推荐厂家
暂无
暂无




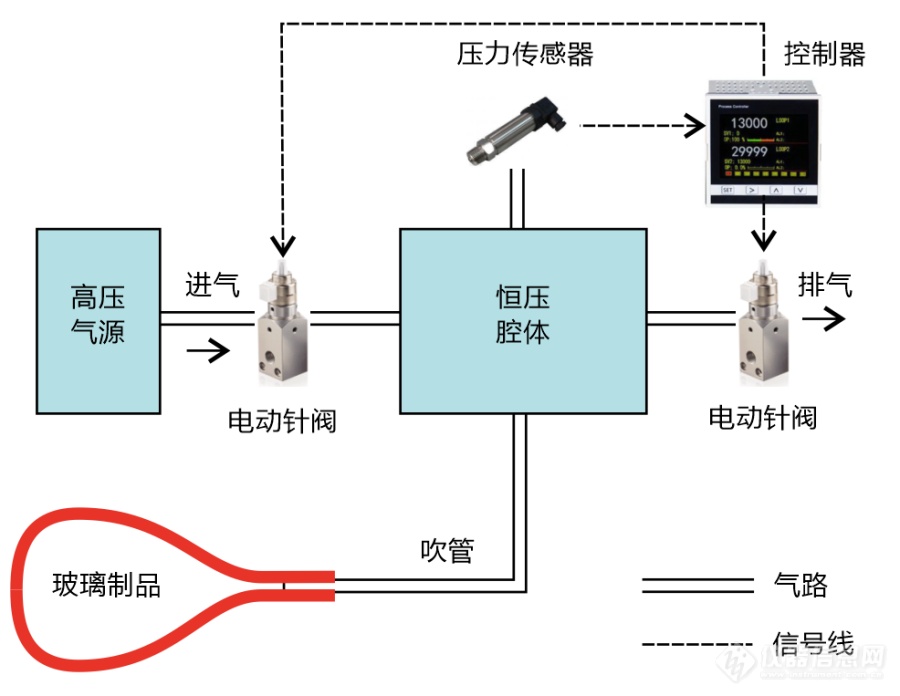
[color=#ff0000]摘要:玻璃制品吹塑成型工艺中,始终存在人工吹气和机器吹气气压不稳造成成品一致性差、成品率不高等问题。为解决这些问题,本文提出了一种吹气气压全自动控制解决方案,使得吹气气压可以按照设定曲线进行快速和精密控制,可大幅提高生产效率和产品良率。[/color][size=18px][color=#ff0000]一、问题的提出[/color][/size]玻璃是一个非结晶无定形固体,玻璃制品在加工过程中需要加热软化和吹塑成型,但目前的吹塑成型工艺存在以下几方面的问题需要解决:(1)在目前大多数通过人工用嘴吹气方式向玻璃制品的内部进行吹气的吹塑成型工艺中,需要依靠人力用管吹气然后将熔融的玻璃液塑形。这种工艺方法极大增加了生产者的负担,容易使得生产者因脑部缺氧而产生晕眩,同时降低了工作效率。这种工艺所生产的成品一致性差,且成品率不高,同时对于玻璃制品的生产周期延长,不利于广泛的推广和普及。(2)在玻璃瓶成型工艺中,由于风从吹塑管出来后一直作用于玻璃瓶的瓶底,吹塑气压不够均匀,会导致玻璃瓶成型后瓶底厚薄不一,同时现有的自动吹塑装置在吹塑过程中会出现气压不稳定的情况,不具备自动稳压的功能,导致玻璃瓶质量层次不一。分析现有玻璃制品的吹塑成型工艺可以发现,整个吹塑过程是一个典型的小型密闭空间内的气压变化过程,如果可以精密控制这个气压变化过程,并总能准确重复这个气压变化过程,即可实现玻璃制品吹塑工艺的自动化和质量可靠性,大幅提高成品率和缩短生产周期。本文针对玻璃制品吹塑成型工艺中存在的上述问题,提出了一种吹气气压全自动控制解决方案,吹气气压可以按照设定曲线进行快速和精密控制,由此大幅提高生产效率和产品良率。[size=18px][color=#ff0000]二、技术方案[/color][/size]玻璃塑形吹气压力自动控制的基本原理是按照需要快速控制一个密闭空腔内的气压,用此气压来代替人工吹气时的压力变化。整个控制装置的结构如图1所示。[align=center][img=玻璃塑形吹气压力自动控制,500,386]https://ng1.17img.cn/bbsfiles/images/2022/05/202205111628124420_8460_3384_3.png!w690x533.jpg[/img][/align][align=center]图1 玻璃塑形吹气压力自动控制装置结构示意图[/align]吹气压力自动控制装置主要包括腔体、电动针阀、压力传感器、PID控制器和高压气源。腔体内的压力精密控制采用动态控制法,即根据压力传感器的测量值与设定值的比较,PID控制器同时调节进气流量和排气流量,使得腔体内的压力快速达到动态平衡,将压力控制在设定值上。设定值可以是一个不随时间变化的压力恒定点,也可以是根据玻璃吹塑工艺要求设计出来的压力随时间变化的曲线,以此来满足不同压力要求。总之,通过此技术方案,可实现玻璃塑形吹气压力的自动精密控制,并可保证控制精度和重复性,以此保证产品质量和稳定性。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]

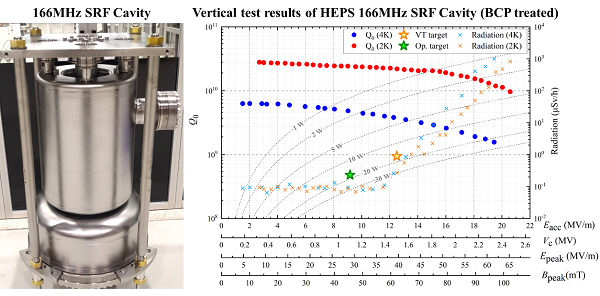
[color=#ff0000]摘要:针对目前两种典型低温超导测试系统中存在的液氦压力控制精度较差的问题,本文提出了相应的解决方案。解决方案分别采用了直接压力控制和流量控制两种技术手段和配套数控阀门,结合24位AD和16位DA的超高精度的PID真空压力控制器和压力传感器,大幅提高了液氦压力控制精度,最终实现低温超导性能的高精度测试。[/color][color=#ff0000][/color][color=#ff0000][/color][align=center][img=低温超导测试系统中实现高精度液氦温度控制的解决方案,690,411]https://ng1.17img.cn/bbsfiles/images/2023/01/202301031120120633_4214_3221506_3.jpg!w690x411.jpg[/img][/align][align=center]~~~~~~~~~~~~~[/align][size=14px][/size][size=18px][color=#ff0000][b]1. 项目概述[/b][/color][/size] 各种超导部件如超导磁铁和超导腔体在装机前都需要在低温超导测试系统中对其性能进行测试,为了使超导部件达到低温环境则需要将被测部件浸泡在液氦介质内,并采用低温杜瓦盛装液氦介质。在整个测试过程中,对低温测试系统内的液氦压力要求极高,即要求杜瓦顶部氦气压强(绝对压力)有极好的稳定性,否则会导致测试不稳定,给测试结果带来严重误差。 目前国内现有的很多低温超导测试系统都存在液氦压力控制不稳定的严重问题,有些客户提出了相应的技术升级改造要求。 如图1所示的低温超导测试系统中,采用了两个不同口径的第一和第二泄压阀来粗调和细调液氦压力,但这种调节方法的液氦压力只能控制在1.2~1.6Bar范围内,对应4.39~4.74℃范围的液氦温度变化,造成0.35℃的温度波动。目前客户提出要设法将温度波动控制在0.1℃以内或更高的稳定性上,以提高超导部件性能测试精度。[align=center][color=#ff0000][b][img=超导试件测试时氦压控制系统,500,356]https://ng1.17img.cn/bbsfiles/images/2023/01/202301031123466941_8802_3221506_3.jpg!w690x492.jpg[/img][/b][/color][/align][align=center][color=#ff0000][b]图1 低温超导测试系统液氦压力控制装置[/b][/color][/align] 如图2所示的高场超导磁体低温垂直测试系统,其压力控制范围1~1.3Bar,尽管在图2所示系统中采用了液氦加热器来改变液氦压力,但由于压力控制阀的调节精密度不够,最终造成压力控制精度远达不到测试要求,客户也提出了技术改造要求。[align=center][b][color=#ff0000][img=高场超导磁体低温垂直测试系统,400,557]https://ng1.17img.cn/bbsfiles/images/2023/01/202301031123146762_3661_3221506_3.jpg!w522x728.jpg[/img][/color][/b][/align][align=center][b][color=#ff0000]图2 高场超导磁体低温垂直测试系统[/color][/b][/align] 针对上述两种典型低温超导测试系统中存在的液氦压力控制精度不足的问题,本文将提出相应的解决方案。解决方案将分别采用直接压力控制和流量控制两种技术手段和配套数控阀门,结合超高精度的PID真空压力控制器和压力传感器,可大幅度提高液氦压力控制精度,最终减小低温超导性能测试误差。[b][size=18px][color=#ff0000]2. 解决方案[/color][/size][/b] 在图1和图2所示的两种典型低温超导测试系统中,它们各自的液氦压力变化起因不同,因此要实现液氦压力准确控制的技术手段也不同。以下是解决方案中对应的两种不同技术途径。[b][color=#ff0000](1)直接压力调节法[/color][/b] 在图1所示的低温超导测试系统中,造成液氦蒸发的因素并不可控,只能通过调节液氦上方的氦气压力来使得测试系统保持稳定。因此,为了实现液氦上方的压强控制,解决方案采用了直接压力调节法,如图3所示,即采用数控压力控制阀代替图1中的第一和第二泄压阀。此压力控制阀与高精度PID控制器和压力传感器构成闭环控制回路,实现自动泄压和高精度压力控制。[align=center][color=#ff0000][b][img=纯压力控制结构,500,350]https://ng1.17img.cn/bbsfiles/images/2023/01/202301031124390427_8017_3221506_3.jpg!w690x483.jpg[/img][/b][/color][/align][align=center][color=#ff0000][b]图3 直接压力调节法控制装置结构[/b][/color][/align] 数控压力控制阀是一种数控正压减压控制阀,正好可以满足低温超导测试系统的微正压控制需求。通过氦气源和减压阀提供的驱动压力,可在控制阀出口处实现高精度的压力控制,同时还保持很小的漏气以节省氦气。 另外,此数控压力控制阀具有很高的控制精度,结合高精度的压力传感器和PID真空压力控制器,可将液氦压力控制在0.1%的高精度水平。[b][color=#ff0000](2)流量调节法[/color][/b] 在图2所示的低温超低测试系统中,其不同之处之一是具有液氦加热器,即通过液氦加热器和压力控制阀构成的控制回路可进行不同液氦压力的控制,由此实现不同液氦温度的控制。 为实现不同液氦压力的精密控制,解决方案在此采用了流量调节法。如图4所示,解决方案采用了电动针阀作为图2中的压力控制阀,电动针阀与双通道高精度PID控制器、压力传感器和液氦加热器构成闭环控制回路,可以按照任意设定值进行高精度的压力控制。[align=center][color=#ff0000][b][img=流量控制结构,500,290]https://ng1.17img.cn/bbsfiles/images/2023/01/202301031125069440_4211_3221506_3.jpg!w690x401.jpg[/img][/b][/color][/align][align=center][color=#ff0000][b]图4 流量调节法控制装置结构[/b][/color][/align] 电动针阀是一种数控的微小流量调节阀,可通过PID压力控制器自动调节针阀开度,流出的氦气可通向氦气回收气囊。电动针阀同样具有很高的控制精度,结合高精度的压力传感器和PID真空压力控制器,同样可将液氦压力控制在0.1%的高精度水平。[b][size=18px][color=#ff0000]3. 总结[/color][/size][/b] 通过上述解决方案的技术手段,可实现低温超低测试系统中液氦压力的准确控制,控制精度最高可达±0.1%。 按照绝对压力进行计算,饱和蒸气压为1.2Bar时,液氦温度为4.4K。由此,如果压力控制精度为±0.1%,液氦压力的波动范围为±1.2mBar(相当于绝对压力±120Pa),对应的液氦温度波动范围为4.4mK,即所控的液氦温度为4.4±0.0044K。 由此可见,通过本文所述的解决方案,仅通过采用工业级别较低造价的PID真空压力控制器和压力传感器,结合数控压力控制阀和电动针阀,就可实现很高精度的液氦压力控制,温度控制精度可达到mK量级,完全能满足绝大多数低温超导测试系统的需要。[align=center]~~~~~~~~~~~~~~~~~[/align]
垂直管理要解决那些问题? 根据环境保护部副部长李干杰对外的解读是:根据重点解决“4个突出问题”:一是难以落实对地方政府及其相关部门的监督责任,二是难以解决地方保护主义对环境监测监察执法的干预,三是难以适应统筹解决跨区域跨流域环境问题的新要求,四是难以规范和加强地方环保机构队伍建设。 所以要通过改革实现“4个有利于”:一是有利于解决“4个突出问题”;二是有利于环保责任目标任务明确、分解及落实;三是有利于调动各方面积极性形成合力;四是有利于环境保护新老体制平稳过渡。

 400-877-2799
400-877-2799
 留言咨询
留言咨询
 400-659-9826
留言咨询
400-659-9826
留言咨询
 400-659-9826
留言咨询
400-659-9826
留言咨询










 我要推广仪器
我要推广仪器
 下载APP
下载APP