推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询


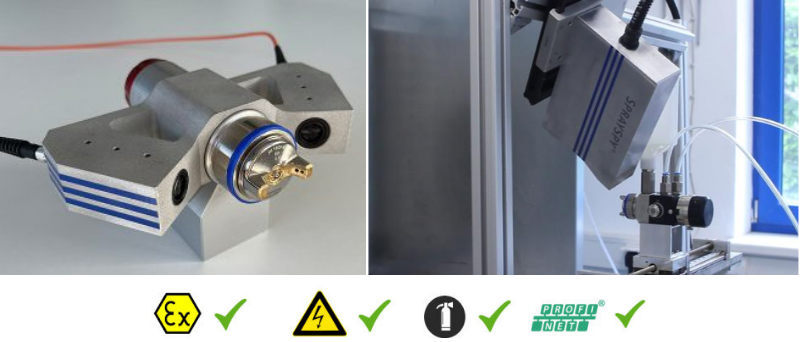



对于粉末喷涂施工,测量涂层固化前的粉末层厚度也有着重要的意义。粉末涂层测厚仪与湿膜测厚仪的形式有所不同,使用方法也有区别。其中,非接触式粉末厚度测厚仪是一种超声波测厚仪,使用很方便,可以根据粉末的厚度显示出最终涂层的厚度。 传统的粉末涂层测厚仪包括有:干膜测厚仪和湿膜测厚仪。 [b]湿膜测厚仪应用:[/b] 有研究表明,涂层固化过程中会出现应力是不争的事实。大部分涂层在固化过程中会收缩,由此在涂层内部就出现了拉应力 要是在涂层固化过程中涂料分子的结构发生变化,涂层就会膨胀,涂层内部就会存在压应力。 另外,涂层和基材热膨胀系数不同以及各道涂层间性能的差别等因素都会使涂层内部产生应力。如果涂层中的应力超过了涂层的抗拉强度,涂层就会开裂。内应力的存在还可能使涂层的附着力和抗疲劳性能下降,致使涂层的使用寿命缩短。一旦在涂层完全固化后发现涂层厚度不符合设计要求,就很有可能需要将原先的涂层清除干净后重新涂漆,由此造成的损失会很大。因此,我们需要在涂装过程中随时检查涂层的湿膜厚度。 [b]干膜测厚仪应用:[/b] 涂装施工正式结束之前,要按有关要求或标准对涂层的厚度进行全面的检查。检查涂层厚度的方法有很多,但在涂装施工现场,无损检测法是测量涂层厚度最为常用的方法,这种方法操作简便,工作效率高,经济性好,对涂层不会造成破坏性影响。 为了满足用户对粉末涂料固化前的厚度进行非接触、无破坏性测量,TQC新推出一款可用于湿膜和干膜分析的粉末涂层测厚仪,采用光热法,能够非接触,无破坏性对粉末涂料固化前后的厚度进行分析测量。这台轻巧稳健的仪器可快速精准地测量在金属和MDF底材上粉末涂层在固化前后的厚度。测量系统由传感器和显示器组成,通过一条电缆连接。 [b] TQC Powder TAG 粉末涂层测厚仪特点:[/b] 1、操作简便。只需将探头在合适的距离指向测量物品的表面,然后按下“测量”按钮。 2、可测量任意形状和尺寸的样品,包括边框和边缘的样品。 3、测量范围大,测量值极其精准。 4、可测量任意金属底材品如钢、铝及非金属底材如中密度纤维板。 5、适用于固化或未固化粉末涂料。[align=center][url=http://www.tqc-china.com][img=TQC Powder TAG 粉末涂层测厚仪,416,369]http://www.tqc-china.com/system/upload/day_170711/201707111119434805.png[/img][/url][/align][b]关于TQC Powder TAG 粉末涂层测厚仪更多信息,欢迎随时咨询翁开尔热线:400-680-8138,或者登陆:[/b]www.tqc-china.com.

[color=#333333]对于粉末喷涂施工,测量涂层固化前的粉末层厚度也有着重要的意义。[color=#333333]有研究表明,涂层固化过程中会出现应力是不争的事实。大部分涂层在固化过程中会收缩,由此在涂层内部就出现了拉应力 要是在涂层固化过程中涂料分子的结构发生变化,涂层就会膨胀,涂层内部就会存在压应力。另外,[color=#333333]涂装施工正式结束之前,要按有关要求或标准对涂层的厚度进行全面的检查。检查涂层厚度的方法有很多,但在涂装施工现场,无损检测法是测量涂层厚度最为常用的方法,这种方法操作简便,工作效率高,经济性好,对涂层不会造成破坏性影响。[/color][/color][/color][color=#333333][color=#333333]TQC新推出一款[color=#333333]可用于湿膜和干膜分析的粉末涂层测厚仪,采用光热法,能够非接触,无破坏性对粉末涂料固化前后的厚度进行分析测量。[/color][/color][/color][align=center][color=#333333][color=#333333][color=#333333][url=http://www.tqc-china.com/][img=,690,690]http://ng1.17img.cn/bbsfiles/images/2017/07/201707111649_01_2818848_3.png[/img][/url][/color][/color][/color][/align][color=#333333][color=#333333][/color][/color]
TT220、TT230涂层测厚仪常见问题1、为什么我的TT220涂层测厚仪近一年没有使用,再次使用不能开机?答:用户在收到新购买的测厚仪时首先要为仪器充电,一般首次充电需要8个小时,如果长期没有充放电,仪器电池容易锁死,同时电池寿命也会受到影响,2个月没有使用的新机器,出现不能开机的现象有可能是电池锁死了,需要对照说明书进行激活。如仍不能开机,请您不要自行打开机器,应返回维修站修理。2、电池锁死后应该如何恢复?答:电池锁死后,用户可以对照相应型号说明书,通过强制复位的方式进行操作,当有文字或数字显示后,即刻进行充电。如仍不能恢复请与维修站联系。3、恢复出厂设置后需要注意什么?答:仪器在强制复位后,必须进行基本校准,校准办法可以对照说明书操作,或者咨询时代销售及维修人员。4、为什么在随机附带的校准试片上校准后,测量工件还是出现测值“不准”?答:影响测值的因素很多,对此说明书上有详细描述,金属材料性质、表面粗糙度等都对测值有影响,随机附带的基材往往与用户现场的金属基材有很大差异,因此我们建议随机带的基材及试片只作为仪器校准使用,实际现场测量工件时要用现场未经喷涂的同种材料作为基材。5、开机出现E字头的错误信息是怎么回事?答:错误提示功能是时代涂层测厚仪的一个特有功能,方便用户进行故障描述,不同的错误信息代表不同的故障,例如E02代表测头磨损,这些说明书后面都有详细表格说明,大家可以参考。6、TT220涂层测厚仪如何关机?答:TT220/230都采用的是自动关机,一般是停止使用后的3-5分钟。7、TT220涂层测厚仪没有充电指示灯,如何判断是否充满电?答:TT220/230充电时间一般新购机器首次充电8小时,正常使用后需要充2-3小时即可。8、充电后仍无法开机?答:首先插上电源按照问题1的解决办法进行强制复位的操作尝试,其次,如果有同类仪器可更换充电器试一下。三,可能电池报废需要更换电池9、测量管材、棒材等曲面材料为什么“不准”?答:曲率变化对涂层测厚仪的影响非常大,如果您在平面的基材上校准零点后直接测量曲面,那么测值肯定有偏差,正确操作是必须在同一曲率半径的未经喷涂工件基材上进行零点校准,然后在测量涂层厚度,这时的测值是准确无误的。10、TT220涂层测厚仪出现“≠”是什么意思?答:表明电池电压低落,需要马上充电11、当出现仪器测量试片准确,测量工件涂层时有“偏差”怎么判断?答:有些用户在使用过程中会出现在随机配的基体试片上测量准确,拿到工件上测量出现偏差,或者不同厂家的仪器在测同一工件出现偏差,遇到这种情况用户往往不知道是自己的工艺出现问题还是仪器本身的问题,是时代仪器准还是其他厂家仪器准。这个问题很好解决,我们只要将随机配带的试片(中国计量院提供)放在用户自己的未经喷涂的工件基材上测量一下就可以了,因为试片的值是恒定的,而且是第三方中国计量院提供的。如果放在工件上测量试片也是准确的,那说明仪器没有任何问题。两台不同厂家的仪器对比采用这个办法也是相同的道理。










 我要推广仪器
我要推广仪器
 下载APP
下载APP


