致爆瓷。因此搪玻璃反应罐在使用中升、降温要缓慢、均匀,分级冷却。 2.2.3 静电穿刺 搪玻璃反应罐内搅拌带有悬浮物的液体,悬浮物与搪玻璃强烈的磨擦,同时悬浮物自身也产生磨擦,这样就产生大量的静电荷,高的静电荷对搪玻璃产生强烈的穿刺作用,从而导致搪玻璃点蚀,因此搅拌转速不宜太快。 2.2.4 析氢腐蚀 搪玻璃反应罐的夹套在使用一段时间后会结垢和生锈,如果使用酸性除垢剂清除污垢或夹套中的冷却液偏酸性,都会导致金属发生析氢腐蚀(Fe+2HCI=FeC12+H2 o一部分H原子扩散到金属内空穴,结合成}b,这些H:由于搪瓷的致密性而不能再向外扩散,因此当Hz聚积到一定的程度,形成定的动力时,搪玻璃就会发生破裂。因此清洗结垢采用酸洗时,必须加缓冲剂,夹套中的冷却液必须呈中性。 3. 一旦出现破损怎么办? 如果破损出现了该怎么办?我们在这里提出如下方法:如果大面积搪玻璃损坏,需将设备送制造厂重新搪烧,费用约是新购置的1/4。损坏面积不大的可在现场进行局部修补。采用现场快速修复,不用拆设备,只需打开人孔即可修复,修复后24小时即可投入使用。现场修补剂有环氧树脂、聚四氟乙烯树脂、高性能搪玻璃修补剂等。下面介绍的是高性能BP-2216搪玻璃修补剂修复搪玻璃反应罐的方法。 3.1 高性能搪玻璃现场修补剂 高性能搪玻璃现场修补剂是由高分子聚合物、合金钢粉末与耐磨陶瓷粉末为基材并配以固化剂的双组份复合材料。具有极强的粘接力和优异的耐腐蚀、抗腐蚀性能。 3.2 修复工艺过程 表面清洗—→除锈—→清洁剂清洗—→涂底层修补剂—→涂面层修补剂—→固化—→使用。 3.3 采用搪玻璃修补剂现场快速修复搪瓷釜,操作简便、快速、效果好、经济效益高。 综上所述,对您如何选购和使用搪玻璃设备我们的建议有两条:1.一定要选购大厂产品;2.使用一定要符合规范,一旦出现问题要快速修复,不能耽误您的生产。
①加料要严防金属硬物掉入设备内,运转时要防止设备振动,检修时按搪玻璃反应釜维护检修规程HGJ1008—79执行。②尽量避免冷罐加热料和热罐加冷料,严防温度骤冷骤热。搪玻璃耐温剧变小于120℃。③尽量避免酸碱液介质交替使用,否则将会使搪玻璃表面失去光泽而腐蚀。④严防夹套内进入酸液(如果清洗夹套一定要用酸液时,不能用PH2的酸液),酸液进入夹套会产生氢效应,引起搪玻璃表面像鱼鳞片一样大面积脱落。一般清洗夹套可用2%的次氯酸钠溶液,最后用水清洗夹套。⑤出料釜底堵塞时,可用非金属棒轻轻疏通,禁止用金属工具铲打。对粘在罐内表面上的反应物料要及时清洗,不宜用金属工具,以防损坏搪玻璃衬里。
一、搪玻璃设备的性能、安装、使用、保管 1、搪玻璃性能 搪玻璃设备是将含硅量高的资釉喷涂于金属铁胎表面,通过900℃左右的高温焙烧,使瓷釉密着于金属铁胎表面而制成。因此,它具 有类似玻璃的化学稳定性和金属强度的双重优点。 搪玻璃设备广泛适用于化工、医药、染料、农药、有机合成、石油、食品制造和国防工业等工业生产和科学研究中的反应、蒸发、 浓缩、合成、聚合、皂化、磺化、氯化、硝化等,以代替不锈钢和有色金属设备。 耐腐蚀性:对于各种浓度的无机酸、有机酸、有机溶剂及弱碱等介质均有极强的抗腐性。但对于强碱、氢氟酸及含氟离子介质以及 温度大于180℃,浓度大于30%的磷酸等不适用。 耐冲击性:耐机械冲击指标为220-10-3J,使用时避免硬物冲击。 绝缘性:瓷面经过20KV高电压试验的严格检验。 耐温性:耐温急变,冷冲击110℃,热冲击120℃2、搪玻璃设备的安装1)搬运: 搬运时只允许罐耳受力(指非包装时),不允许滚动及用撬杠,避免震动、碰撞,严禁接管管箍、卡子等易损部件受力。2)吊装: 吊装时必须在规定部位(如夹套接管、罐耳等)挂网丝绳。(罐盖上的吊环只作吊罐盖使用),不能与任何物体相碰,稳吊轻放。3)组装前检查: 组装前,检查人员应穿洁净软底胶鞋进入容器内检查搪玻璃层有无异常现象。4)法兰的安装: 在拧紧法兰螺栓时,应按沿对角线成对地逐渐拧紧、用力要均匀,不应一次完全拧紧,避免因受力不匀而造成搪玻璃层破裂而影响 使用寿命。5)卡子的安装: 应先检查卡子是否完整,数量是否符合规定,安装时要保证距均等,松紧适度确保运转安全及密封可靠。6)搅拌器的安装: a、先将搅拌器放入罐内(罐底铺设软垫),然后将罐盖吊至预定位置,同时将密封件套入搅拌轴,再将搅拌器提升与减速机输出轴 连接,锁紧防松装置。 b、调整搪玻璃反应釜搅拌轴与密封件的同轴度及垂直度,达到技术规定的要求后使搅拌轴缓慢转动,当运转灵活,无异常现象时,才准再试开启 电动机按纽,直至运转正常(此段时间不宜过长)。7)衬垫的选择: 必须根据介质的类别、浓度、温度进行选择,衬垫本身的性质和使用方法,应适用于工艺要求,我厂目前供应的衬垫有石棉橡胶、 橡胶外包聚四氟乙烯可供用户选择。8)施焊: a、严禁在搪玻璃罐外壁表面施焊。 b、在夹套上焊接接管、罐耳、罐座时,一律使用电焊、并采取冷却措施,绝对不准使用气焊。 c、在搪玻璃层临近空间部位施焊时,应将搪玻璃表面、罐口、管口盖严,避免电焊渣飞溅,损坏搪玻璃面。3、搪玻璃设备的使用 在使用中注意: 1)严防任何金属硬物掉进容器,碰伤搪玻璃。 2)尽量避免冷罐时加热料,热罐时加冷料。由于突然改变温度,形成内应力,影响使用寿命。 3)操作运转在使用夹套设备时,应徐徐进行加压、升温,一般先通入0.1MPa(表压)压力蒸汽,保持15分钟后,再缓缓升压、升温 (升压速度以每10分钟升0.1MPa压力为宜),在到罐的操作压力为止,不管加热或冷却应在允许温度范围内进行,我厂设备使用温 度0~200℃,温差热冲击120℃,冷冲击110℃。超过上述使用温度范围,订货合同中注明,另行设计制造。 4)出料:出料时,如出料阀,出料管堵塞,一律用非金属工具轻轻捅开,不得碰敲。 5)在使用中严防夹套内进入酸液,以防止搪玻璃层金属吸氢反应,引起搪玻璃层磷爆。 6)清洗:清洗罐内部时,不能使用金属器具,而且对粘结在罐内面上的物料必须清洗及时、彻底。4、搪玻璃设备的保管 保管要妥善,应置于库内,如置于室外时,应有防雨措施,严防雨淋,尤其寒冷地区,在冬季前必须清除罐内、夹套内、管内的积 水、避免因结冰膨胀,引起玻璃面损坏,在保管内,应防止硬物磨擦、冲击、碰撞。










 我要推广仪器
我要推广仪器
 下载APP
下载APP