推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询






脉冲电镀技术与脉冲电源兰为国 2006-05-24 09:45:41 在能源紧张、耗材昂贵、资源短缺、竞争激烈的新形势下,我们怎样才能立于不败之地?省钱等于赚钱才是硬道理。那么怎样才能省钱呢?降低成本就能省钱。表面处理行业,首先是个电老虎,而因为电的问题没解决好,电镀行业电的成本占经营成本的20%,耗材占经营成本的30%;氧化行业电的成本占经营成本的33%,耗材占经营成本的20%;有没有既能省电,又能节省材料,又能提高生产效率的设备,来帮助我们提高生产力呢? 高频脉冲电源是大家向往以久的设备。上世纪,我们国家表面处理行业的前辈们,就已提出这一脉冲工艺技术,而在国外更早已普遍应用了。 一、什么是脉冲电镀 脉冲电镀所依据的电化学原理,主要是利用脉冲电压或脉冲电流的张弛(间隙工作),增强阴极的活性极化和降低阴极的浓差极化,从而有效地改善镀层的物理化学特性。 在脉冲电镀过程中,电流导通时,接近阴极的金属离子充分地被沉积,而电流关断时,阴极周围的放电离子又恢复到初始浓度。脉冲电镀时的导通电流密度,远远大于直流电源电镀时的电流密度,这将使金属离子处在直流电镀实现不了的极高过电位下电沉积,其结果不仅能改善镀层的物理化学特性,而且还能降低析出电位较负金属电沉积时析氢副反应所占比例。 二、脉冲电镀的特点 能得到致密、均匀和导电率高的镀层。这是采用电子电镀最最可贵的,无论是硅整流还是可控硅整流都难以实现的。 降低浓度极化,提高阴极的电流密度。从而提高镀速(频率越高,镀速越快),缩短了电镀时间,为企业创造更好的效益。 减少镀层的孔隙率,增强镀层的抗蚀性。由于均匀脉冲有张有弛,使得镀层的致密性得到非常有效的改善,孔隙率降低,几乎是完美无缺,抗蚀能力得到加强。 消除氢脆,改善镀层的物理特性,由于采用脉冲电源镀层和被镀物的导电率极高,致密性极好,几乎不会出现氢脆现象,经电镀后的表面光洁平整。 降低镀层的内应力,提高镀层的韧性。由于脉冲电流电镀的一瞬间,电流及电流密度是非常之强大,此时金属离子处在直流电源电镀实现不了的极高过电位下电沉积(吸附能力极强),大大提高镀层的韧性。 减少镀层中杂质,提高镀层的纯度。因为在电镀的瞬间,脉冲电流只对金属离子作用,好比是过滤,这样,将有用的金属离子送到被镀物上沉积,而滤其杂质,提高镀层的纯度。 降低添加剂的成份,降低成本。由于脉冲电镀的均匀,致密性好,光洁度高,存放时间长,一般镀件免加添加剂,有要求的镀件,也可少加添加剂。 脉冲电镀中金属的电结晶。在金属电结晶过程中,晶核形成的几率与阴极的极化有关,阴极极化越大,阴极过电位越高,则阴极表面吸附原子的浓度越高,晶核形成的几率越大,晶核尺寸越小,使得沉积层的晶粒细微化,这就是脉冲电镀能获得细致光滑镀层的本质原因。 三、脉冲电源的特点 节电:效率≥90%,比硅整流省电达40%左右或比可控硅电源省电达20%左右。 节料:由于它的工作原理与普通电源不一样,因此在达到相同表面要求的前提下,可节料达15%左右。 节时:由于采用高频脉冲工作方式,电镀完全是在过电位下的电沉积,因此可节约时间达10%左右,提高工效。 高频脉冲电源采用N+1方式多个并联,(硅整流或可控硅电源不可以),大功率、大电流可任意并用,效率更高。 高频电源的稳定性:由于采用了最新现代半导体双极型器件(IGBT智能模块),其可靠性、安全性、稳固性和长时间工作寿命都大大加强和延长,这也是硅整流或可控硅电源无法比拟的。 高频脉冲电源:其工作时,脉冲顶部非常之平,完全是一条直线,纹波可小到0.5%,关断时可对被镀件进行瞬间退镀整平,因此克服了硅整流或可控硅电源的脉动波纹及被镀件表面的高低区,不会形成高的地方镀层厚,低的地方镀层薄的现象。 四、脉冲电源参数及选择 1.脉冲参数表示 Q:周期 Ton:脉冲导通时间 Toff:脉冲关断时间 f:频率 Jp: 脉冲电流密度 Jm:平均电流密度 r%:占空比(导通时间与周期之比的百分数) 2.常用计算公式 ①占空比:r%=(Ton/Q)×100% =[Ton/(Ton+Toff)]×100% ②平均电流密度:Jm=Jp×r% =Jp×[Ton/(Ton+Toff)]×100% ③频率:f=1/Q=1/×(Ton+Toff) ④平均电流密度:Jm=Jp×r% 3.脉冲参数的选择 ⑴脉冲导通时间Ton选择: 脉冲导通时间Ton是由阴极脉动扩散层建立的速率或由金属离子在阴极表面消耗的速率Jp来确定。如果Jp大,金属离子在阴极表面消耗得快,那么,脉动扩散层也建立得快,则Ton可短些,反之则取长。但无论Ton取长或短,只要大于tc(电容效应产生的放电常数)即可。 ⑵脉冲关断时间Toff选择: 脉冲关断时间Toff是受特定离子迁移率控制的阴极脉动扩散层的消失速率来确定。如果将扩散层向脉动扩散层补充金属离子使之消失得快,则Toff可取短些,反之则长,但Toff只要大于tcd(电容效应产生的时间常数)即可。 ⑶脉冲电流密度Jp的选择: 脉冲电流密度Jp是脉冲电镀时金属离子在阴极表面的最大沉积速度,它的大小受Ton、Toff、Jm的制约,在选定Ton和Toff,并保持Jm/Jgg≤0.5这个比值,则希望Jp越大越好。 ⑷脉冲占空比r%选择: 脉冲占空比是由Ton和Toff及Q决定的,一般脉冲电镀贵重金属时,占空比选取10~50%为最佳,脉冲电镀普通金属时,占空比选取25~70%。占空比的真正选择要在实际试验后得到最佳结果。 五、脉冲电镀电源使用须知 1.脉冲电镀电源与镀槽之间的距离 为了确保脉冲电流波形引入镀槽时不畸变,且衰减小,希望在安装时,脉冲电镀电源与镀槽的间距2~3m为佳,否则对脉冲电流波形的后沿(下降沿)影响较大,电镀将不能达到预期效果。 2.阴、阳极的导线连接方式 直流电源的导线连接方式,不适合脉冲电源的连接,脉冲电镀电源的输出连接,希望两根导线的极间电容能够抵消导线的传输电感效应,因此阴、阳极导线最好的方法就是双绞交叉后,引送到镀槽边,从而保持脉冲波形不变。 总之,采用高频脉冲整流机,总体效益提高20%左右,符合现代企业清洁生产与可持续发展之要求,这是淘汰硅整流和可控硅整流机的必然优势。
电镀 是应用电解原理在某些金属表面镀上一薄层其他金属或合金的过程。 电镀的原理与电解精炼铜的原理是一致的。电镀时,一般都是用含有镀层金属离子的电解质配成电镀液;把待镀金属制品浸入电镀液中与直流电源的负极相连,作为阴极;用镀层金属作为阳极,与直流电源正极相连。通入低压直流电,阳极金属溶解在溶液中成为阳离子,移向阴极,这些离子在阴极获得电子被还原成金属,覆盖在需要电镀的金属制品上。 电铸 大致可分为三类,即装饰性电镀(以镀镍-铬、金、银为代表)、防护性电铸(以镀锌为代表)和功能电镀(以镀硬铬为代表电铸是利用电镀法来制造产品的功能电镀之一。 据称电铸始于1838年。当时,苏联的Jacoli在石膏母型上涂敷石腊,通过石墨使其表面具有导电性,然后表面镀铜,镀后脱模,以此制成铜的复制品。日本昭和初年,京都市工业研究所和大板造币司等单位就已积极开展了在石膏母型上铸铜,在绝缘体上电镀等方面的研究,并制作了许多精美的金属工艺品。但是,以石膏或腊等作为母型模进行电铸时,不仅制造技艺要求高、操作麻烦,而且母型易破损,难以制出精致的复制品,所以电铸的应用范围十分有限。 后来,由于塑料母型材料的问世以及电镀水平的提高,电铸技术也得到很大发展,并广泛应用于制造那些采用其它方法不能制造的或加工有困难的急需产品。特别是最近几年,由于电铸用于制造宇航或原子能的某些零件,它已作为一种尖端加工技术而为人们所瞩目。(此外通过电镀使金属与金属相结合的所谓“电结合技术”也进行了研究。这种电结合的金属不会因热而改变金属材质的机械性能和物理性。 电泳涂装 是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用电泳涂装是把工件和对应的电极放入水溶性涂料中,接上电源后,依靠电场所产生的物理化学作用,使涂料中的树脂、颜填料在以被涂物为电极的表面上均匀析出沉积形成不溶于水的漆膜的一种涂装方法。电泳涂装是一个极为复杂的电化学反应过程,其中至少包括电泳、电沉积、电渗、电解四个过程。电泳涂装按沉积性能可分为阳极电泳(工件是阳极,涂料是阴离子型)和阴极电泳(工件是阴极,涂料是阳离子型);按电源可分为直流电泳和交流电泳;按工艺方法又有定电压和定电流法。目前在工业上较为广泛采用的是直流电源定电压法的阳极电泳。 溅镀 原理主要利用辉光放电(glowdis-charge)将氩气(Ar)离子撞击靶(tar-get)表面,靶材的原子被弹出而堆积在基板表面形成薄膜。溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。新型的溅镀设备几乎都使用强力磁铁将电子成螺旋状运动以加速靶材周围的氩气离子化,造成靶与氩气离子间的撞击机率增加,提高溅镀速率。一般金属镀膜大都采用直流溅镀,而不导电的陶磁材料则使用RF交流溅镀,基本的原理是在真空中利用辉光放电(glowdis-charge)将氩气(Ar)离子撞击靶材(tar-get)表面,电浆中的阳离子会加速冲向作为被溅镀材的负电极表面,这个冲击将使靶材的物质飞出而沉积在基板上形成薄膜。 一般来说,利用溅镀制程进行薄膜披覆有几项特点:2)再适当的设定条件下可将多元复杂的靶材制作出同一组成的薄膜。(3)利用放电气氛中加入氧或其它的活性气体,可以制作靶材物质与气体分子的混合物或化合物。(4)靶材输入电流及溅射时间可以控制,容易得到高精度的膜厚。(5)较其它制程利于生产大面积的均一薄膜。(6)溅射粒子几不受重力影响,靶材与基板位置可自由安排。(7)基板与膜的附着强度是一般蒸镀膜的10倍以上,且由于溅射粒子带有高能量,在成膜面会继续表面扩散而得到硬且致密的薄膜,同时此高能量使基板只要较低的温度即可得到结晶膜。(8)薄膜形成初期成核密度高,可生产10nm以下的极薄连续膜。(9)靶材的寿命长,可长时间自动化连续生产。(10)靶材可制作成各种形状,配合机台的特殊设计做更好的控制及最有效率的生产。 阳极处理 一种电解过程,提供镀层金属的金属片作用有如阳极,电解液通常为镀着金属的离子溶液,被镀物作用则有如阴极。阳极与阴极间输入电压后,吸引电解液中的金属离子游至阴极,还原后即镀着其上。同时阳极的金属再溶解,提供电解液更多的金属离子。某些情况下使用不溶性阳极,电镀时需添加新群电解液补充镀着金属离子。 一般铝合金很容易氧化,氧化层虽有一定钝化作用,但长期曝露之结果,氧化层仍会剥落,丧失保护作用,因此阳极处理的目的即利用其易氧化之特性,藉电化学方法控制氧化层之生成,以防止铝材进一步氧化,同时增加表面的机械性质。
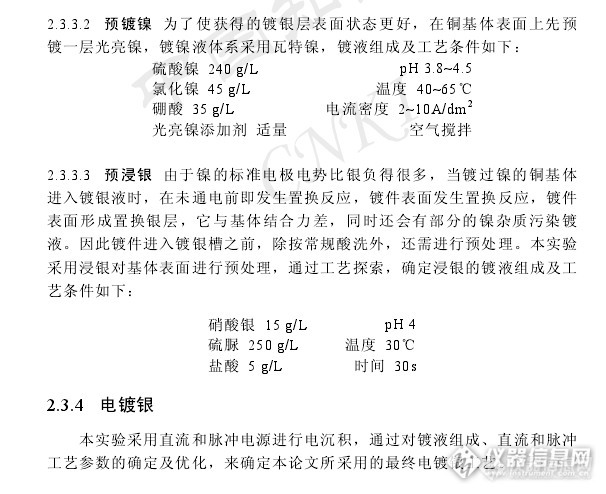
我先附上两张图片,是哈工大卢俊峰博士论文中在铜板上电镀银的工艺。他只用了两个电极,阳极用银板,阴极是待镀的铜板。电镀银前,先预电镀了镍并预浸银。电镀银配方为(1) 选定 DMH 无氰镀银体系为本文的研究体系,通过优化筛选的方式确定了碳酸钾为本体系的导电盐,焦磷酸钾为阳极钝化抑制剂。通过正交实验确定的镀液组成为:硝酸银 30g/L;DMH 100g/L;碳酸钾 80g/L;焦磷酸钾 40g/L;(2) 通过实验确定了适合本体系的组合添加剂,其组成为炔醇化合物:醛化合物:醇胺化合物=2:1:1,用乙醇配成 80g/L 的溶液,把此添加剂定义为hit903,其最佳用量为 10ml/L。组合光亮剂的加入使镀层的结晶明显细化;(3) 镀液温度 40℃,pH 值 11,直流电流密度0.5A/m2.他后面还做了电源是脉冲电源的相关工艺,我先主要参考直流电源的。http://ng1.17img.cn/bbsfiles/images/2015/06/201506021032_548379_2311384_3.pnghttp://ng1.17img.cn/bbsfiles/images/2015/06/201506021032_548378_2311384_3.png我们大组里有台电化学工作站,电化学工作站也可以做电镀吧?我问了一个专业就是电化学的老师,她说用电化学工作站可以镀银,但是不好操作,尤其和电镀金比起来,因为电势很难控制。她还建议我用三电极,要加上一个参比电极,可是她说参比电极里面不是有氯离子就是有硫酸根离子,她最早使用硝酸银电镀的时候会让电解液有沉淀,影响电势的稳定性。我就很疑惑,因为我们电镀哪有直接用硝酸银的啊,都是复配的络合物,而且一般阴离子都要过量,这样有更稳定的银的络离子,不会有沉淀的啊。我说我看到的文献中阳极都是用的银箔或是银板,配方中也有一些成分缓解阳极溶解的,她说这个太复杂了,不先考虑,阳极就用铂电极就行了,还让我看看能不能买到一些银的络合物溶液,然后从最简单的试起。我刚开展电镀银的工作,之前一直都是做化学镀的。直觉告诉我,这个老师是做理论和分析化学出身的,所以偏重理论,想让因素越少越好。但我们搞应用和材料的,肯定就是参考文献,选主要配方+添加剂,通过正交试验确定成分浓度、反应温度、pH、电流密度和时间。可能她想让我们一点点的添加变量,慢慢开展吧。大家有用电化学工作站做过电镀银的么?主要电极是怎么选择的?使用的三电极么?我们的基材是涂覆了很平滑的Ni-P非晶合金的纤维,表面已经导电了,我感觉做电镀银前最好也参考卢博士的论文浸镀一下银。大家基本都是在金属板上做的电镀,很少有镀导电纤维的,感觉计算电流密度的表面积都不像金属板那么直观,必须得知道纤维直径/根数/长度。最相关的文献很少,只有在镀镍纤维上电镀金的,可是工艺写的特别简单,所以很抓狂。大神们有好的建议么?










 我要推广仪器
我要推广仪器
 下载APP
下载APP




