推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转3685
留言咨询
400-860-5168转3685
留言咨询
 400-860-5168转4645
留言咨询
400-860-5168转4645
留言咨询






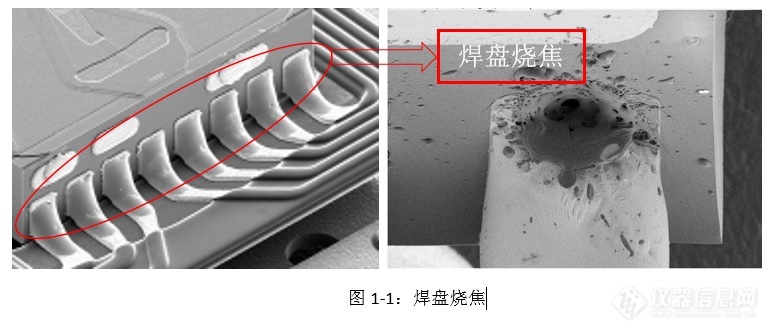
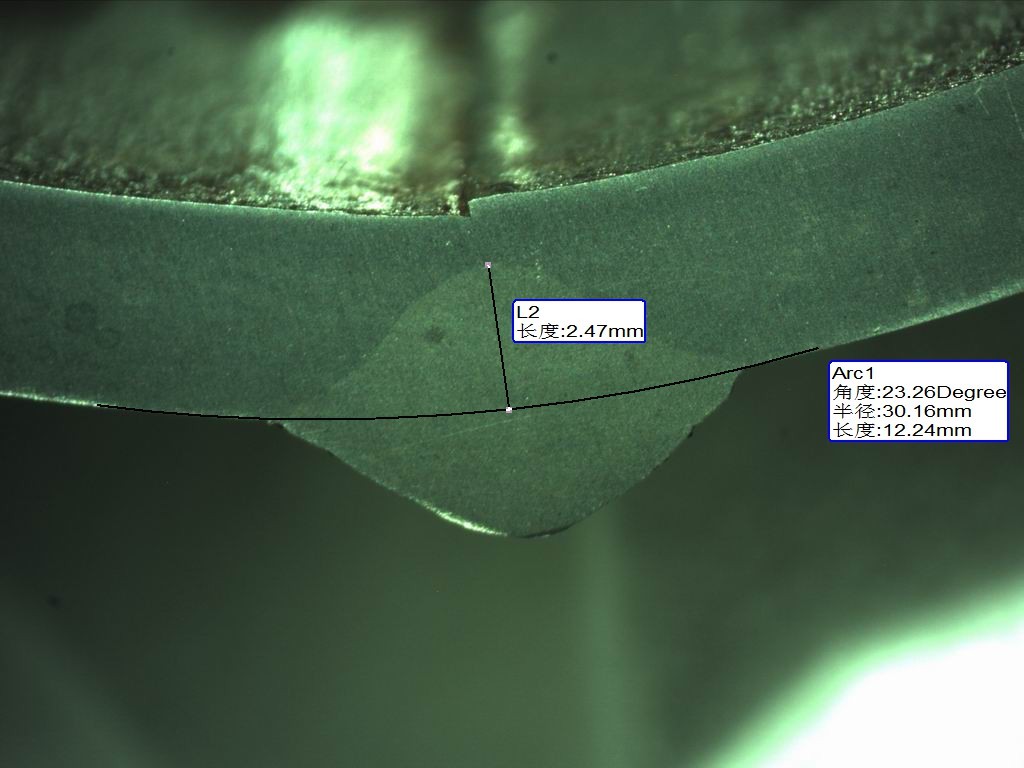
激光焊接过程中,经常在焊接接头焊盘周边出现裂纹或者出现焊盘烧焦现象,如图1-1所示。这种失效模式也主要是因为激光焊接过程中,激光偏离了原来设定的路径,照射在焊盘周边。由于元器件的微小型化以及高集成度发展趋势,焊盘周边没有冗余的热设计,一旦激光光路偏移焊接接头焊盘中心,即会产生焊裂与裂痕。 [img=,690,298]https://ng1.17img.cn/bbsfiles/images/2018/10/201810241507540318_8574_2942222_3.jpg!w690x298.jpg[/img] 现代激光焊接工艺已能实时对激光光路路径进行监测,出现偏离,及时进行人工调较。随着智能机器人在激光焊接工艺的引入,可以自动对激光光路进行实时监测和调较,这种失效模式一般通过调节焊接的激光的光路就可以解决。 激光焊接过程中,焊裂和裂痕往往还会出现在焊接接头的其它维度,因其出现位置与焊接接头不在同一水平面,往往具有一定的隐蔽性。如图1-2所示,焊接裂痕出现在焊接接头焊盘的垂直面侧。 [img=,690,281]https://ng1.17img.cn/bbsfiles/images/2018/10/201810241509382298_2595_2942222_3.jpg!w690x281.jpg[/img][color=black] 这主要是元器件的封装往往采用透明玻璃质绝缘材料进行封装,以提高元器件的机械强度。但透明封装材料为激光光路传输提供了路径,从而光路一旦发生偏移,通过透明材料,产生折射,传输至其它热设计冗余不充分处,从而导致器件受损,产生焊裂和裂痕。此外,透明材质中封装的金属导线,由于其表明光滑有金属光泽,往往会为激光光路传输提供镜面,从而使激光产生反射,传输至不应照射之功能组件,产生焊裂与裂痕。[/color][color=black]这种失效模式除了上面的激光光路便宜之外会产生这种失效模式之外。另外因为在激光光源的发出光源外面会用以集中激光光路的喷嘴一般用的是红宝石或者蓝宝石的喷嘴。但是激光光源会直接通过折射(如图[/color][color=black]1-3)等直接从喷嘴的边缘透出,会直接照射到不是焊接区域,从而也会导致这种失效。通过研究发现,把红宝石或蓝宝石的喷嘴更换为不能折射光材料的喷嘴可以有效消除这种失效模式。[/color][color=black] [img=,690,365]https://ng1.17img.cn/bbsfiles/images/2018/10/201810241510389720_7002_2942222_3.jpg!w690x365.jpg[/img][/color]
[font=-apple-system, BlinkMacSystemFont, &][color=#05073b][size=18px] 溶剂水分检测仪的检测方法主要基于卡尔-费休库伦法原理,用于精确测量溶剂中的微量水分含量。以下是使用溶剂水分检测仪进行水分检测的详细步骤和要点: 1. 准备样品 取适量的溶剂样品,将其倒入测量杯中。注意不要过量,以免溢出,通常应确保不超过测量杯的容量。 2. 调整仪器 打开溶剂水分检测仪的电源。 根据测量杯中的溶剂类型,将仪器调整到相应的测量模式。这通常需要根据溶剂的特性和水分含量的预期范围来选择。 3. 测量水分 将测量杯放在溶剂水分检测仪的测量台上。 按下测量按钮,启动测量过程。仪器会自动进行电解产生滴定剂(碘),并通过化学反应后电导率的变化来计算水分含量。 测量过程中,仪器会自动控制搅拌和测定,通常整个过程在60秒左右自动完成。 4. 读取结果 测量完成后,溶剂水分检测仪会自动显示水分含量,通常以ppm(百万分之一)为单位表示。读取并记录数据。 注意事项 避免样品过量:在倒入样品时,注意不要超过测量杯的容量,以免影响测量结果。 选择正确的测量模式:根据溶剂的类型和水分含量的预期范围,选择正确的测量模式,以获得更准确的测量结果。 等待测量完成:在按下测量按钮后,要等待测量完成,不要中途取消,以免影响测量结果。 定期校准:为了确保测量结果的准确性,需要定期对溶剂水分检测仪进行校准。一般按照仪器说明书中的方法进行。 特点和优势 溶剂水分检测仪采用卡尔-费休库伦法原理,具有高精度和高灵敏度的特点,能够精确测量溶剂中的微量水分含量。 仪器采用中文液晶显示屏,检测结果更加直观,易于读取和记录。 仪器设有多个档位,可以测量不同材质的含水率,适用于不同行业和应用场景。 仪器操作简单,自动化程度高,减少了人为误差和操作难度。[/size][/color][/font][font=-apple-system, BlinkMacSystemFont, &][color=#05073b][size=18px] 通过以上步骤和注意事项,可以确保使用溶剂水分检测仪进行溶剂水分检测的准确性和可靠性。[/size][/color][/font][img=,690,690]https://ng1.17img.cn/bbsfiles/images/2024/06/202406271049348693_1694_6098850_3.jpg!w690x690.jpg[/img]

[img=,690,690]https://ng1.17img.cn/bbsfiles/images/2023/12/202312010955512963_6723_5604214_3.jpg!w690x690.jpg[/img] 水质溶解氧检测仪是一种广泛应用于环保、水处理、化工、农业等领域的检测仪器。它可以检测水样中的溶解氧含量,帮助我们了解水体的健康状况,并指导我们采取相应的处理措施。 在环保领域,水质溶解氧检测仪可以用于监测河流、湖泊、水库等水体的水质。通过实时监测溶解氧含量,我们可以了解水体的自净能力,预测水体可能对人类和生态系统产生的影响。 在水处理领域,水质溶解氧检测仪可以用于监测游泳池、水厂、污水处理厂等场所的水质。通过控制溶解氧含量,我们可以优化水处理效果,提高水质和节约能源。 在化工领域,水质溶解氧检测仪可以用于检测化学反应过程中溶解氧的影响。溶解氧可能会影响化学反应的速率和产物的质量,因此实时监测溶解氧含量对于优化化学反应条件非常重要。 在农业领域,水质溶解氧检测仪可以用于监测灌溉水中的溶解氧含量。适量的溶解氧可以提高农作物的生长效率,但过量的溶解氧可能会对作物造成伤害。因此,通过监测灌溉水中的溶解氧含量,我们可以调整灌溉水量和频率,提高农作物的产量和质量。 总之,水质溶解氧检测仪的应用范围非常广泛,可以满足不同领域的需求。通过实时监测溶解氧含量,我们可以更好地了解水体的健康状况,并采取相应的处理措施,保护人类和生态系统的健康。 ?








 我要推广仪器
我要推广仪器
 下载APP
下载APP